
防旋转汽车螺栓加工工艺.pdf

听云****君哇


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

防旋转汽车螺栓加工工艺.pdf
本发明涉及防旋转汽车螺栓加工工艺,包括以下步骤:1)按需求落圆钢胚料、去应力:将落料后的圆钢放入加热炉中加热至600℃后停止加热并在加热炉中保温10小时,实现去应力处理;2)将圆钢胚料一端伸入超音频炉中,通过超音频炉加热形成加热端;3)用冲压模具对胚料加热端进行冲压成型;4)将经过步骤3处理的圆钢胚料放入保温筒中,待其自然冷却;5)将经过步骤4处理后的圆钢胚料的加热端进行去毛刺处理;6)将经步骤5后的圆钢胚料另一端进行滚螺纹处理,采用上述技术方案,本发明加工工序大为减少,大大提高产品的生产加工效率,且冲压

防旋转汽车螺栓及其加工工艺.pdf
本发明公开了防旋转汽车螺栓,包括螺栓头、螺栓头底面向下延伸形成的螺杆和形成于所述螺杆外缘上的螺纹,螺杆螺纹上设有与之相配的螺母、钢圈、平垫圈,螺母上设有与之一体成型的法兰盘,螺栓头一侧设有稳定面,所述稳定面为凹面,凹面由两平面相对设置组成,本发明通过两平面相对设置的稳定面,使稳定面与轮毂之间的间距变大,减少在拧紧或拆卸产生的摩擦,从而防止轮毂的磨损,又能夹紧轮毂而防止旋转,提高了产品的使用性能和装车后的安全系数,同时本发明加工工艺工序大为减少,从而提高了产品成品率和生产效率。
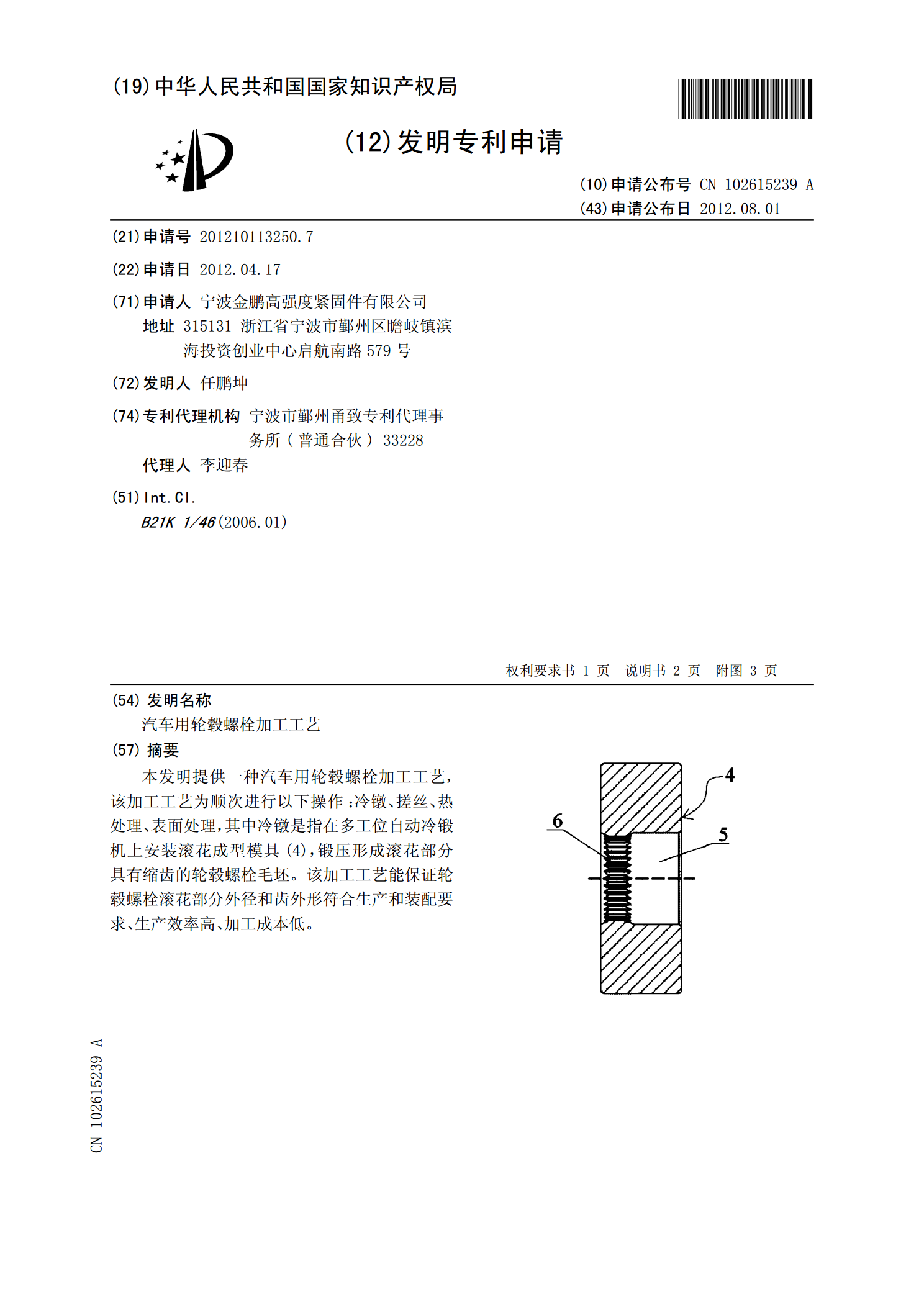
汽车用轮毂螺栓加工工艺.pdf
本发明提供一种汽车用轮毂螺栓加工工艺,该加工工艺为顺次进行以下操作:冷镦、搓丝、热处理、表面处理,其中冷镦是指在多工位自动冷锻机上安装滚花成型模具(4),锻压形成滚花部分具有缩齿的轮毂螺栓毛坯。该加工工艺能保证轮毂螺栓滚花部分外径和齿外形符合生产和装配要求、生产效率高、加工成本低。
螺栓加工工艺.pdf
本发明提供一种螺栓加工工艺,包括以下步骤:a1、备料;a2、退火:对坯料进行去完全退火,在炉中加热至750~800℃,时长2~3小时,坯料随炉冷至500℃即出炉空冷;a3、热锻:锻打出螺栓头;a4、酸洗:酸洗过程工艺:盐酸→水洗→草洗→水洗(60‑80℃)→磷酸盐→水洗→润滑剂;a5、三次冲压:在室温下,第一次冲压出螺杆,选用125~160吨液压冲床,第二次冲压出螺纹,选用63~80吨液压冲床,第三次选用Z28系列滚丝机加工螺纹;a6、热处理:对螺栓进行淬火处理后油冷,并在去油污处理后回火处理,最后出炉水

螺栓加工工艺.doc
螺丝生产工艺(一)--退火一、目的:把线材加热到适当的温度,保持一定时间,再慢慢冷却,以调整结晶组织,降低硬度,改良线材常温加工性。二、作业流程:(一)、入料:将需要处理的产品吊放炉内,注意炉盖应盖紧。一般一炉可同时处理7卷(约1.2吨/卷)。(二)、升温:将炉内温度缓慢(约3-4小时)升至规定温度。(三)、保温:材质1018、1022线材在680℃-715℃下保持4-6h,材质为10B21,1039,CH38F线材在740℃-760℃下保持5.5-7.5h。(四)、降温:将炉内温度缓慢(约3-4小时)降