
一种无焊膏钎焊工艺及组合焊料.pdf

佳晨****ng


1/8
2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无焊膏钎焊工艺及组合焊料.pdf
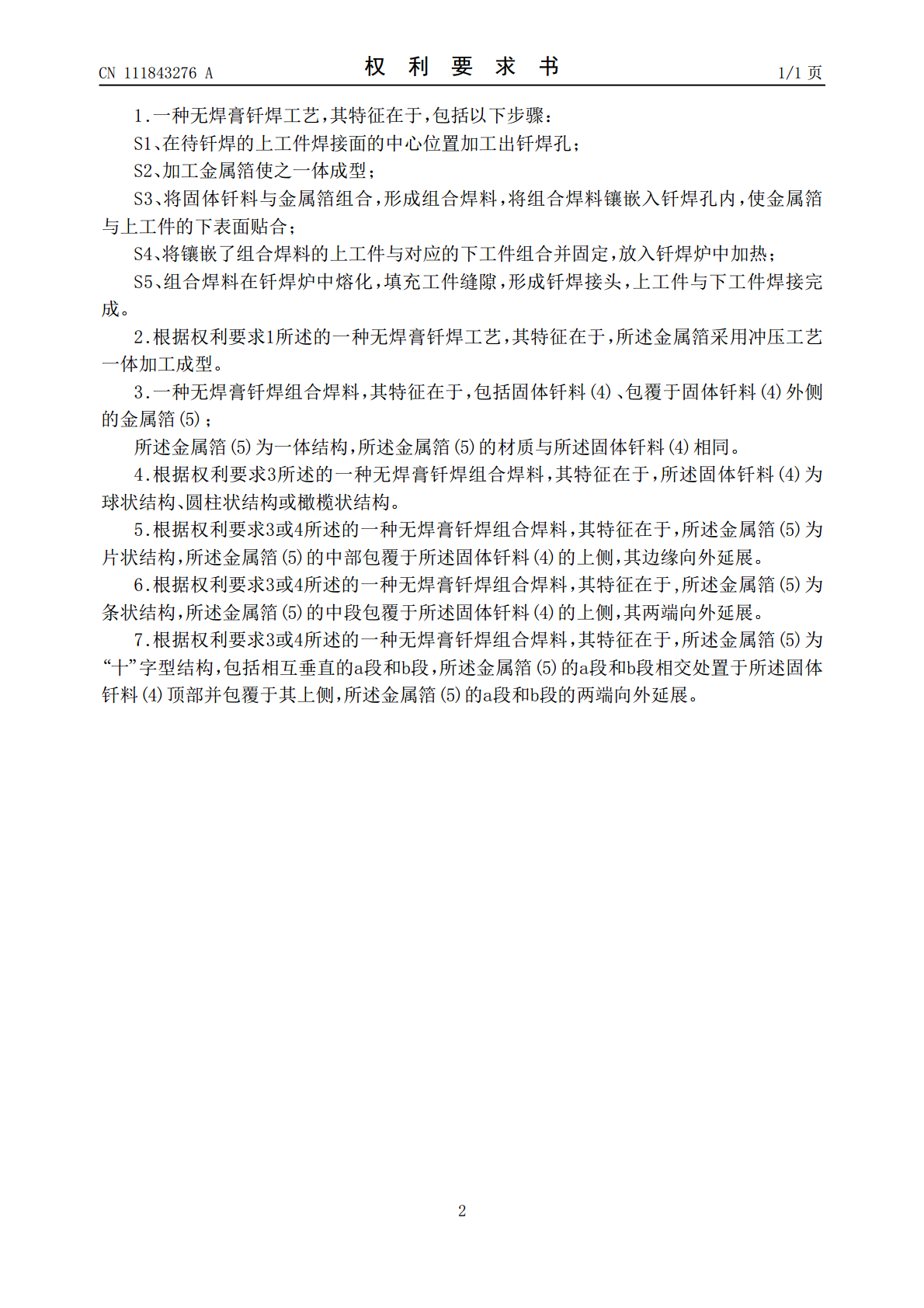
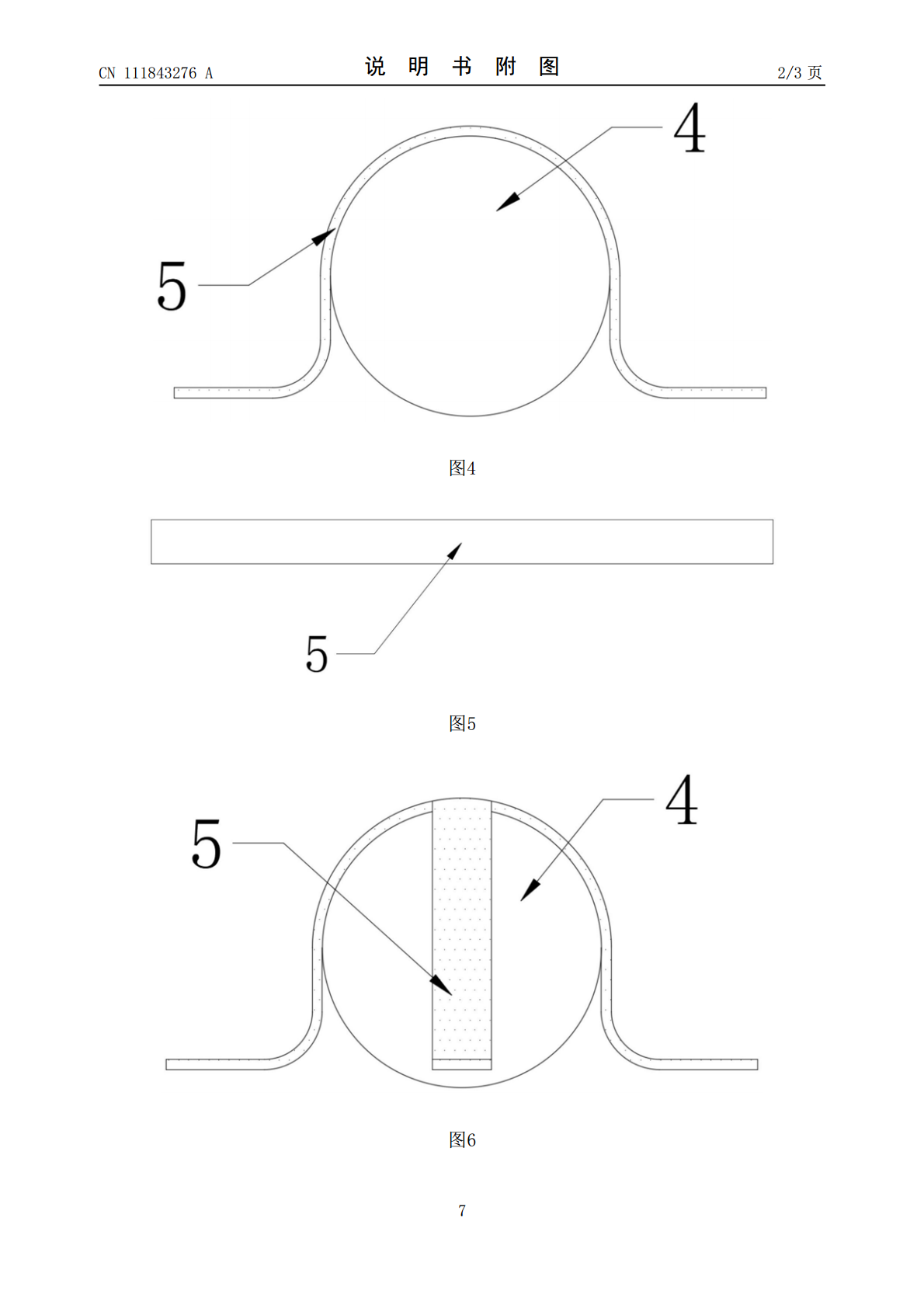
本发明涉及无焊膏钎焊技术领域,尤其涉及一种无焊膏钎焊工艺,包括以下步骤:S1、在待钎焊的上工件焊接面的中心位置加工出钎焊孔;S2、加工金属箔使之一体成型;S3、将固体钎料与金属箔组合,形成组合焊料,将组合焊料镶嵌入钎焊孔内,使金属箔与上工件的下表面贴合;S4、将镶嵌了组合焊料的上工件与对应的下工件组合并固定,放入钎焊炉中加热;S5、组合焊料在钎焊炉中熔化,填充工件缝隙,形成钎焊接头,上工件与下工件焊接完成。本发明通过金属箔片与被焊接金属贴合,使其在钎焊过程中起到引流作用,保证钎焊材料的均匀分散,提高了焊接

SMT组装工艺材料__焊料焊膏.ppt
SMT工艺材料3.1SMT工艺材料的用途与应用要求3.1.1SMT工艺材料的用途3.1SMT工艺材料的用途与应用要求3.1.2SMT工艺材料的应用要求3.2焊料3.2.1焊料的作用与润湿黑色部分是铅(Pb)(1).在较低的温度下也能夠焊接焊接在只有锡的情況下也可以完成只是熔锡较困难。纯锡的熔解温度是232℃纯铅的熔解温度是327℃而两种金属的合金只要183℃就开始熔化使用起来较方便不易对零部件造成热损伤。(2).机械强度锡、铅

一种无铅焊料用助焊剂及无铅焊膏.pdf
本发明公开了一种无铅焊料用助焊剂及无铅焊膏,所述助焊剂包括松香衍生物;其中,所述松香衍生物是将松香与马来酸酐进行加成反应后,再与氨基咪唑进行酰胺化反应后得到。本发明提供的一种无铅焊料用助焊剂及无铅焊膏,该助焊剂以合成得到的松香衍生物作为助焊剂组分,不仅克服了现有技术中松香类助焊剂所存在的活性低、润湿性差、热稳定性差等缺陷,而且所得助焊性能好,焊后残留物为无色透明膜状物,常温下稳定不吸潮,更符合环保要求。

一种无铅锡铋焊料专用助焊膏及其制备方法.pdf
本发明公开了一种无铅锡铋焊料专用助焊膏,所述无铅锡铋焊料专用助焊膏按重量份包括如下材料:氢化松香10‑20份、歧化松香5‑10份、二聚松香10‑15份、四氢糠醇5‑10份、季戊四醇5‑10份、乙二醇丁醚5‑8份、辛醚5‑8份、二价酸脂5‑8份、邻苯二甲酸二丁酯2‑5份、油醇聚氧乙烯醚2‑3份、聚酰胺类改性氢化蓖麻油3‑6份、丁二酸2‑4份、吡啶盐酸盐1‑2份、溴酸三丁胺1‑2份、DIACID15504‑8份、五甲基二乙基三胺1‑3份;本发明提供的无铅锡铋焊料用助焊膏润湿性好,焊接缺陷低于现有的无铅锡铋

一种铜质散热器硬钎焊用钎焊焊膏.pdf
本发明涉及一种铜硬钎焊焊膏,尤其是一种铜质散热器硬钎焊用钎焊焊膏。该钎焊焊膏组成成分包括:填焊金属和粘合剂,所述填焊金属,即钎料由Cu、Sn、P、Ni组成。焊膏中的钎料熔点低,具有良好的润湿性和铺展性能,能在较大温度范围内填充接头间隙,而且其焊缝细、均匀致密、牢固,质量可靠;其中的粘合剂易风干,分解温度低,而且使用安全,分解出的残留物无毒,不会对环境造成污染。因此,本发明的钎焊焊膏是一种性能优良、安全可靠的铜质散热器硬钎焊用钎焊焊膏。