
不锈钢特厚板制造方法.pdf

飞飙****ng


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不锈钢特厚板制造方法.pdf
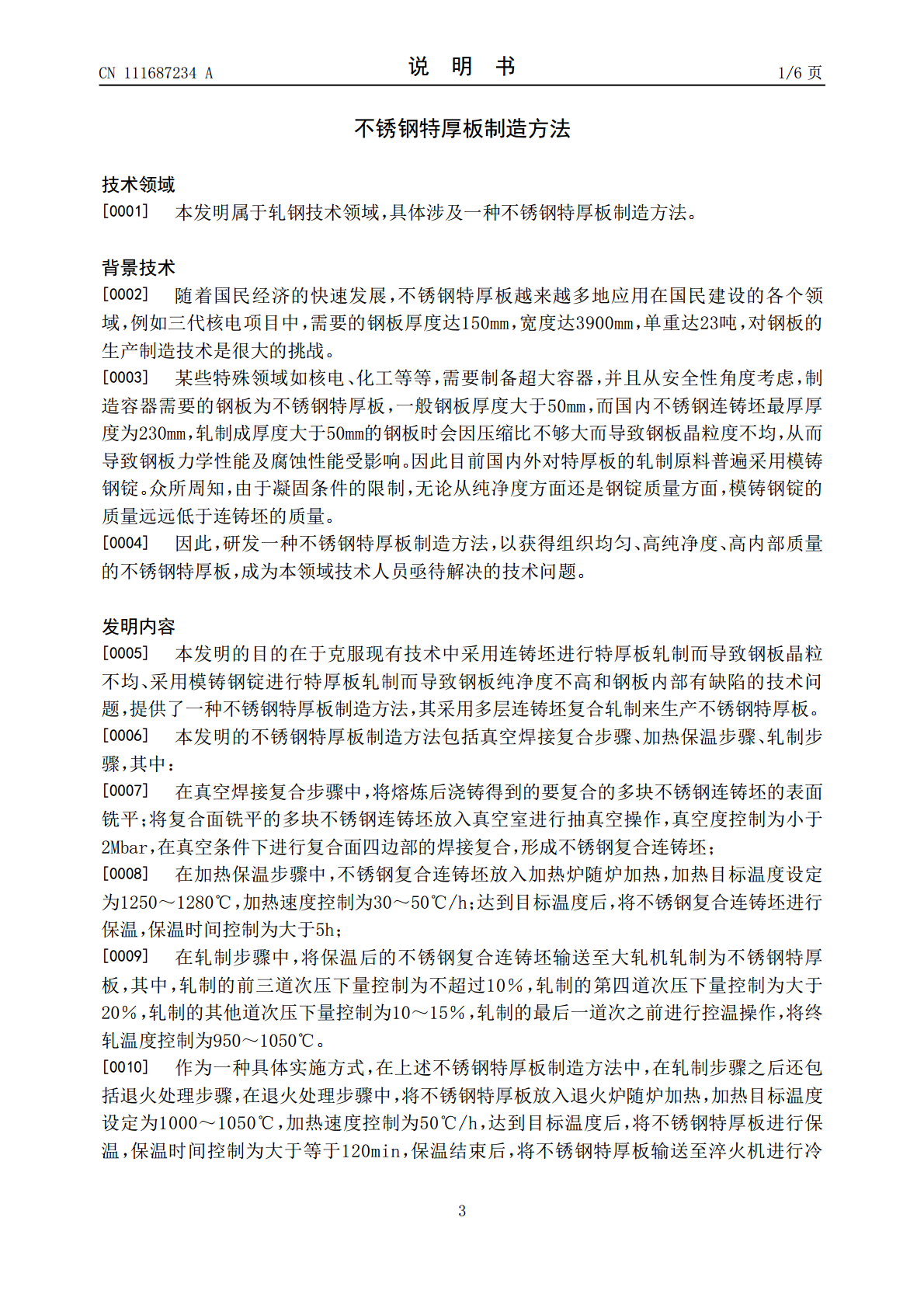
本发明涉及一种不锈钢特厚板制造方法,包括真空焊接复合、加热保温和轧制步骤,在真空焊接复合步骤中,多块不锈钢连铸坯的表面铣平,放入真空室抽真空,真空度小于2Mbar,在真空条件下进行复合面四边部的焊接复合,形成不锈钢复合连铸坯;在加热保温步骤中,不锈钢复合连铸坯放入加热炉加热,加热目标温度为1250~1280℃,加热速度为30~50℃/h,将不锈钢复合连铸坯进行保温,保温时间大于5h;在轧制步骤中,不锈钢复合连铸坯输送至大轧机轧制为不锈钢特厚板,前三道次压下量不超过10%,第四道次压下量大于20%,其他道次
低合金钢厚板/特厚板表层超细晶的制造方法.pdf
本发明涉及一种低合金钢板的制造方法,具体来讲是一种低合金钢厚板/特厚板表层超细晶的制造方法;具体如下:1.均匀加热板坯30~60min后出炉;2.将中间坯的表层温度以≥10℃/s降至350~550℃,等待返红;3.待中间坯表层温度返红至850~960℃时,进行多道次轧制,在轧制道次间将板坯表层温度以10~80℃/s快速降至Ar1以下,等待返红后进行下一道次轧制,终轧温度780~850℃;4.轧后冷却,采用1~20℃/s快速冷却板坯,等待返红后空冷至250~400℃,堆冷;该方法在不明显增大现有轧机负荷前提

一种控制低碳奥氏体不锈钢特厚板晶粒度的方法.pdf
本发明涉及一种控制低碳奥氏体不锈钢特厚板晶粒度的方法,包括以下步骤:1)铸坯加热:将厚度为250mm以下的铸坯送入步进式加热炉内进行加热,铸坯依次经预热段、加热段和均热段处理后出炉;高压水除鳞后,铸坯表面与铸坯中心的温差控制在10~15℃;3)粗轧开轧温度≥1110℃,粗轧阶段表面不除鳞;粗轧阶段终轧温度≥1050℃;粗轧结束后钢板空过2~3道次,每道次喷轧机除鳞水;精轧开轧温度≥980℃,精轧阶段终轧温度≥950℃;控冷:终轧后将热轧钢板快速通过超快冷系统。优点是:解决钢板表面晶粒度与中心晶粒度不一致的

一种控制高碳奥氏体不锈钢特厚板晶粒度的方法.pdf
本发明涉及一种控制高碳奥氏体不锈钢特厚板晶粒度的方法,包括:铸坯加热:将铸坯送入步进式加热炉内进行加热,铸坯依次经预热段、加热段和均热段处理后出炉;高压水除鳞后,铸坯表面与铸坯中心的温差控制在15~20℃;粗轧阶段终轧温度≥980℃;粗轧结束后中间坯在辊道待温0.5~1min,精轧阶段:开轧温度≥900℃,轧制单道次压下率≤10%,精轧阶段终轧温度≥850℃;热处理:高温固溶,在炉时间2~5min/mm,水冷至室温。优点是:解决钢板表面晶粒度与中心晶粒度不一致的现象发生,简化生产工艺降低生产成本实现晶粒度

一种460MPa级高韧性特厚板及其制造方法.pdf
本发明涉及一种460MPa级高韧性特厚板及其制造方法,钢板化学成分为C:0.04%~0.06%,Si:0.25%~0.45%,Mn:1.50%~1.70%,Nb:0.02%~0.03%,Ti:0.01%~0.02%,P<0.020%,S<0.005%,其余为Fe及不可避免的夹杂;钢板组织以板条贝氏体为主,体积比大于70%;晶内分布位向差为3~15°的小角度晶界及位向差大于15°的大角度晶界。本发明通过二阶段控轧、轧后三阶段超快冷以及离线正火弱水冷等工艺,得到以板条贝氏体为主的组织,成品钢板具有大厚度、高强