
低温连续退火生产冷轧钢板的方法.pdf

秀华****魔王


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
低温连续退火生产冷轧钢板的方法.pdf
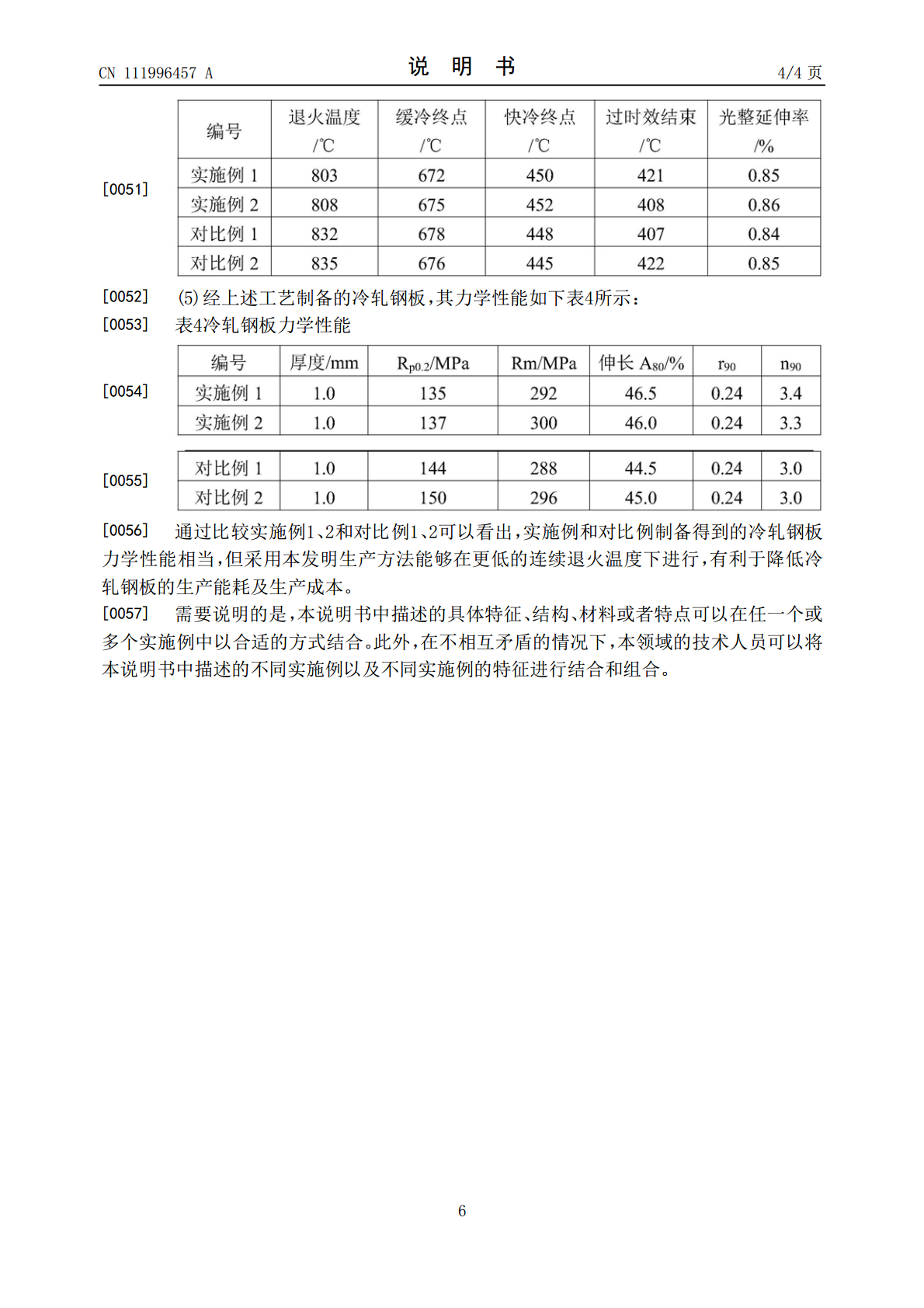
本发明涉及低温连续退火生产冷轧钢板的方法,属于冷轧钢板生产技术领域。本发明提供了低温连续退火生产冷轧钢板的方法,包括如下步骤:冶炼钢水,连铸成钢坯,粗轧,精轧,冷却,卷曲,冷轧,连续退火,即得;其中,控制粗轧后所得中间板坯的厚度为38mm~45mm,冷却到635~660℃进行卷曲,冷轧后所得钢卷进入连续退火炉的速度为220~320m/min,连续退火采用单台阶退火加热制度,连续退火的温度控制在795~810℃。本发明生产方法的推广应用将有利于简化冷轧钢板的生产流程、降低生产能耗及生产成本。
低温连续退火无间隙原子冷轧钢板及其生产方法.pdf
本发明涉及一种低温连续退火无间隙原子冷轧钢板及其生产方法,属于铁基合金技术领域。该冷轧钢板及其生产方法是:控制冷轧钢板的成分和质量百分比含量为:C:0.0005~0.0025%,Si≤0.03%,Mn:0.05-0.15%,P≤0.015%,S≤0.01%,O≤0.0025%,N≤0.0025%,Al:0.015~0.050%,Ti:0.03~0.07%,其余为Fe和不可避免的夹杂元素;同时控制冷轧钢板的连退温度为710-740℃,并控制冷轧的压下率≥80%。该冷轧钢板及其生产方法采用合理的化学成分和合适
一种低温退火冷轧钢板的生产方法及冷轧钢板.pdf
本发明公开了一种低温退火冷轧钢板的生产方法,包含以下步骤:按重量百分比控制所述钢板组分,并将各组分冶炼后连铸成连铸坯;将铸坯加热至1190℃~1220℃后依次进行粗轧、精轧以获得厚度为3~6mm的热轧板;精轧后以前段冷却的层流冷却方式冷却到580~620℃进行卷取,以获得热轧卷;热轧卷开卷,经清洗后进行冷轧以获得带钢;带钢在连续退火炉中进行退火;连续退火后的带钢经过水液槽冷却至室温,进行光整。通过对生产过程中的温度进行控制实现成品良好的力学性能,获得低屈服强度、高伸长率的钢板。本发明同时公开了使用该生产方
一种低温退火超深冲冷轧钢板的生产方法及冷轧钢板.pdf
本发明公开了一种低温退火超深冲冷轧钢板的生产方法,包含以下步骤:按重量百分比控制所述钢板组分,并将各组分冶炼后连铸成连铸坯;将铸坯加热至1190℃~1220℃后依次进行粗轧、精轧以获得厚度为3~6mm的热轧板;精轧后以前段冷却的层流冷却方式冷却到590~620℃进行卷取,以获得热轧卷;热轧卷开卷,经清洗后进行冷轧以获得带钢;带钢在连续退火炉中进行退火;连续退火后的带钢经过水液槽冷却至室温,进行光整。通过对生产过程中的温度进行控制实现成品良好的力学性能,获得低屈服强度、高伸长率的钢板。本发明同时公开了使用该
冷轧厚规格高强钢板的连续退火方法.pdf
本发明公开了一种冷轧厚规格高强钢板的连续退火方法,先将冷轧钢板放入加热炉中,经20~90秒,将加热炉的炉温提升到720~745℃的,接着将加热炉的炉温快速提升到炉温为770-790℃,保持恒温,恒温持续时间30~60秒,再接着将钢板放入H