
一种管板与换热管的套装方法.pdf

是你****深呀

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种管板与换热管的套装方法.pdf
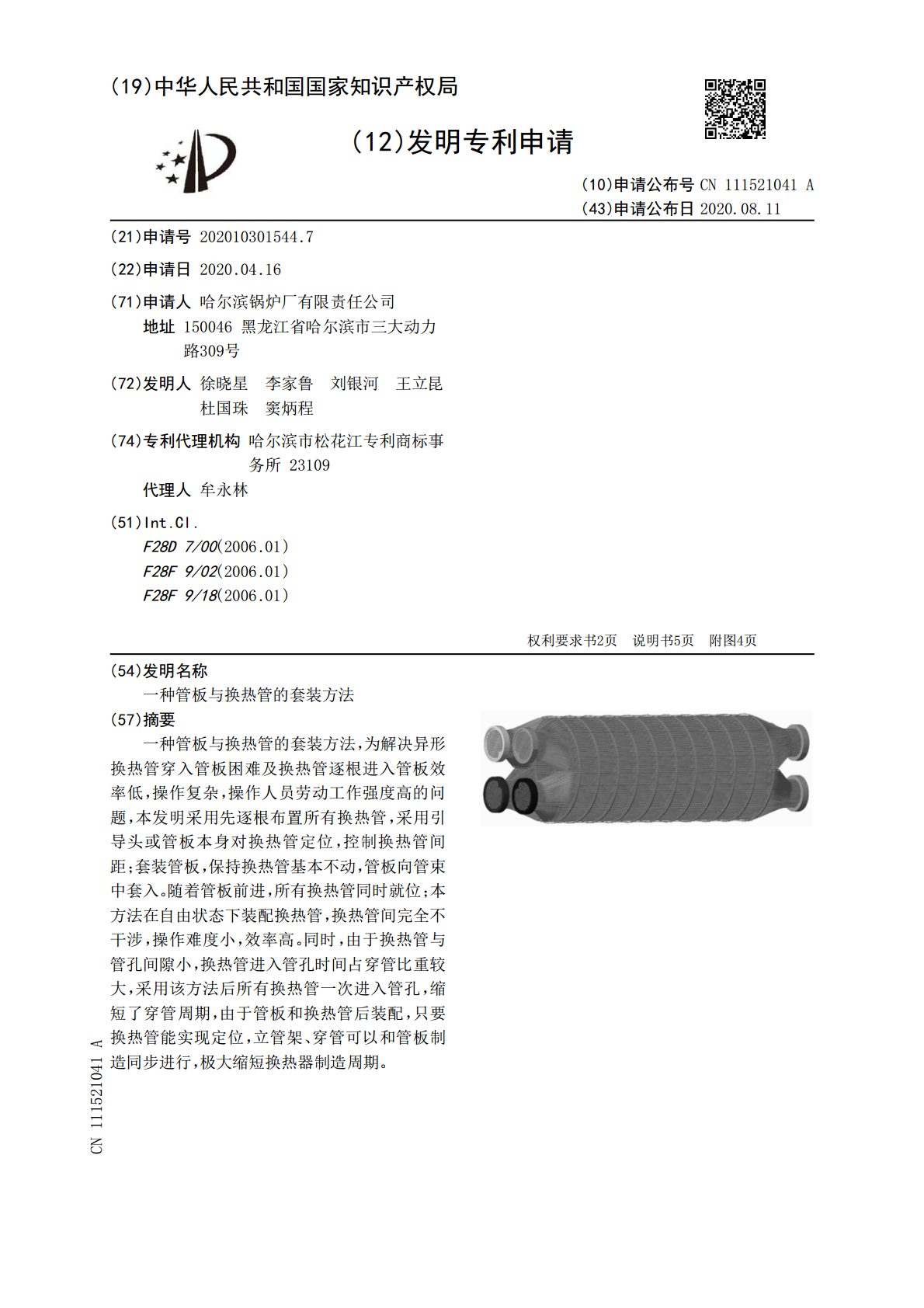
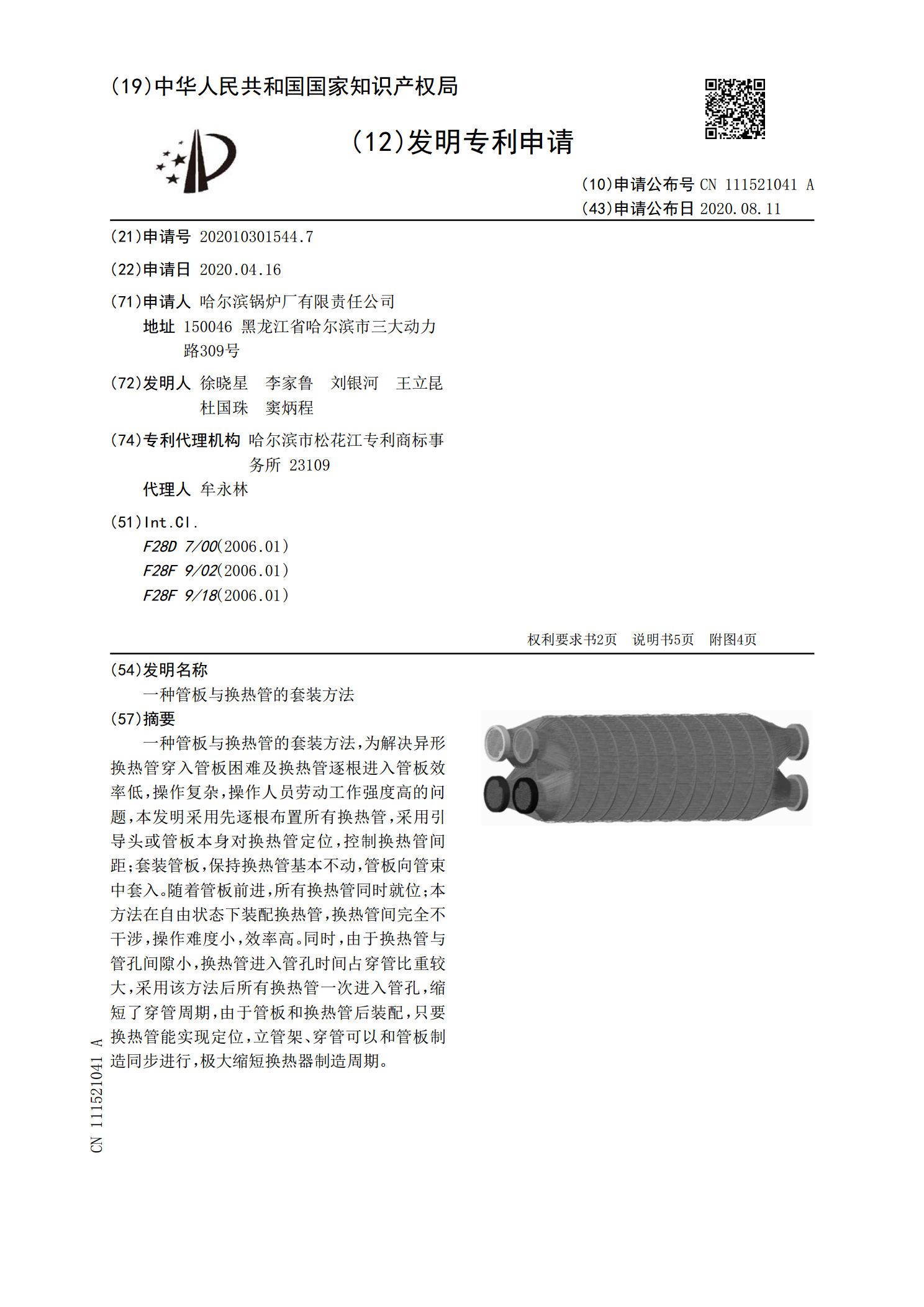
一种管板与换热管的套装方法,为解决异形换热管穿入管板困难及换热管逐根进入管板效率低,操作复杂,操作人员劳动工作强度高的问题,本发明采用先逐根布置所有换热管,采用引导头或管板本身对换热管定位,控制换热管间距;套装管板,保持换热管基本不动,管板向管束中套入。随着管板前进,所有换热管同时就位;本方法在自由状态下装配换热管,换热管间完全不干涉,操作难度小,效率高。同时,由于换热管与管孔间隙小,换热管进入管孔时间占穿管比重较大,采用该方法后所有换热管一次进入管孔,缩短了穿管周期,由于管板和换热管后装配,只要换热管能
换热管与管板的常用连接方法.pdf
换热管与管板的常用连接方法摘要:换热器中管子与管板的焊接直接影响换热器的制造和使用。连接强度和密封性能又直接关系到使用时间和是否泄漏。对常用的强度胀接、强度焊接和胀焊并用等3种方法进展了介绍。关键词:换热器;管板;胀接;焊接;内孔焊在化工、石油、医药、原子能和核工业中,换热器的应用十分广泛,其类型与构造也很多。其中管壳式换热器是使用最普遍的。在管壳式换热器的设计、制造过程中,换热管与管板之间的连接问题直接影响工艺操作的正常进展,也是整个生产制造的重点之一。因此,换热器管子与管板的接头型式的技术研究一直是国

一种双管板π形换热管管束穿管方法.pdf
本发明公开了一种双管板π形换热管管束穿管方法,包括以下步骤:将两块管板固定在平台上;穿最下层最外两侧换热管,穿管时,先将π形换热管一端穿入一块管板,再将π形换热管另一端穿入另一块管板,之后旋转π形换热管至目标方位;穿最下层次外两侧换热管,穿管时,先将π形换热管放置在竖直位置,再将π形换热管一端穿入一块管板,将π形换热管另一端穿入另一块管板,之后将π形换热管从竖直位置旋转至目标方位;按前述穿管方法完成剩余换热管的穿管;此后穿第二层直至穿完所有换热管。本发明通过准确计算穿管顺序并利用π形换热管穿管的空间错位,

换热器管板与换热管内孔搭接焊接方法.pdf
换热器管板与换热管内孔搭接焊接方法,属于压力容器制造领域,克服了现有技术的难题。该方法是:首先按照换热管⑵的尺寸初次加工管板孔,然后对管孔进行二次扩孔,使管孔的尺寸比换热管外径大2‑3mm,同时保留管板下部2mm的凸台⑶;焊接时先采用手工钨极氩弧焊从管板侧伸入管孔内自熔点焊固定换热管⑵和管板⑴;将氩气背保护装置安装在需保护部位,将内孔搭接焊专用焊接枪头⑷从管板侧伸入管孔内,调整好钨极与待焊部位的距离;背保护装置⑸通入保护氩气,开机进行施焊;施焊完成后对焊接接头进行PT检测,有缺陷则修补。本发明可避免换热管

一种换热管与管板及防冲套管胀接方法.pdf
本发明公开了一种换热管与管板及防冲套管胀接方法,包括换热管与管板的胀接和换热管与防冲套管的胀接:第一步:换热管与管板的胀接,带防冲套管的换热管区域不胀接,胀接长度L3=换热管长度L1-防冲套管长度L2;第二步:换热管与防冲套管胀接,胀接长度为L2。采用本发明所述换热管与管板及防冲套管胀接方法,防冲套管区域不再重复胀接,保护了防冲套管区域内的换热管使用寿命,并彻底解决高压加热器产品中防冲套管及换热管贴合不紧、易脱落的问题;解决了换热管与管板胀接时胀杆断裂的问题,产品的质量大幅提高,同时换热管与管板胀接时的胀