
金属橡胶蜂窝复合软夹芯构件制备结构及其方法.pdf

a是****澜吖

1/9
2/9
3/9
4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金属橡胶蜂窝复合软夹芯构件制备结构及其方法.pdf
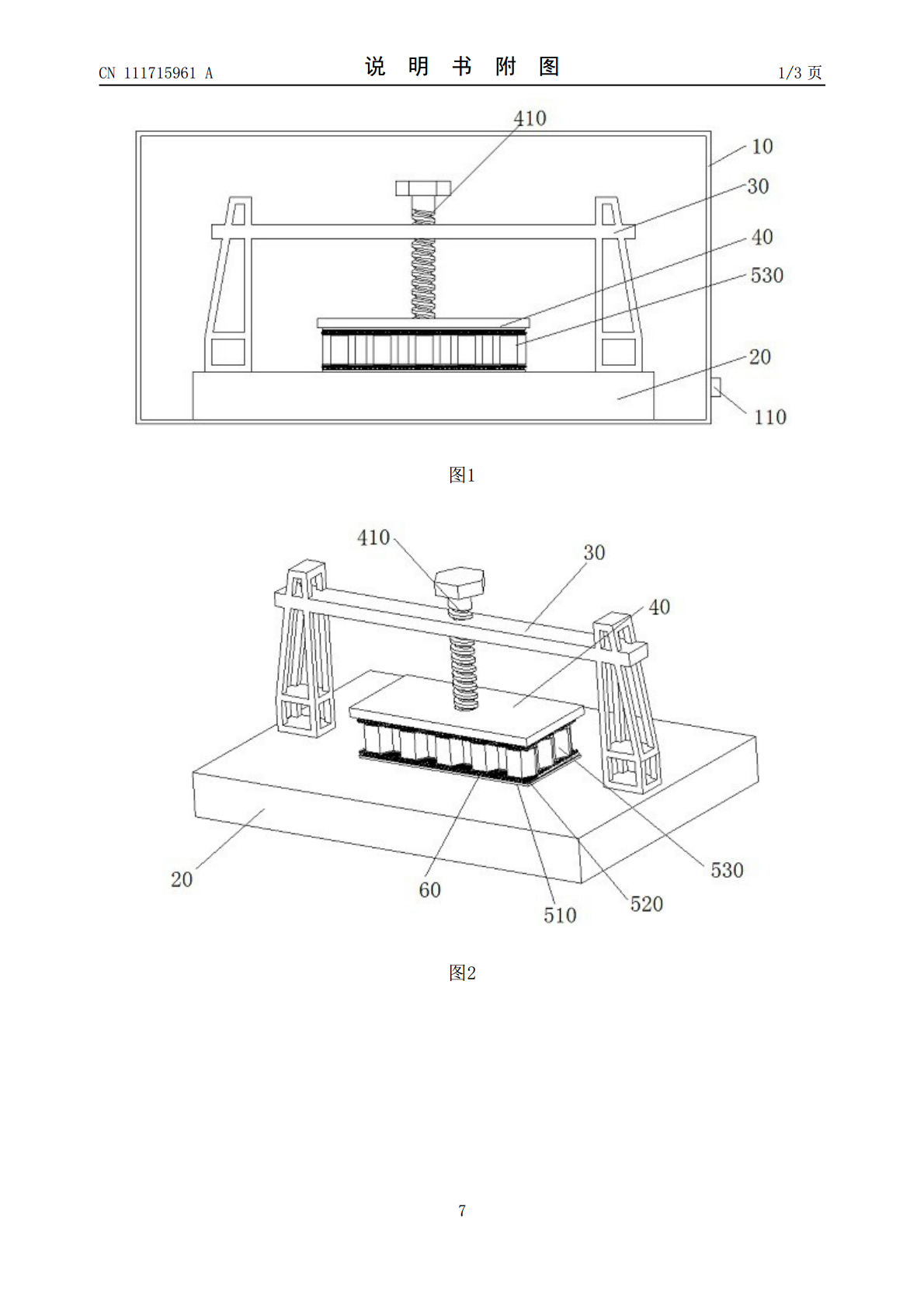
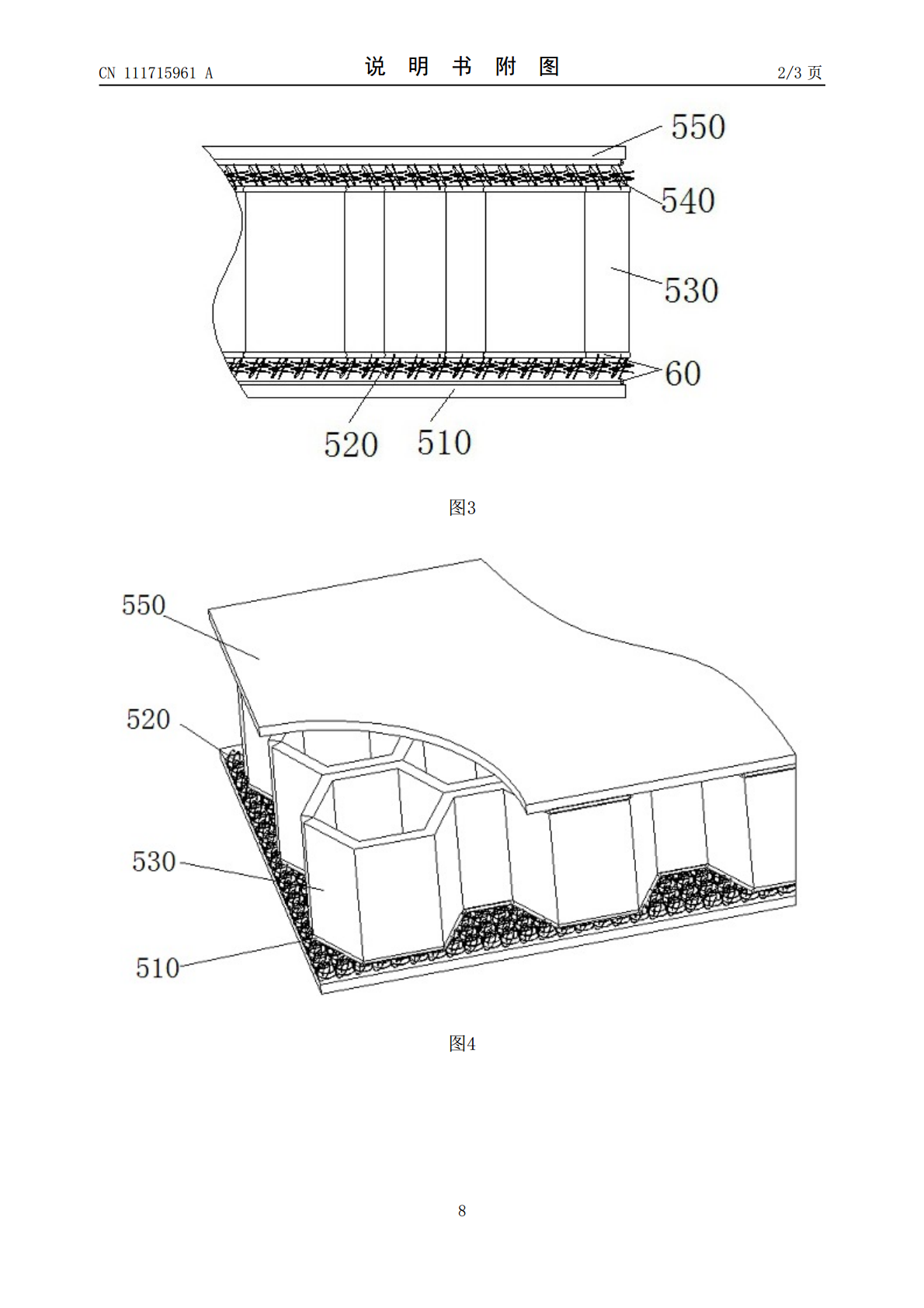
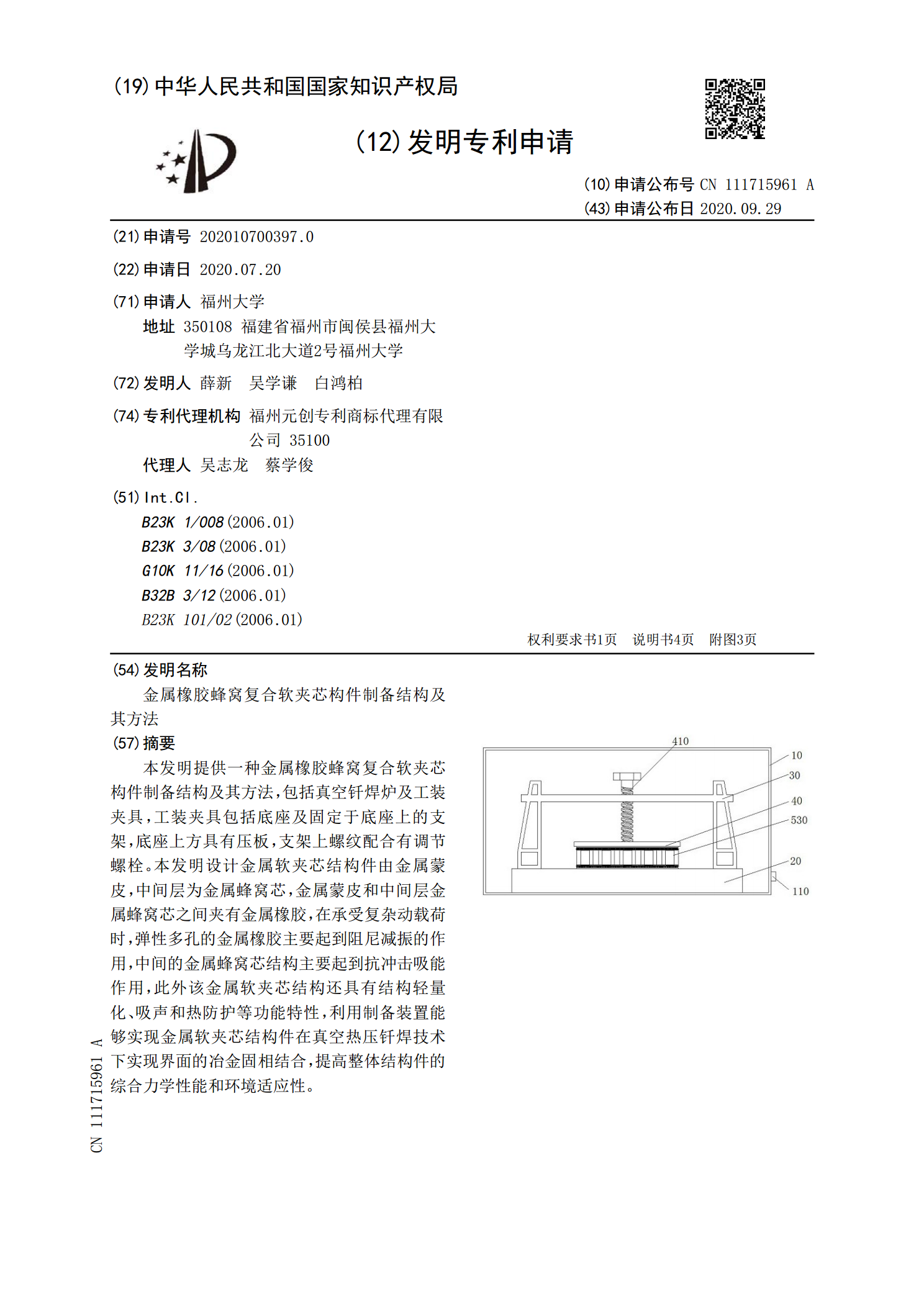
本发明提供一种金属橡胶蜂窝复合软夹芯构件制备结构及其方法,包括真空钎焊炉及工装夹具,工装夹具包括底座及固定于底座上的支架,底座上方具有压板,支架上螺纹配合有调节螺栓。本发明设计金属软夹芯结构件由金属蒙皮,中间层为金属蜂窝芯,金属蒙皮和中间层金属蜂窝芯之间夹有金属橡胶,在承受复杂动载荷时,弹性多孔的金属橡胶主要起到阻尼减振的作用,中间的金属蜂窝芯结构主要起到抗冲击吸能作用,此外该金属软夹芯结构还具有结构轻量化、吸声和热防护等功能特性,利用制备装置能够实现金属软夹芯结构件在真空热压钎焊技术下实现界面的冶金固相
蜂窝夹芯结构件及其制备方法.pdf
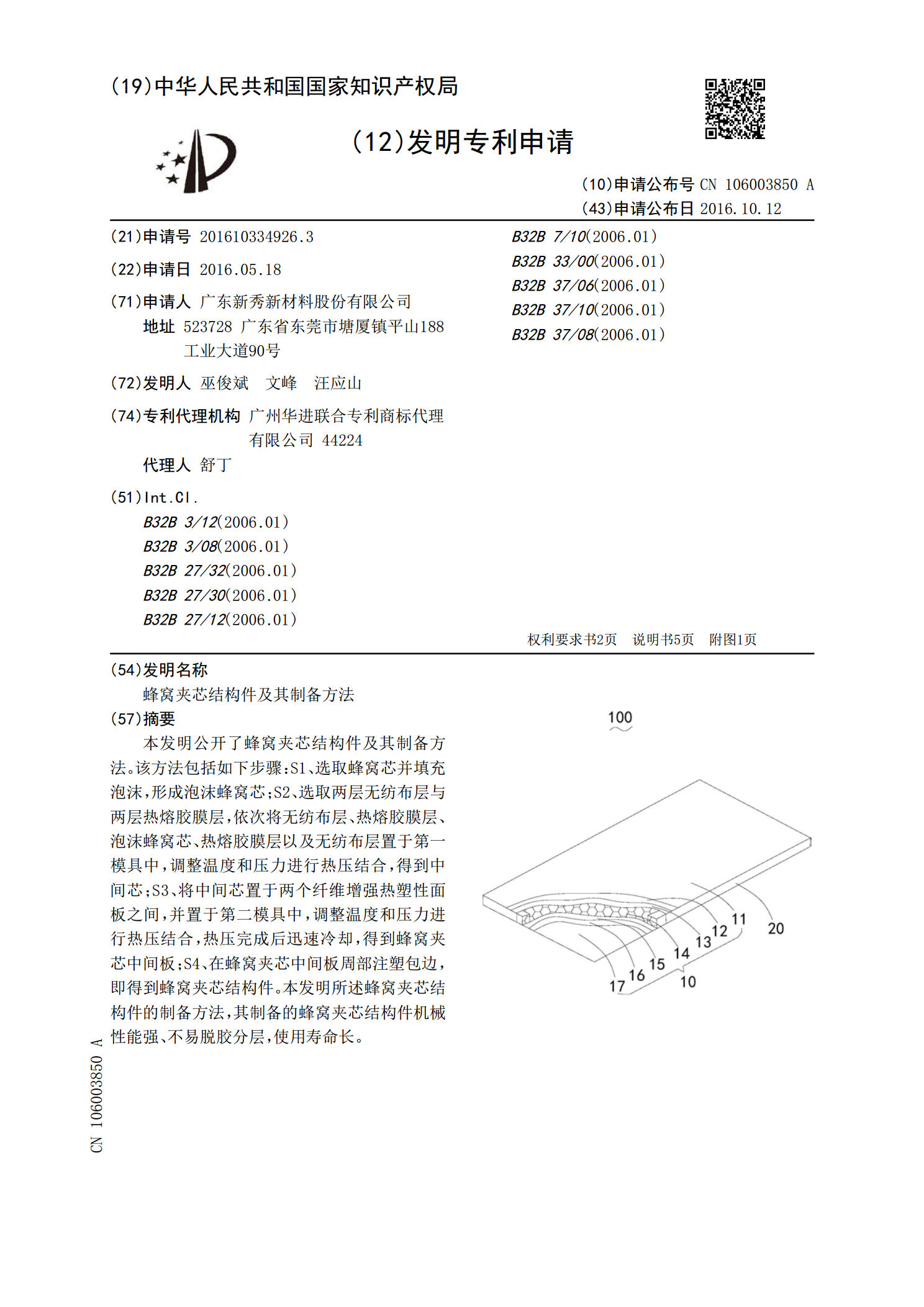
本发明公开了蜂窝夹芯结构件及其制备方法。该方法包括如下步骤:S1、选取蜂窝芯并填充泡沫,形成泡沫蜂窝芯;S2、选取两层无纺布层与两层热熔胶膜层,依次将无纺布层、热熔胶膜层、泡沫蜂窝芯、热熔胶膜层以及无纺布层置于第一模具中,调整温度和压力进行热压结合,得到中间芯;S3、将中间芯置于两个纤维增强热塑性面板之间,并置于第二模具中,调整温度和压力进行热压结合,热压完成后迅速冷却,得到蜂窝夹芯中间板;S4、在蜂窝夹芯中间板周部注塑包边,即得到蜂窝夹芯结构件。本发明所述蜂窝夹芯结构件的制备方法,其制备的蜂窝夹芯结构件
蜂窝夹芯及其制备方法.pdf
本发明公开了一种蜂窝夹芯及其制备方法,该方法包括:(1)提供3D打印机可识别的STL格式的三维蜂窝夹芯模型文件所述蜂窝单元的至少部分壁厚在沿所述蜂窝单元的中心向所述蜂窝单元两端的方向上逐渐增加(2)将所述三维蜂窝夹芯模型文件进行打印流程优化,并添加悬臂部分的支撑,然后进行数字化横截面切片,以便得到三维蜂窝夹芯模型切片数据;以及(3)采用3D打印机逐层打印所述三维蜂窝夹芯模型切片数据,以便获得蜂窝夹芯。该方法可以显著提高蜂窝夹芯的生产效率,大幅提升蜂窝夹芯与面板的粘接性能,并且可以制备得到曲面结构的蜂窝夹芯
全金属中空点阵‑蜂窝混杂夹芯结构及其嵌锁制备方法.pdf
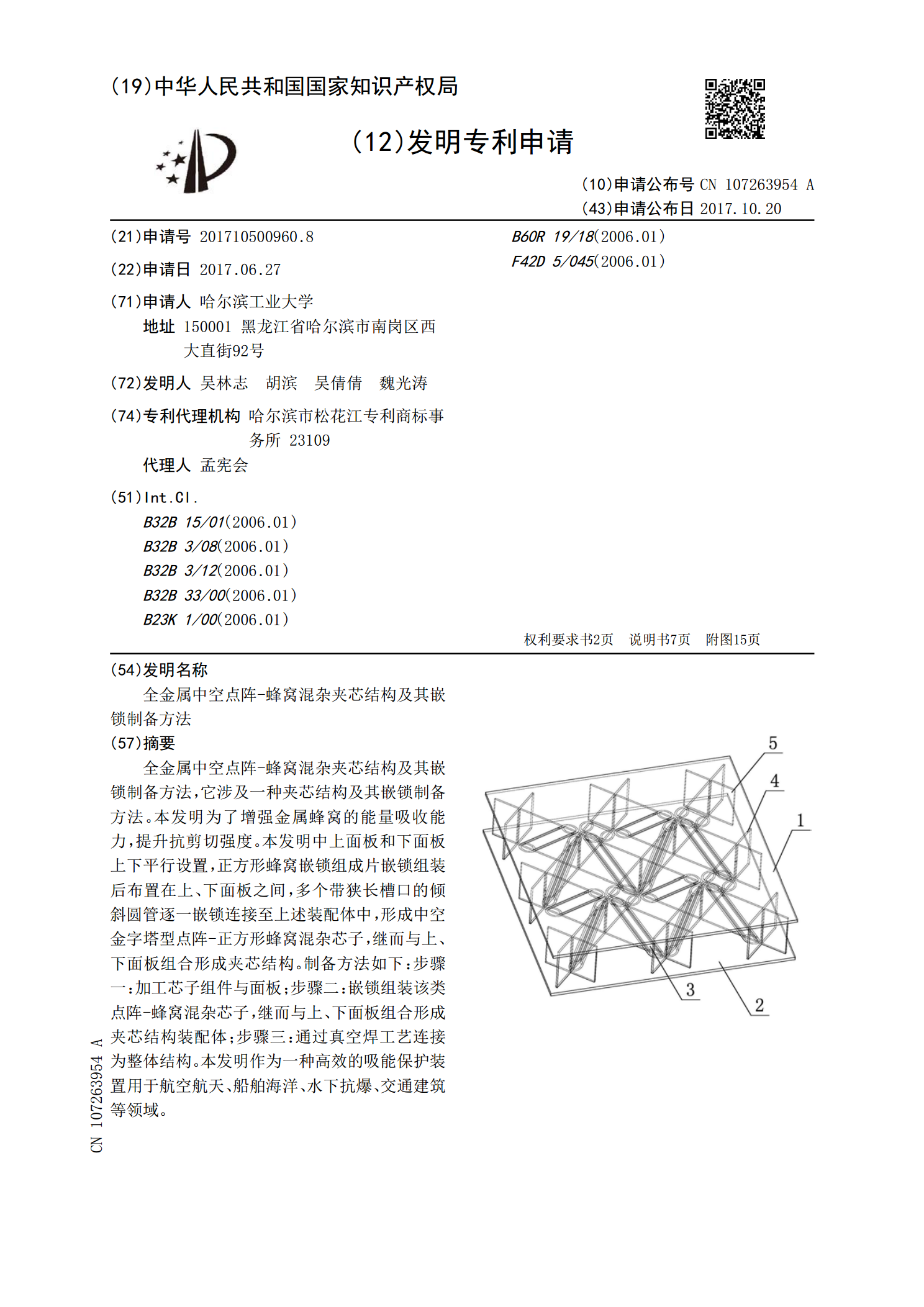
全金属中空点阵‑蜂窝混杂夹芯结构及其嵌锁制备方法,它涉及一种夹芯结构及其嵌锁制备方法。本发明为了增强金属蜂窝的能量吸收能力,提升抗剪切强度。本发明中上面板和下面板上下平行设置,正方形蜂窝嵌锁组成片嵌锁组装后布置在上、下面板之间,多个带狭长槽口的倾斜圆管逐一嵌锁连接至上述装配体中,形成中空金字塔型点阵‑正方形蜂窝混杂芯子,继而与上、下面板组合形成夹芯结构。制备方法如下:步骤一:加工芯子组件与面板;步骤二:嵌锁组装该类点阵‑蜂窝混杂芯子,继而与上、下面板组合形成夹芯结构装配体;步骤三:通过真空焊工艺连接为整体
薄壁蜂窝夹芯复合材料结构件制孔方法.pdf
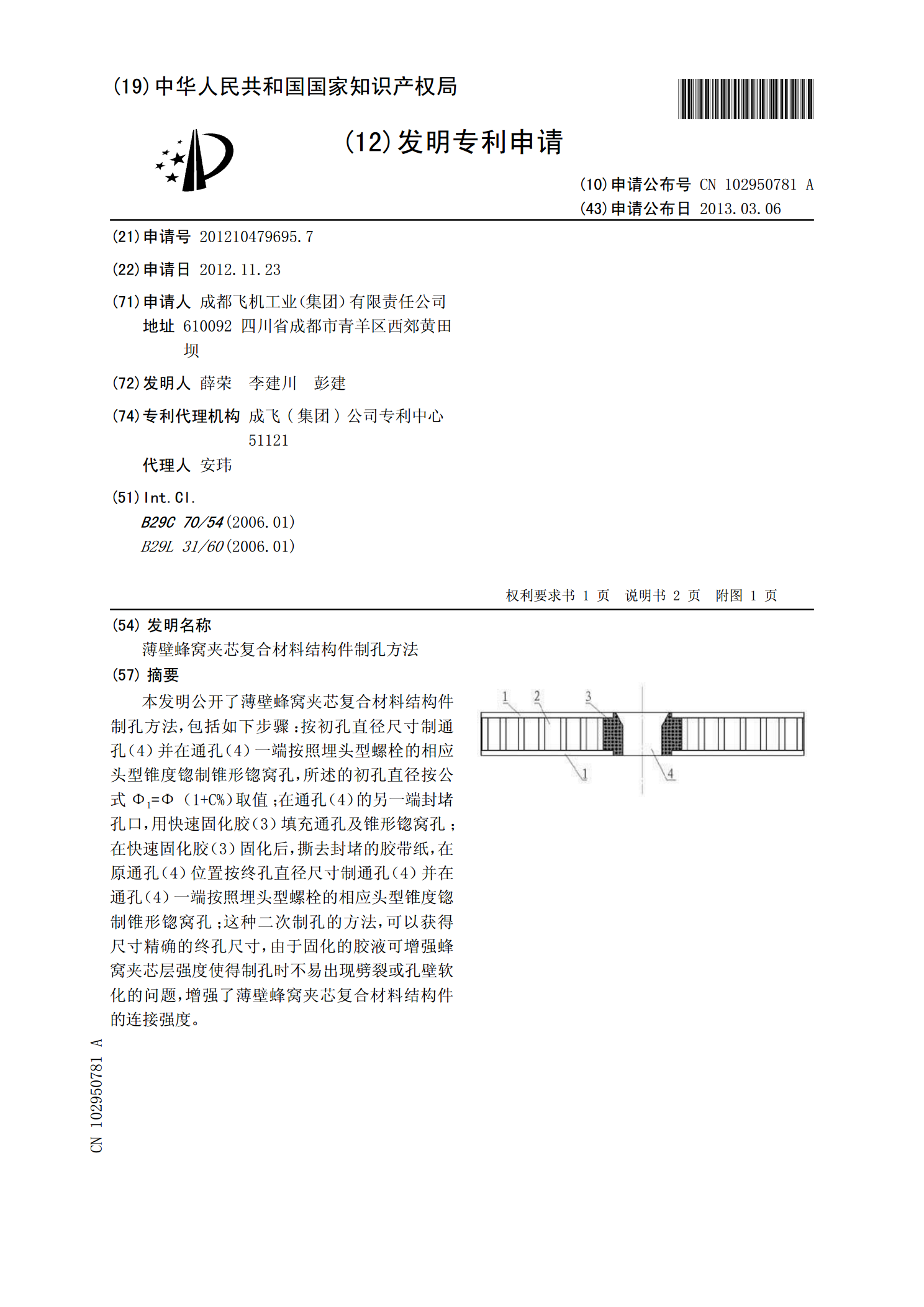
本发明公开了薄壁蜂窝夹芯复合材料结构件制孔方法,包括如下步骤:按初孔直径尺寸制通孔(4)并在通孔(4)一端按照埋头型螺栓的相应头型锥度锪制锥形锪窝孔,所述的初孔直径按公式Φ1=Φ(1+C%)取值;在通孔(4)的另一端封堵孔口,用快速固化胶(3)填充通孔及锥形锪窝孔;在快速固化胶(3)固化后,撕去封堵的胶带纸,在原通孔(4)位置按终孔直径尺寸制通孔(4)并在通孔(4)一端按照埋头型螺栓的相应头型锥度锪制锥形锪窝孔;这种二次制孔的方法,可以获得尺寸精确的终孔尺寸,由于固化的胶液可增强蜂窝夹芯层强度使得制孔时不