
一种刀具的锻造工艺.pdf

努力****元恺

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种刀具的锻造工艺.pdf
本发明公开了一种刀具的锻造工艺,包括以下步骤:选用低碳高合金不锈钢铸锭;采用挤压装置进行挤压,挤压成刀具大小;将挤压后的原料放入至加热炉内,进行第一次加热和保温;将预热的原料加热并放入锻造用模具中进行锻造,进行墩粗7次,伸长6次;将加热锻打后的材料置于空气中进行冷却;将冷却后的毛坯进行抛光、修边;将抛光、修边后的毛坯进行涂抹防锈油。本发明的优点:本发明锻造工艺简单,而且能提高耐磨性及韧性等综合性能,提高了加工效率,降低了生产成本,先对原料进行初步挤压的操作,可整体上提高加工效率和刀具强度。

一种高速钢刀具锻造工艺.pdf
本申请涉及一种高速钢刀具锻造工艺,其涉及一种刀具锻造工艺,其包括以下步骤:S1、准备配料,利用带锯床将高速钢铸锭进行切块形成坯料;S2、将坯料放入台式加热炉内进行加热,加热温度为500℃,然后提高温度,加热速度控制在每小时小于80℃,然后在850℃下保温;S3、将预热的坯料加热到温度1130~1180℃,放入锻造用模具中进行锻造,形成刀具的初步形状,始锻温度为1100~1150℃,终锻温度900~950℃,停锻温度800~900℃;S4、等温退火:S5、淬火:S6、回火:S7、利用对刀具进行切削和磨削加工
一种厨师防粘刀具的锻造方法.pdf
本发明公开了一种厨师防粘刀具的锻造方法,包括以下步骤:A、首先选择锻造刀具的钢铁,切割需要加工成刀具的大小材料;B、对下好的料采用挤压装置进行挤压,将钢铁挤压成刀具大小;C、利用加热炉对挤压后的材料进行加热,加热后不停地锻打,重复加热、锻打的过程;D、接着将加热锻打后的材料进行手抛,研磨;E、接着对处理后的材料进行锻打筋,采用机抛与手抛对刀具材料抛光;F、将抛光后的刀具表面涂上涂层,对涂油涂层的刀具进行加热干燥;G、最后将刀具进行开利并包装,该刀具锻造方法是在刀具的两面均设有锻造筋,无论使用者左右手使用习
一种锻造工艺.pdf
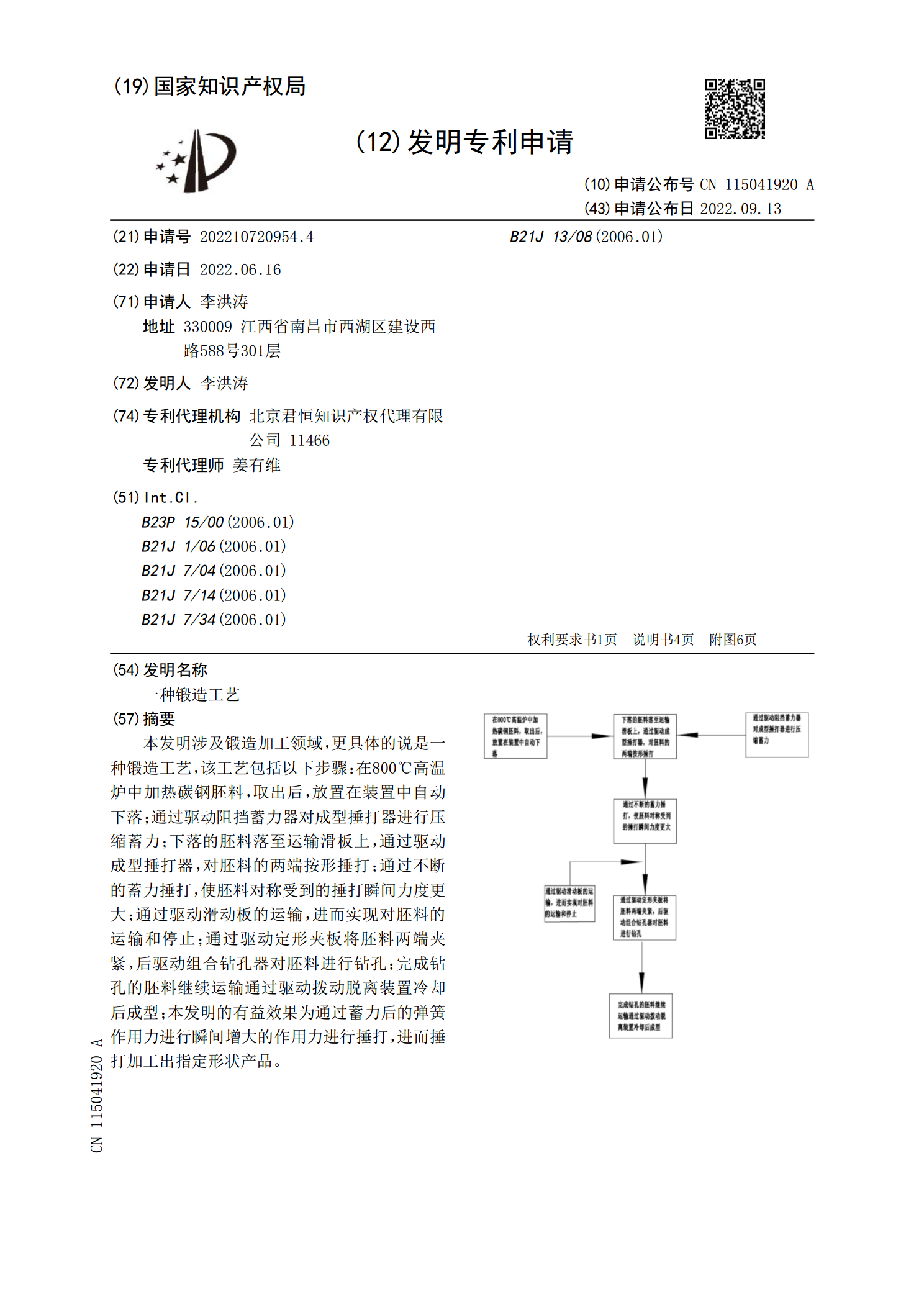
本发明涉及锻造加工领域,更具体的说是一种锻造工艺,该工艺包括以下步骤:在800℃高温炉中加热碳钢胚料,取出后,放置在装置中自动下落;通过驱动阻挡蓄力器对成型捶打器进行压缩蓄力;下落的胚料落至运输滑板上,通过驱动成型捶打器,对胚料的两端按形捶打;通过不断的蓄力捶打,使胚料对称受到的捶打瞬间力度更大;通过驱动滑动板的运输,进而实现对胚料的运输和停止;通过驱动定形夹板将胚料两端夹紧,后驱动组合钻孔器对胚料进行钻孔;完成钻孔的胚料继续运输通过驱动拨动脱离装置冷却后成型;本发明的有益效果为通过蓄力后的弹簧作用力进行

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够