
一种砂型铸造工艺.pdf

是你****元呀

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种砂型铸造工艺.pdf
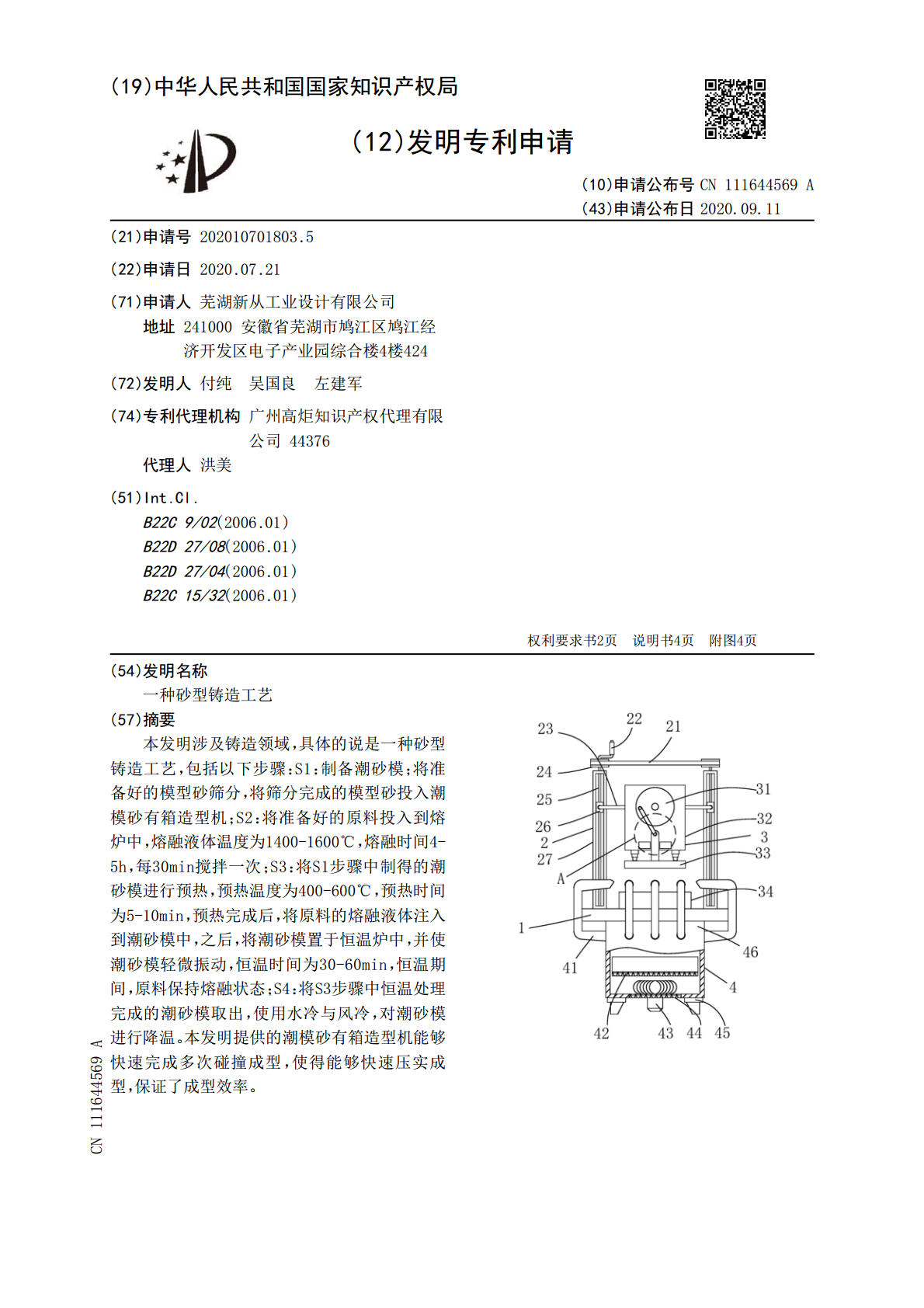
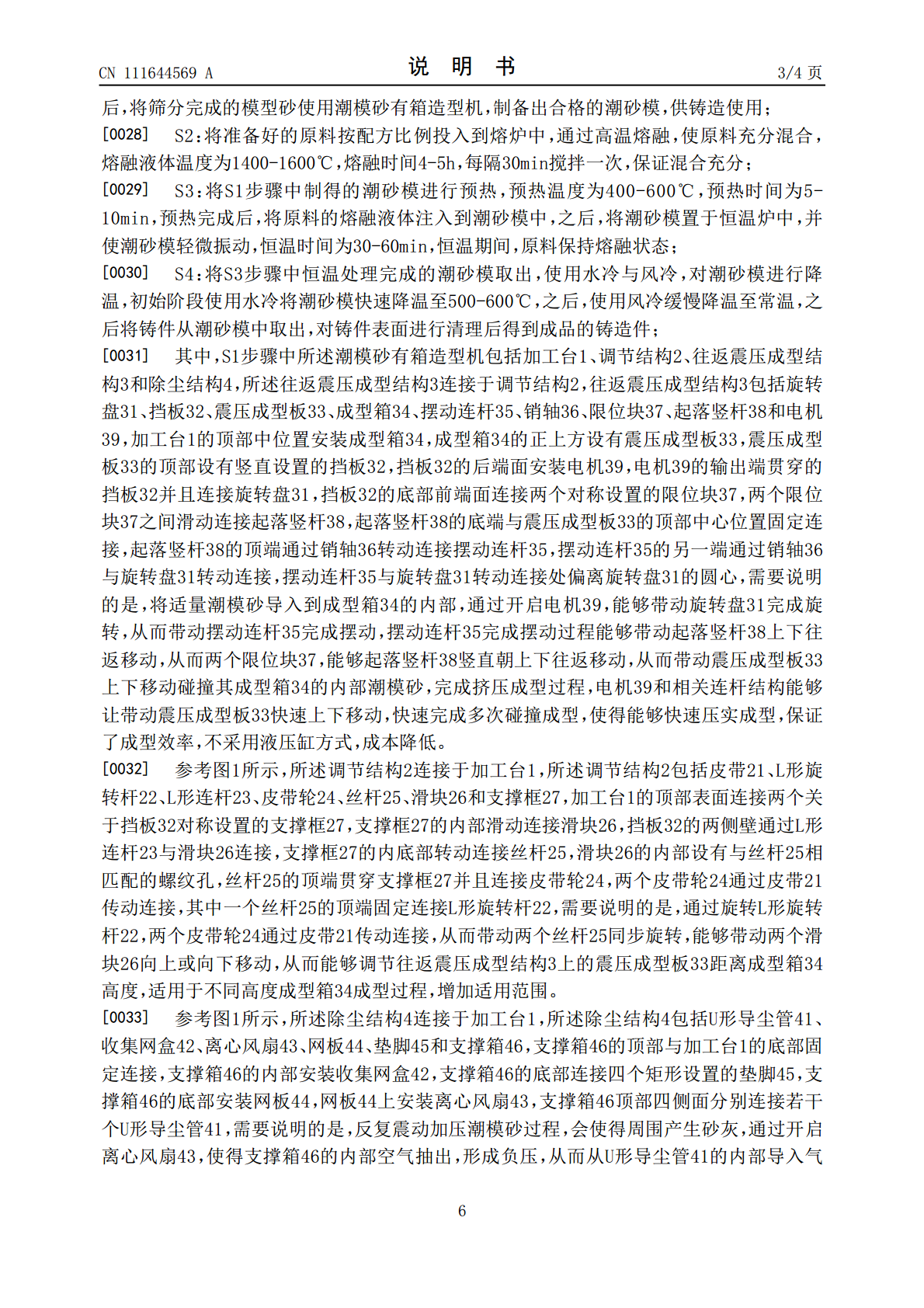
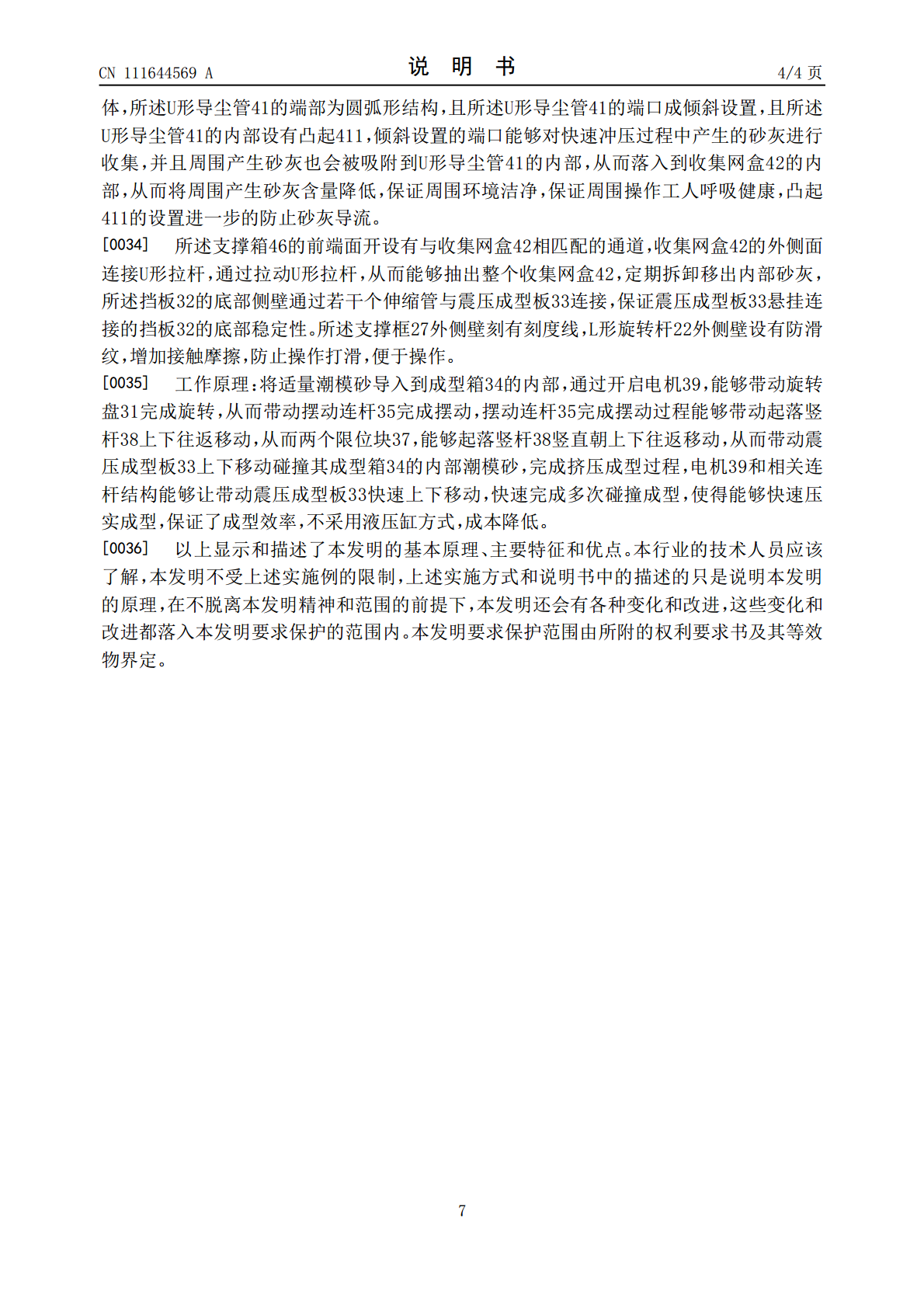
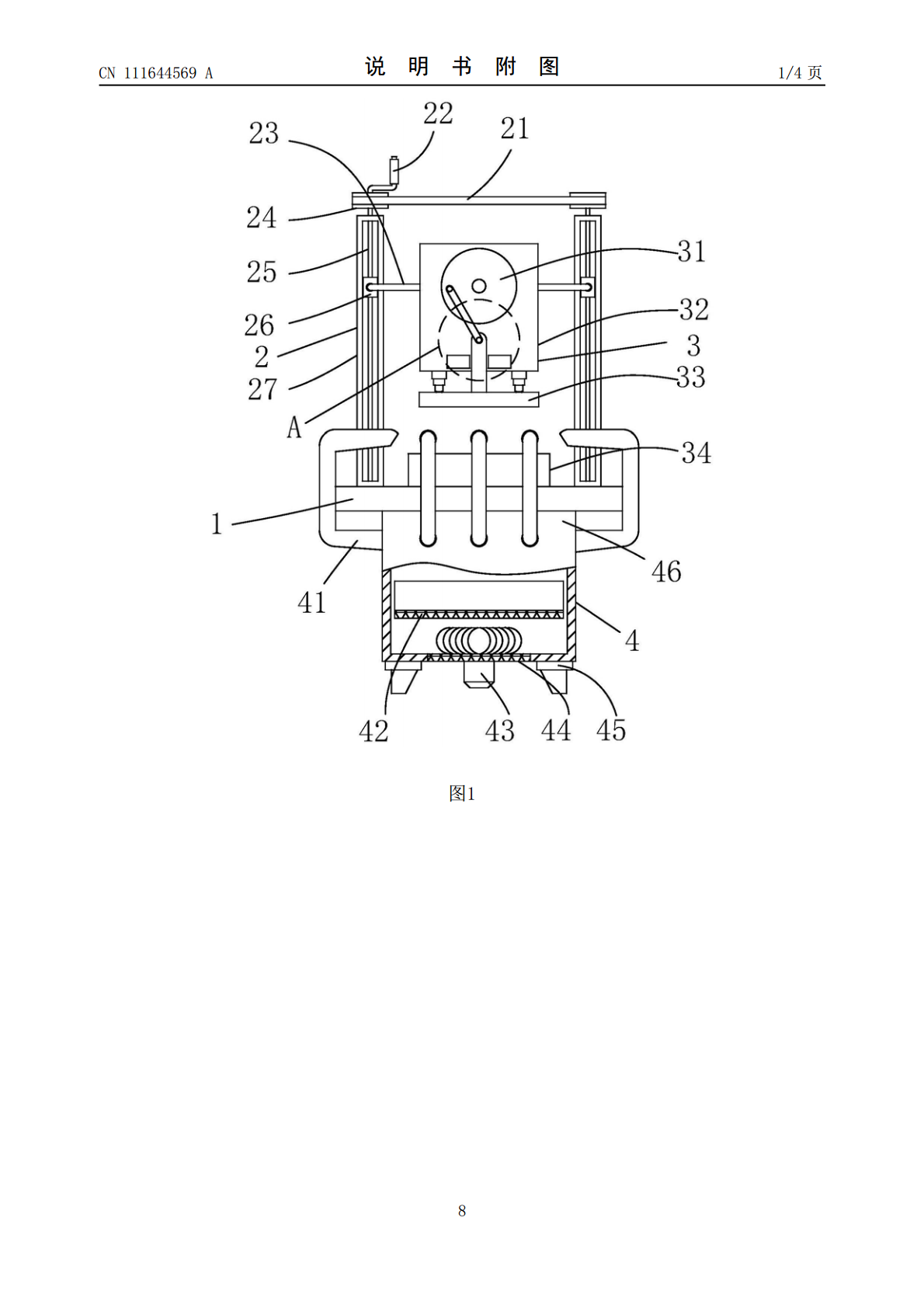
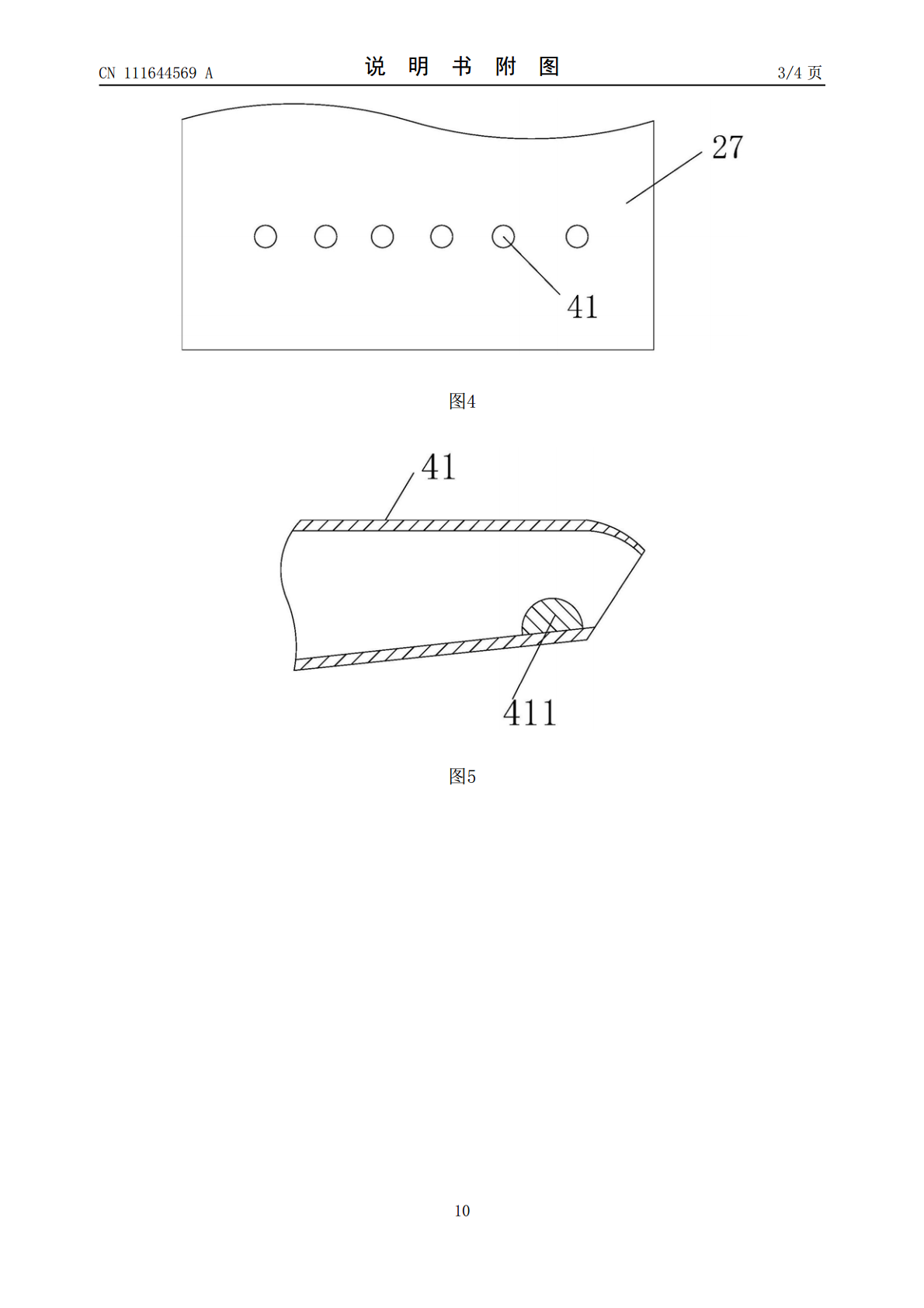
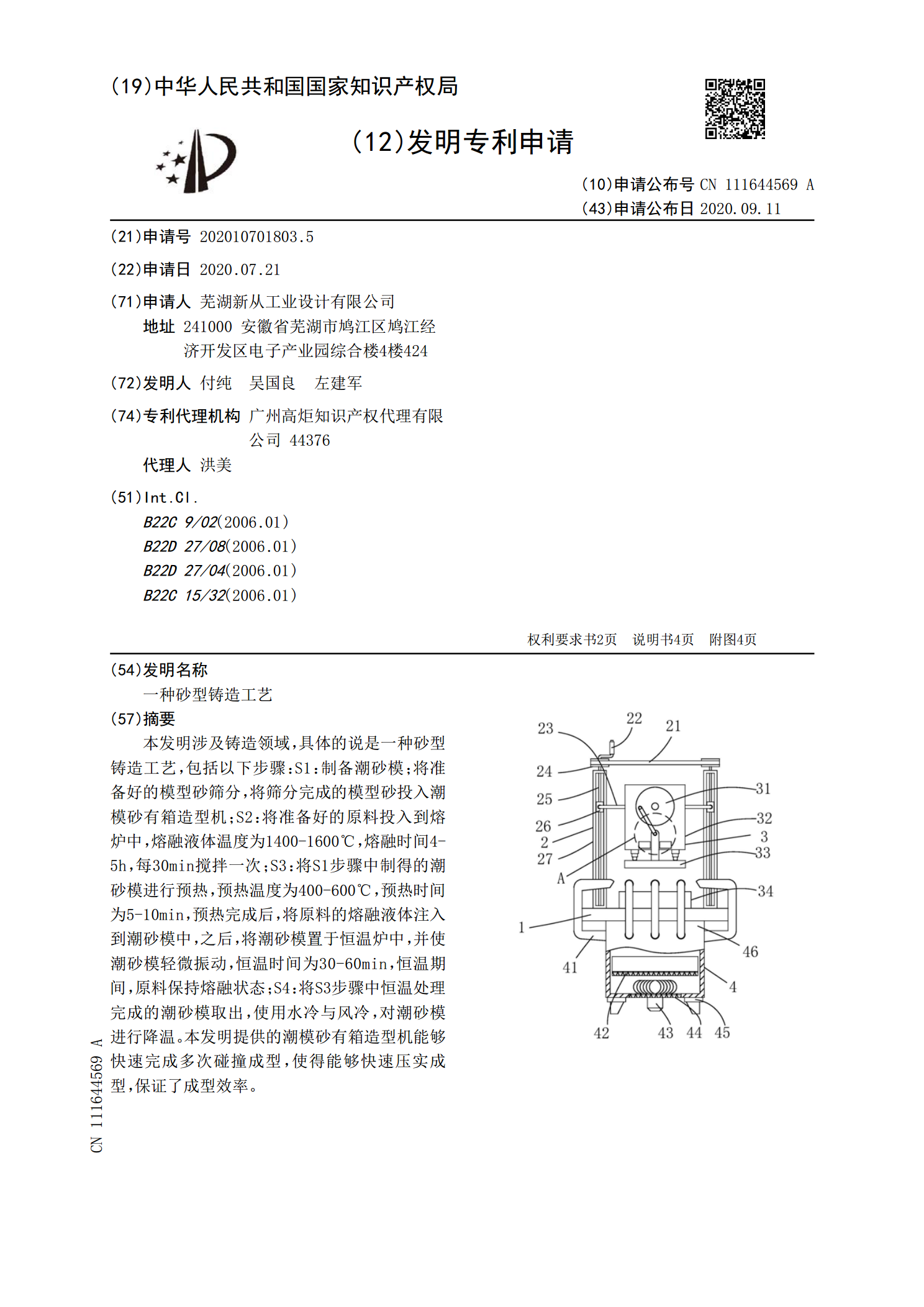
本发明涉及铸造领域,具体的说是一种砂型铸造工艺,包括以下步骤:S1:制备潮砂模;将准备好的模型砂筛分,将筛分完成的模型砂投入潮模砂有箱造型机;S2:将准备好的原料投入到熔炉中,熔融液体温度为1400‑1600℃,熔融时间4‑5h,每30min搅拌一次;S3:将S1步骤中制得的潮砂模进行预热,预热温度为400‑600℃,预热时间为5‑10min,预热完成后,将原料的熔融液体注入到潮砂模中,之后,将潮砂模置于恒温炉中,并使潮砂模轻微振动,恒温时间为30‑60min,恒温期间,原料保持熔融状态;S4:将S3步骤
一种砂型铸造工艺.pdf
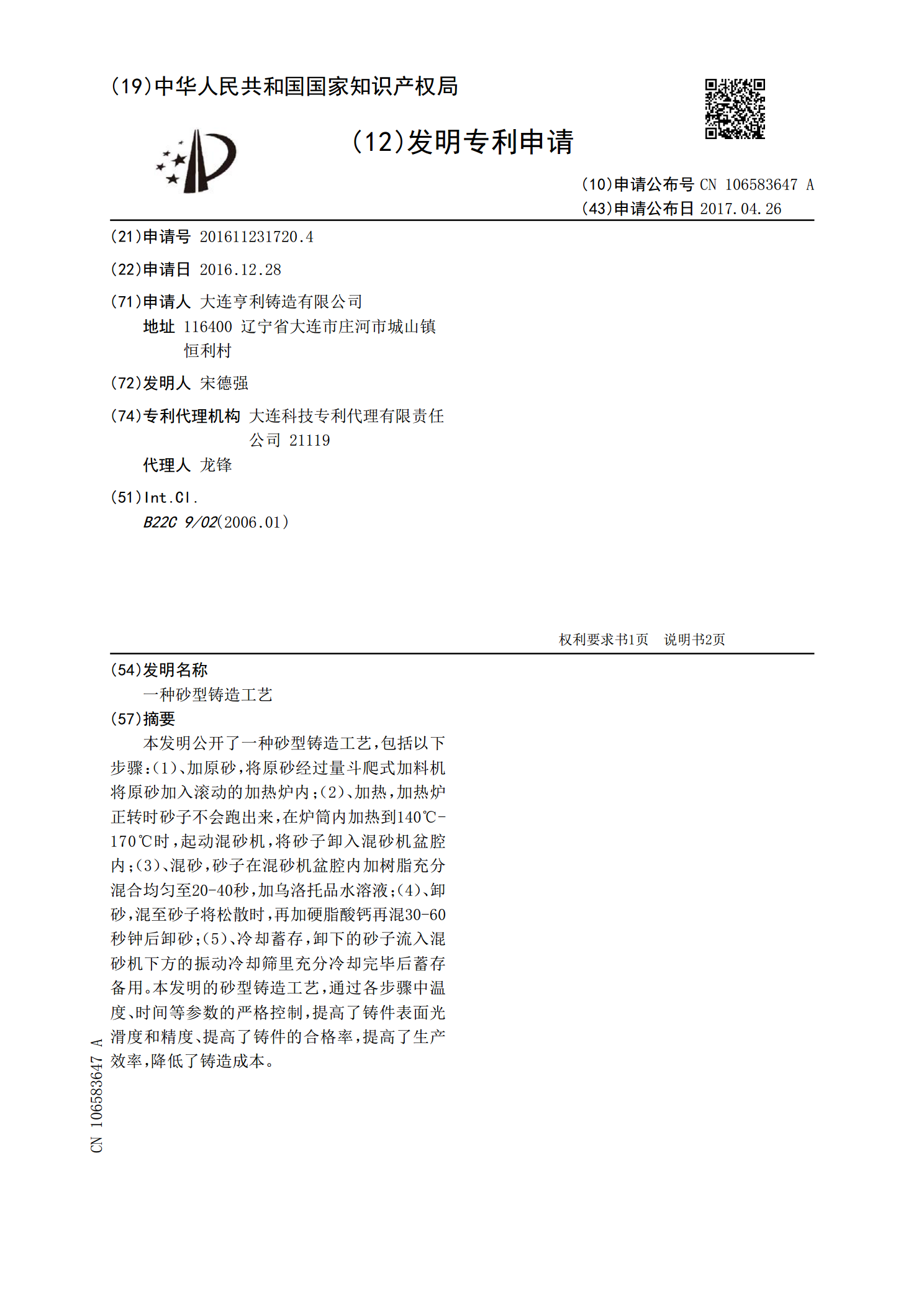
本发明公开了一种砂型铸造工艺,包括以下步骤:(1)、加原砂,将原砂经过量斗爬式加料机将原砂加入滚动的加热炉内;(2)、加热,加热炉正转时砂子不会跑出来,在炉筒内加热到140℃‑170℃时,起动混砂机,将砂子卸入混砂机盆腔内;(3)、混砂,砂子在混砂机盆腔内加树脂充分混合均匀至20‑40秒,加乌洛托品水溶液;(4)、卸砂,混至砂子将松散时,再加硬脂酸钙再混30‑60秒钟后卸砂;(5)、冷却蓄存,卸下的砂子流入混砂机下方的振动冷却筛里充分冷却完毕后蓄存备用。本发明的砂型铸造工艺,通过各步骤中温度、时间等参数的
一种砂型铸造工艺.pdf
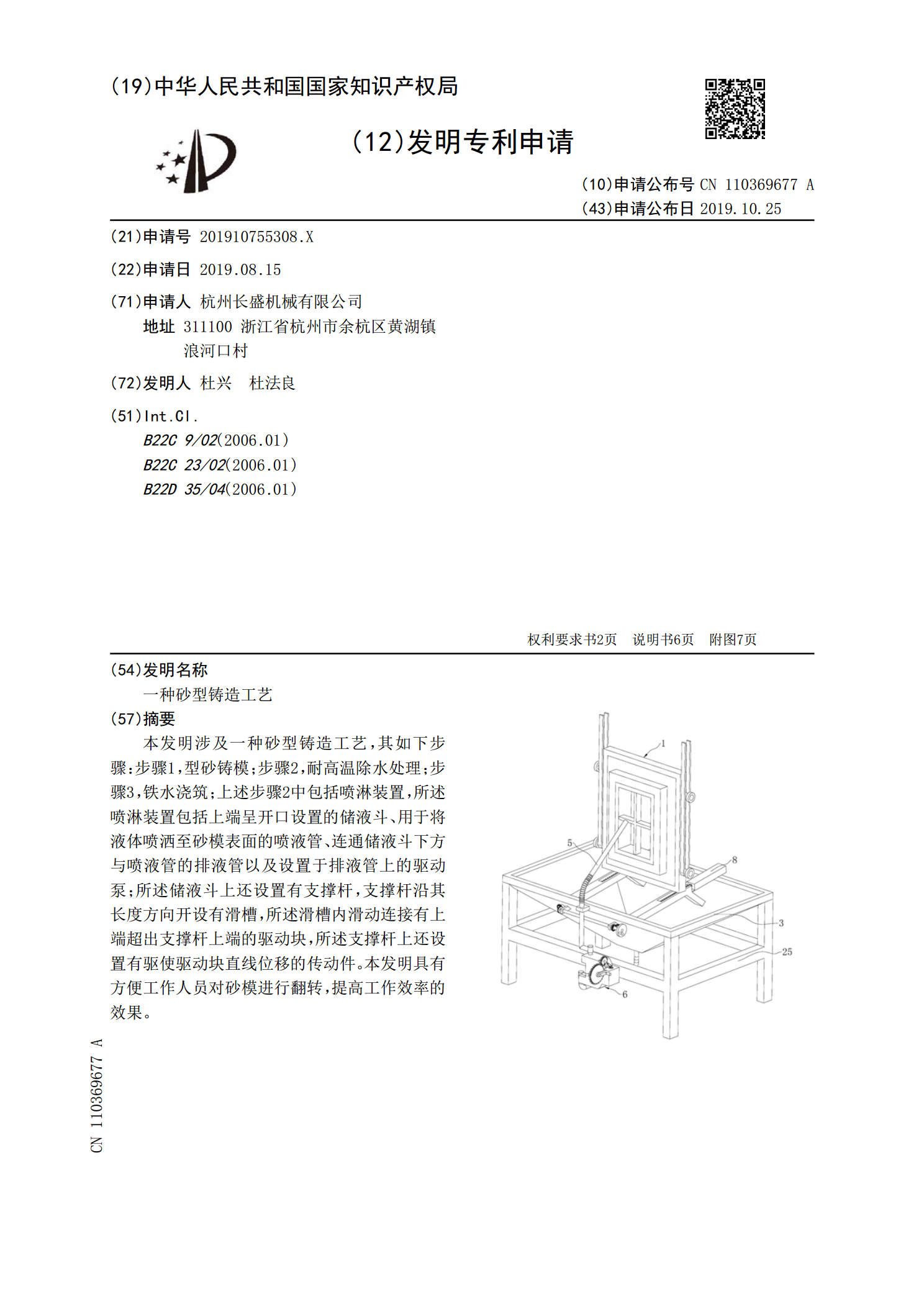
本发明涉及一种砂型铸造工艺,其如下步骤:步骤1,型砂铸模;步骤2,耐高温除水处理;步骤3,铁水浇筑;上述步骤2中包括喷淋装置,所述喷淋装置包括上端呈开口设置的储液斗、用于将液体喷洒至砂模表面的喷液管、连通储液斗下方与喷液管的排液管以及设置于排液管上的驱动泵;所述储液斗上还设置有支撑杆,支撑杆沿其长度方向开设有滑槽,所述滑槽内滑动连接有上端超出支撑杆上端的驱动块,所述支撑杆上还设置有驱使驱动块直线位移的传动件。本发明具有方便工作人员对砂模进行翻转,提高工作效率的效果。

一种砂型铸造造型工艺.pdf
本发明公开了一种砂型铸造造型工艺,涉及铸造技术领域,包括以下步骤:将两个型号一致铸件分别放入均设有升降机构且设有分界面的上安放座和下安放座中;通过升降机构将两个铸件上升到露出到分界面外;造下型:在下安放座上方安装下砂箱,填充树脂自硬砂,得到下砂型;造上型:在上安放座上方安装上砂箱,填充树脂自硬砂,并插入浇口棒,得到上砂型;拆除上砂箱和下砂箱,取出上砂型和下砂型;对铸件进行落砂处理,并通过升降机构将铸件完全降到分界面下,本发明的铸造工艺区别于挖砂造型和假箱造型,运用到了挖坑造型的原理,却不需要在地面预留坑,

砂型铸造工艺设计.ppt
第四章砂型铸造工艺教学目的1.了解砂型铸造工艺设计有关知识。2.掌握浇注位置、分型面选择;铸造工艺参数确定;型芯设计;浇冒系统等有关知识。3.学会绘制简单铸件的铸造工艺图。教学重点1.浇注位置、分型面选择。2.铸造工艺参数确定。教学难点:型芯及浇冒系统设计计划学时:1学时概述一、铸造工艺设计的概念根据零件图及其相关要求编制出一个铸件生产工艺过程的技术文件就是铸造工艺设计。这些技术文件必须结合工厂的具体条件是在总结先进经验的基础上以图