
一种TC4钛锻坯的制备方法.pdf

一只****爱敏


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种TC4钛锻坯的制备方法.pdf
本发明公开了一种TC4钛锻坯的制备方法,包括精选0级海绵钛,具体包括以下步骤:步骤一:选取熔炼设备进行加工,其设备采用真空自耗电弧炉,电极制备方式采取整体电极或者拼焊电极;步骤二:熔炼,熔炼次数不低于两次;步骤三:铸锭,探伤确定缩孔位置并锯切,铸锭扒完皮后,按AMS2631B级标准进行超声波探伤检验,检验铸锭内部是否存在夹杂、气孔等缺陷;本发明中,将锻造和熔炼的次数进行提升,从而在生产前期,使得TC4钛锻坯的锻造基础得到提升,避免在后期出现硬度较低的情况,同时在后期的检测中,通过不同位置的不同检测样品进

一种TC4钛合金锻材及制备方法.pdf
本发明公开了一种TC4钛合金锻材及其制备方法,所述方法包括以下步骤:下料:选取符合标准的钛合金锭,按工艺尺寸下料至烤炉,下料后清除端面毛刺;锻打加热:清理烤炉炉膛灰渣,将下料至烤炉的钛合金锭放置在有效加热区开始加热,温度加热至960±10℃,加热时长不超过90min,镀层:将锻造后钛合金锻材放入真空室中,在锻材表面制备TiAlN/Ti涂层;通过本发明方法的得到的TC4钛合金锻材具备较好的抗冲蚀效果。
一种控制高钛钢夹杂物的铸坯制备方法.pdf
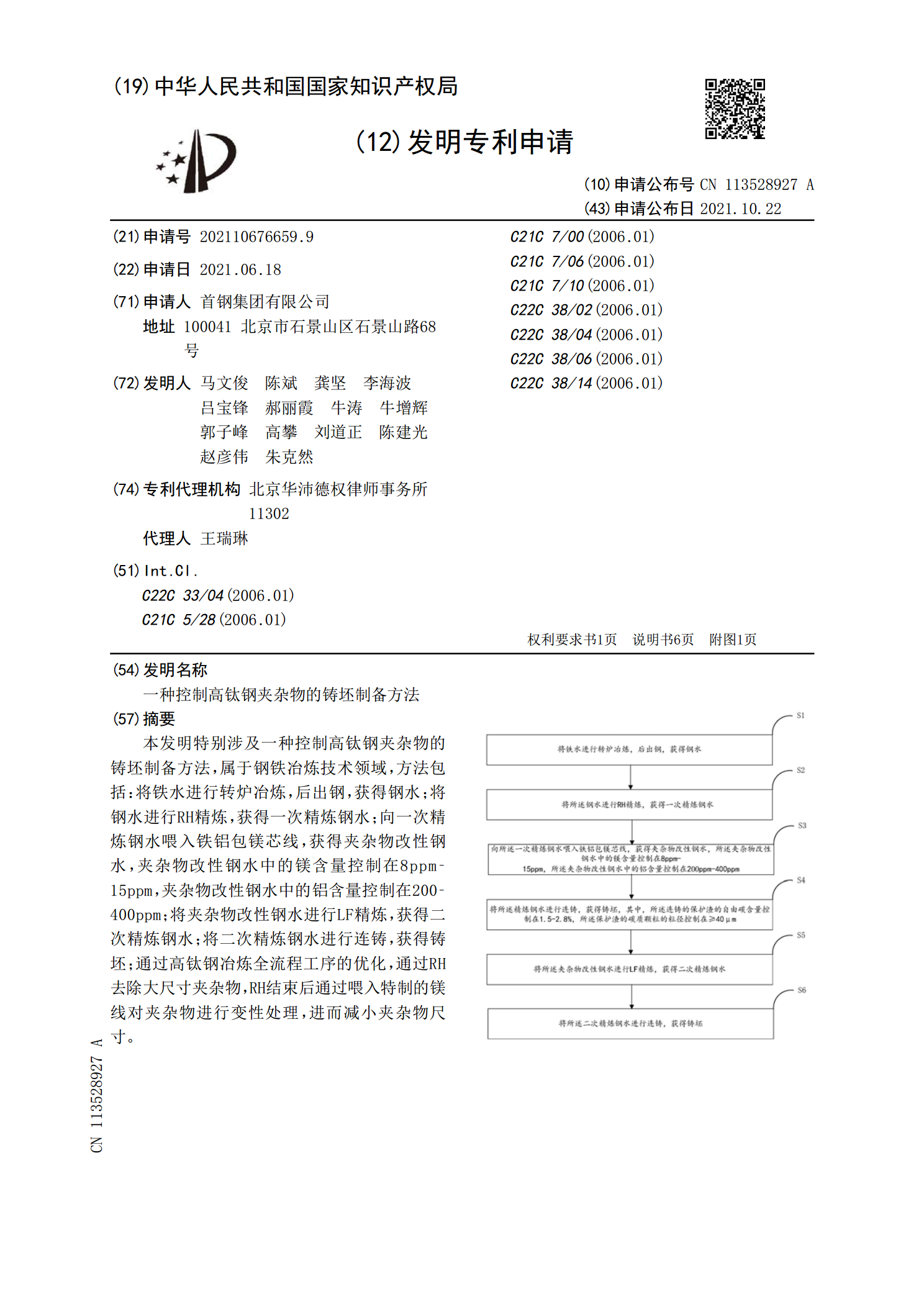
本发明特别涉及一种控制高钛钢夹杂物的铸坯制备方法,属于钢铁冶炼技术领域,方法包括:将铁水进行转炉冶炼,后出钢,获得钢水;将钢水进行RH精炼,获得一次精炼钢水;向一次精炼钢水喂入铁铝包镁芯线,获得夹杂物改性钢水,夹杂物改性钢水中的镁含量控制在8ppm‑15ppm,夹杂物改性钢水中的铝含量控制在200‑400ppm;将夹杂物改性钢水进行LF精炼,获得二次精炼钢水;将二次精炼钢水进行连铸,获得铸坯;通过高钛钢冶炼全流程工序的优化,通过RH去除大尺寸夹杂物,RH结束后通过喂入特制的镁线对夹杂物进行变性处理,进而减
一种GH4169高温合金自由锻棒坯及其制备方法.pdf
本发明公开的一种GH4169高温合金自由锻棒坯,规格为Φ250~350mm,探伤水平不低于Φ0.4‑6dB,晶粒度为8~9级。本发明还公开了该棒坯的制备方法,首先,通过真空感应熔炼+电渣重熔+真空自耗重熔的三联冶炼工艺冶炼GH4169高温合金铸锭,高温均匀处理;其次,将GH4169高温合金铸锭镦拔开坯锻造;然后,将开坯后的坯料镦拔变形,得到直径为400mm~500mm的坯料;最后,将镦拔后的坯料高温进行连续回炉拉拔锻造,得到直径为250mm~350mm的GH4169高温合金自由锻棒坯。本发明公开的方法将棒

粉末压坯挤压锻制备TC4钛合金的显微组织与力学性能研究的开题报告.docx
粉末压坯挤压锻制备TC4钛合金的显微组织与力学性能研究的开题报告TC4钛合金是一种高强度,耐腐蚀性能良好的钛合金,因其优良的物理和化学性能在汽车、航空航天、医疗等领域应用广泛。为了进一步提高TC4钛合金的性能,可采用粉末压坯、挤压以及锻制等方法进行材料加工。本文将对使用粉末压坯和挤压、锻制制备TC4钛合金的显微组织和力学性能进行研究。首先将介绍TC4钛合金的组成和特性,其次阐述粉末压坯、挤压和锻制的工艺过程和基本原理,然后研究其中的显微组织和力学性能,并讨论其优缺点和适用场合。一、TC4钛合金的组成和特性