
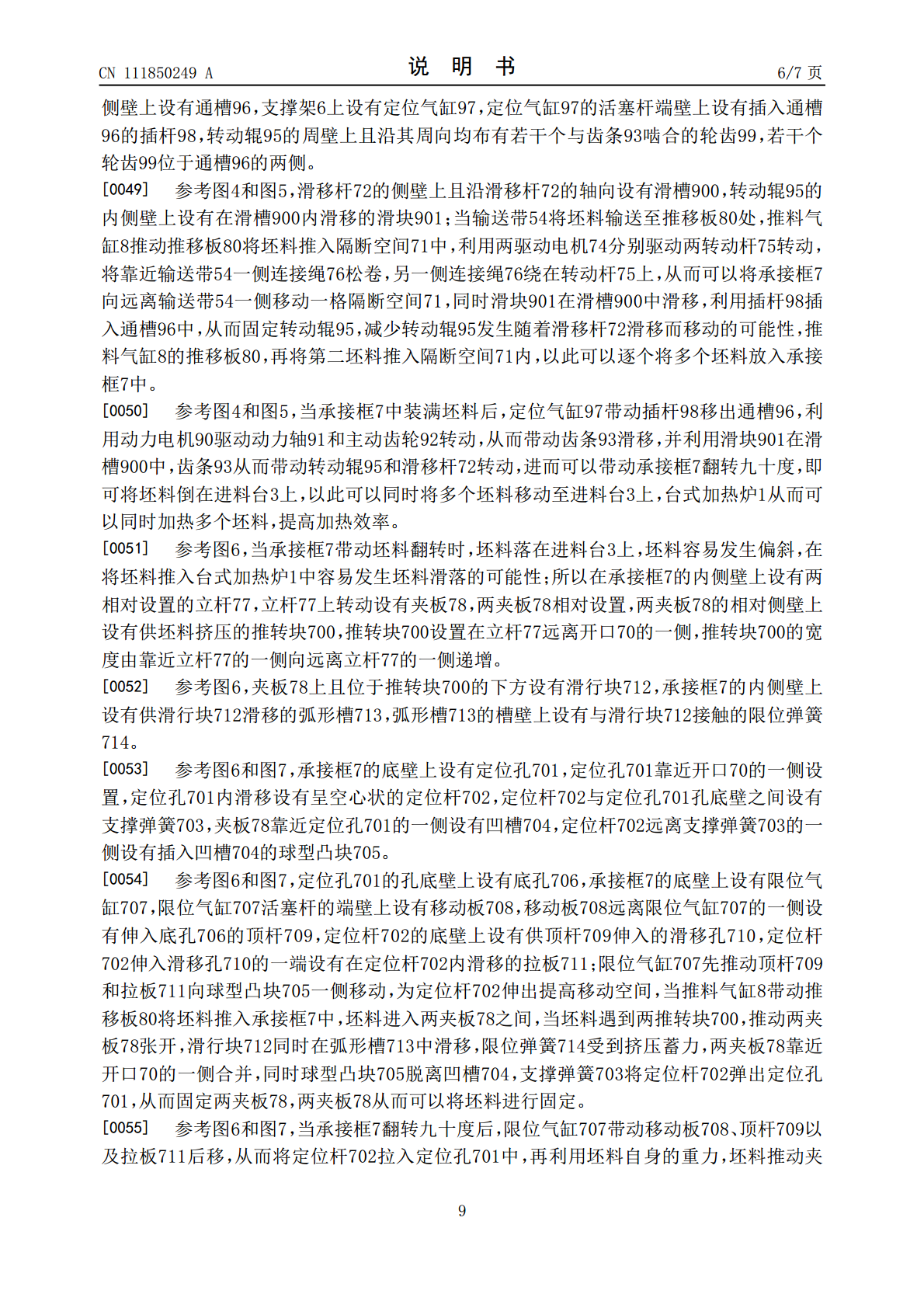
一种高速钢刀具锻造工艺.pdf

是浩****32


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高速钢刀具锻造工艺.pdf
本申请涉及一种高速钢刀具锻造工艺,其涉及一种刀具锻造工艺,其包括以下步骤:S1、准备配料,利用带锯床将高速钢铸锭进行切块形成坯料;S2、将坯料放入台式加热炉内进行加热,加热温度为500℃,然后提高温度,加热速度控制在每小时小于80℃,然后在850℃下保温;S3、将预热的坯料加热到温度1130~1180℃,放入锻造用模具中进行锻造,形成刀具的初步形状,始锻温度为1100~1150℃,终锻温度900~950℃,停锻温度800~900℃;S4、等温退火:S5、淬火:S6、回火:S7、利用对刀具进行切削和磨削加工

一种高速钢锻造工艺.pdf
本发明提供了一种高速钢锻造工艺,具体步骤为:将普通废钢、生铁、铬铁、钨铁、钼铁、铌铁和金属钴按比例放入真空感应炉内,浇注成圆棒;在结晶器的底部结晶,得到钢锭;用纯氮气进行气吹,形成钢粉末;热等静压处理,得到形状规格统一的钢块;通过振动张力波雾化被击碎,获得雾化钢;高速气吹至模具内;将成型的高速钢放入热等静压机内。优点是:改善钢的低倍组织,由于电渣锭冷速较快,使得钢中碳化物分布更加均匀,组织的改善也提高了高速钢的热塑性;使得高速钢组织细小,其强度和韧性分别是熔炼高速钢的2倍和2.5~3倍;强度高热处理尺寸稳
一种刀具的锻造工艺.pdf
本发明公开了一种刀具的锻造工艺,包括以下步骤:选用低碳高合金不锈钢铸锭;采用挤压装置进行挤压,挤压成刀具大小;将挤压后的原料放入至加热炉内,进行第一次加热和保温;将预热的原料加热并放入锻造用模具中进行锻造,进行墩粗7次,伸长6次;将加热锻打后的材料置于空气中进行冷却;将冷却后的毛坯进行抛光、修边;将抛光、修边后的毛坯进行涂抹防锈油。本发明的优点:本发明锻造工艺简单,而且能提高耐磨性及韧性等综合性能,提高了加工效率,降低了生产成本,先对原料进行初步挤压的操作,可整体上提高加工效率和刀具强度。
一种高速钢轴锻造工艺.pdf
本发明公开了一种高速钢轴锻造工艺,包括以下步骤:A1.将钢轴毛坯经表面用丙酮清洗后,放置在加热炉内,将炉内抽真空至10‑3Pa,再将炉内升温至800℃~1000℃,保温30分钟;A2.将A1步骤毛坯取出后,通过模具对毛坯进行锻造,上模压下速度为0.008mm/s~0.01mm/s,直至上、下模具闭合;A3.将A2步骤毛坯取出后,将钢轴粗坯进行埋灰冷却,消除粗坯中的气体杂质;A4.将A3步骤毛坯取出后,将钢轴粗坯的表面进行吹灰处理,并将吹灰处理后的钢轴粗坯的表面进行清洗;A5.将A4步骤中清洗后的钢轴粗坯进

压铸高速钢刀具工艺研究.docx
压铸高速钢刀具工艺研究压铸高速钢刀具工艺研究摘要:压铸高速钢刀具是一种重要的切削工具,广泛应用于加工行业。本论文通过对压铸高速钢刀具的工艺研究,深入分析了其制备工艺、加工性能和优化方案。并根据实验结果,结合理论分析,得出了一些切实可行的改进措施,为压铸高速钢刀具的制造和应用提供了有益的参考。一、引言压铸高速钢刀具是指通过压铸工艺制造的高速钢刀具。压铸工艺是一种常用的金属制造工艺,通过将熔融金属注入到模具中,经过一系列的压铸过程,最终得到所需的产品。在压铸高速钢刀具的制备中,技术参数的选取和控制,模具的设计