
冷轧厚规格高强钢板的连续退火方法.pdf

含平****ng

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
冷轧厚规格高强钢板的连续退火方法.pdf
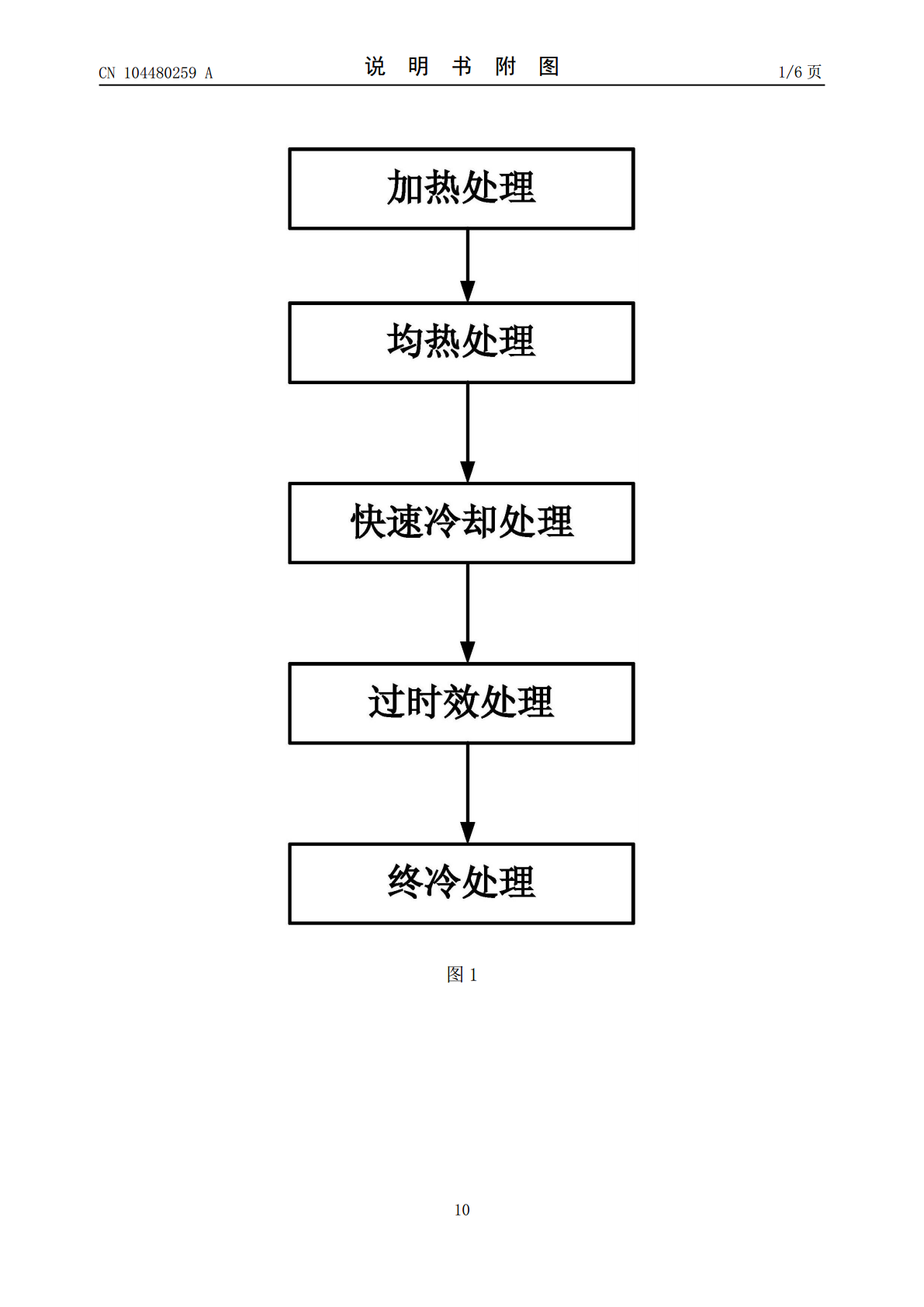
本发明公开了一种冷轧厚规格高强钢板的连续退火方法,先将冷轧钢板放入加热炉中,经20~90秒,将加热炉的炉温提升到720~745℃的,接着将加热炉的炉温快速提升到炉温为770-790℃,保持恒温,恒温持续时间30~60秒,再接着将钢板放入H
低温连续退火生产冷轧钢板的方法.pdf
本发明涉及低温连续退火生产冷轧钢板的方法,属于冷轧钢板生产技术领域。本发明提供了低温连续退火生产冷轧钢板的方法,包括如下步骤:冶炼钢水,连铸成钢坯,粗轧,精轧,冷却,卷曲,冷轧,连续退火,即得;其中,控制粗轧后所得中间板坯的厚度为38mm~45mm,冷却到635~660℃进行卷曲,冷轧后所得钢卷进入连续退火炉的速度为220~320m/min,连续退火采用单台阶退火加热制度,连续退火的温度控制在795~810℃。本发明生产方法的推广应用将有利于简化冷轧钢板的生产流程、降低生产能耗及生产成本。
一种防止汽车用冷轧高强钢板连续退火时表面氧化的方法.pdf
本发明涉及一种防止汽车用冷轧高强钢板连续退火时表面氧化的方法,包括:(1)控制连续退火炉内的退火气氛;(2)调整风机载荷;(3)连续退火炉内各段退火温度的控制;(4)钢板运行速度的控制;(5)露点的控制;(6)快冷段的控制;本发明通过优化连退炉内气氛、调整风机载荷、控制连退炉内各区域温度、露点等连退过程相关工艺参数,有效防止了汽车用冷轧高强钢在连退过程中钢板表面发生氧化,由冷轧高强钢表面氧化问题导致的钢卷封闭率率从8%降至0.3%以下。
一种厚规格高强钢板材的生产方法.pdf
本发明公开了一种厚规格高强钢板材的生产方法,所述生产方法包括转炉冶炼、LF精炼、RH精炼、连铸、加热、粗轧除鳞、粗轧、精轧除鳞、精轧、冷却和缓冷工序;RH精炼真空度≤120KPa、保持时间≥8min;连铸时采用重压下和电磁搅拌,重压下压下量15~30mm,电磁搅拌电流≥440A;粗轧单道次压下率15~25%,总压下率50~70%,开轧温度1000~1200℃;精轧开轧温度850~930℃,终轧温度750~850℃,精轧单道次压下率8~20%,总压下率30~50%。本发明不仅缓解了高合金钢铸坯内部质量缺陷的

冷轧退火钢板及其制造方法.pdf
本发明涉及冷轧热处理钢板,以重量百分比计,所述冷轧热处理钢板由具有包含以下的组成的钢制成:C:0.03%至0.25%;Mn:3.5%至8%;Si:0.5%至2.0%;Al:0.03%至2.0%;Ti<0.080%;Nb<0.080%;V<0.2%;V+Ti+Nb>0.01%;S<0.010%;P<0.020%;N<0.008%,以及任选地包含以重量百分比计的以下元素中的一者或更多者:Mo:0.1%至0.5%;Cr:0.01%至1%;B:0.0005%至0.004%,组成的剩余部分为铁和由熔炼产生的不可避免