
连续退火中的钢板的加热方法和连续退火设备.pdf

书生****专家


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连续退火中的钢板的加热方法和连续退火设备.pdf
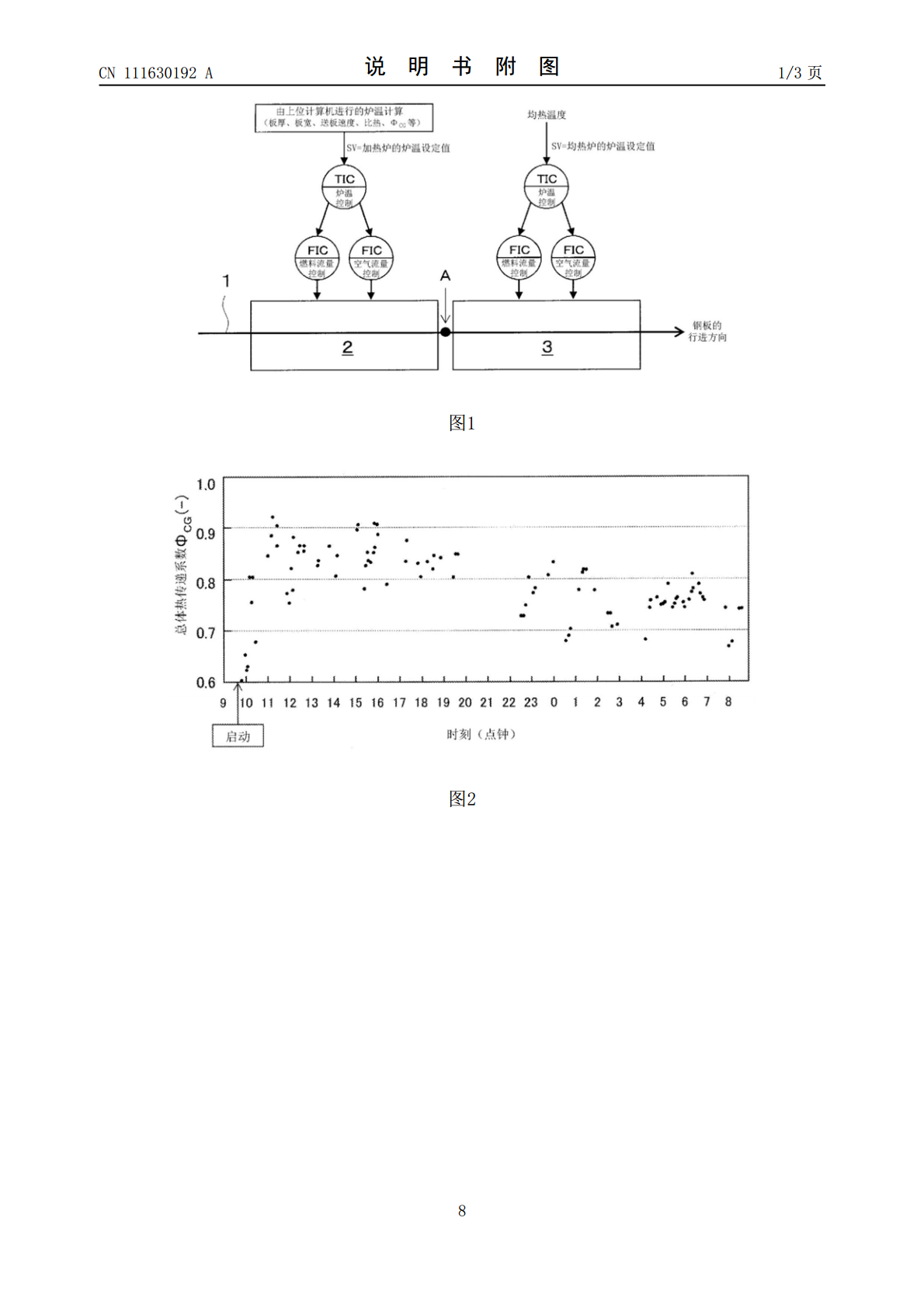
在具有直焰型的加热炉、均热炉和冷却炉的连续退火设备中对钢板进行加热时,在上述加热炉与均热炉之间配设直焰型的半均热炉,在上述加热炉中,以使加热炉出口侧的钢板温度成为(目标均热温度‑ΔT)的方式进行加热,在上述半均热炉中,将炉温设定为钢板的目标均热温度,以在半均热炉内的任一个位置处均使钢板温度成为目标均热温度的方式进行加热,从而使钢板的长度方向和宽度方向的温度均匀化,并且可靠地防止钢板超过作为加热目标的均热温度地被过度加热的钢板的加热方法及其连续退火设备。此处,上述ΔT是在通过度加热炉对板温进行了反馈控制时的
钢板的制造方法及钢板的连续退火装置.pdf
一种钢板的制造方法,其是抗拉强度为780MPa以上的高强度钢板的制造方法,其具有通过将具有规定的化学组成的钢板加热至750℃~900℃的温度范围并在上述温度范围内保持0~300秒从而进行连续退火的连续退火工序,在上述连续退火工序中,在进行上述加热至上述温度范围时以及在进行上述温度范围内的上述保持时,将炉内的气氛中的氢浓度设定为低于10体积%,将在上述钢板的温度为700℃以下时的log(P

连续退火装置和连续热浸镀锌装置以及钢板的制造方法.pdf
本发明提供一种能够制造耐氢脆化特性优异的钢板的连续退火装置。本发明的连续退火装置(100)具有:从冷轧卷(C)放出冷轧钢板(S)的放线盘(10);使冷轧钢板(S)通过而进行连续退火的退火炉(20),从通板方向上游侧设置有加热带(22)、均热带(24)以及冷却带(26),在加热带(22)和均热带(24),在包含氢的还原性气氛中将冷轧钢板(S)退火,在冷却带(26)冷却冷轧钢板(S)的退火炉(20);使从退火炉(20)排出的冷轧钢板(S)连续通过的下游设备(30);卷绕通过下游设备(30)的冷轧钢板(S)的张
低温连续退火生产冷轧钢板的方法.pdf
本发明涉及低温连续退火生产冷轧钢板的方法,属于冷轧钢板生产技术领域。本发明提供了低温连续退火生产冷轧钢板的方法,包括如下步骤:冶炼钢水,连铸成钢坯,粗轧,精轧,冷却,卷曲,冷轧,连续退火,即得;其中,控制粗轧后所得中间板坯的厚度为38mm~45mm,冷却到635~660℃进行卷曲,冷轧后所得钢卷进入连续退火炉的速度为220~320m/min,连续退火采用单台阶退火加热制度,连续退火的温度控制在795~810℃。本发明生产方法的推广应用将有利于简化冷轧钢板的生产流程、降低生产能耗及生产成本。
冷轧厚规格高强钢板的连续退火方法.pdf
本发明公开了一种冷轧厚规格高强钢板的连续退火方法,先将冷轧钢板放入加热炉中,经20~90秒,将加热炉的炉温提升到720~745℃的,接着将加热炉的炉温快速提升到炉温为770-790℃,保持恒温,恒温持续时间30~60秒,再接着将钢板放入H