
热熔连铸连轧生产扁带型铜覆钢的装置和方法.pdf

一条****彩妍

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热熔连铸连轧生产扁带型铜覆钢的装置和方法.pdf
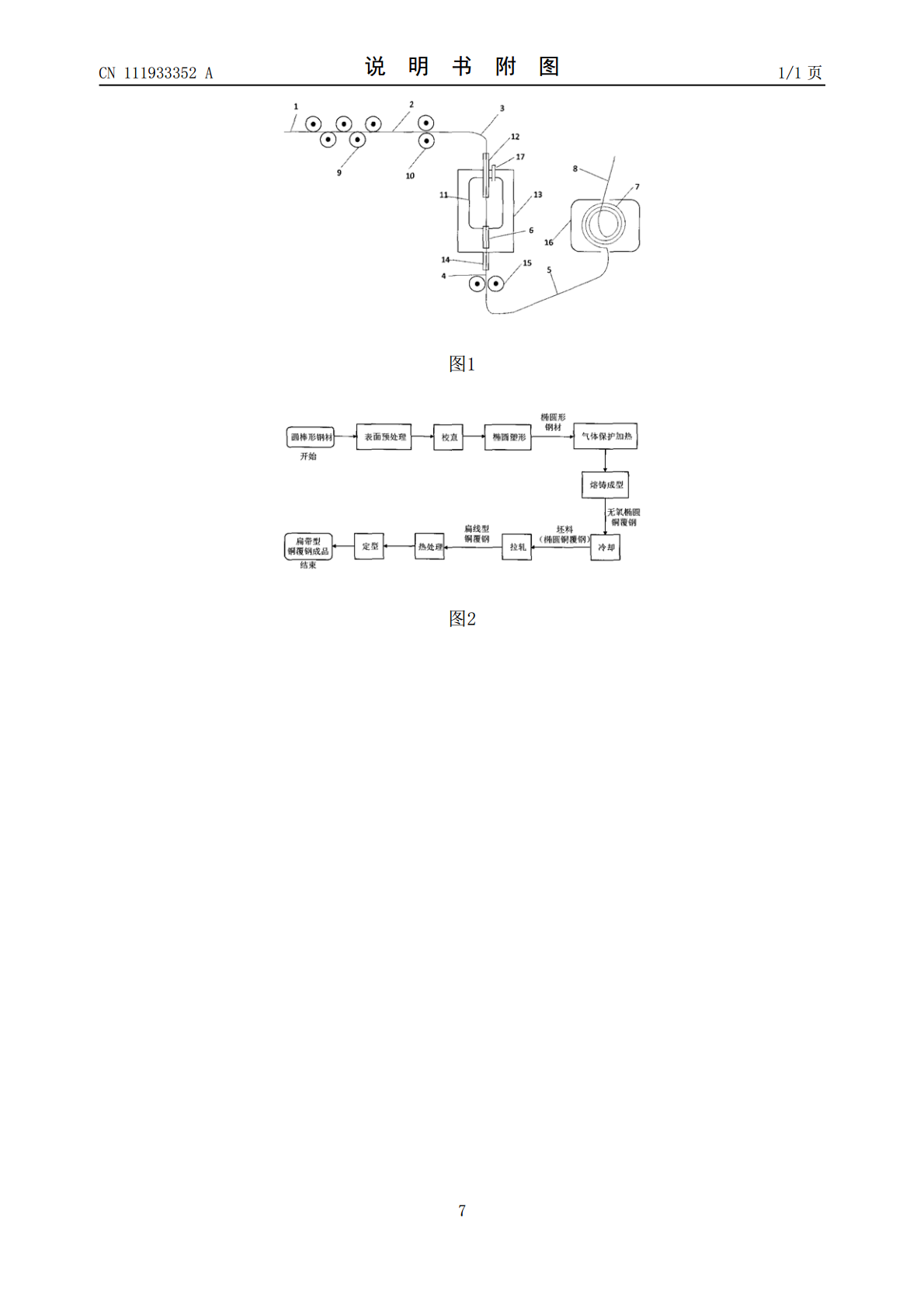
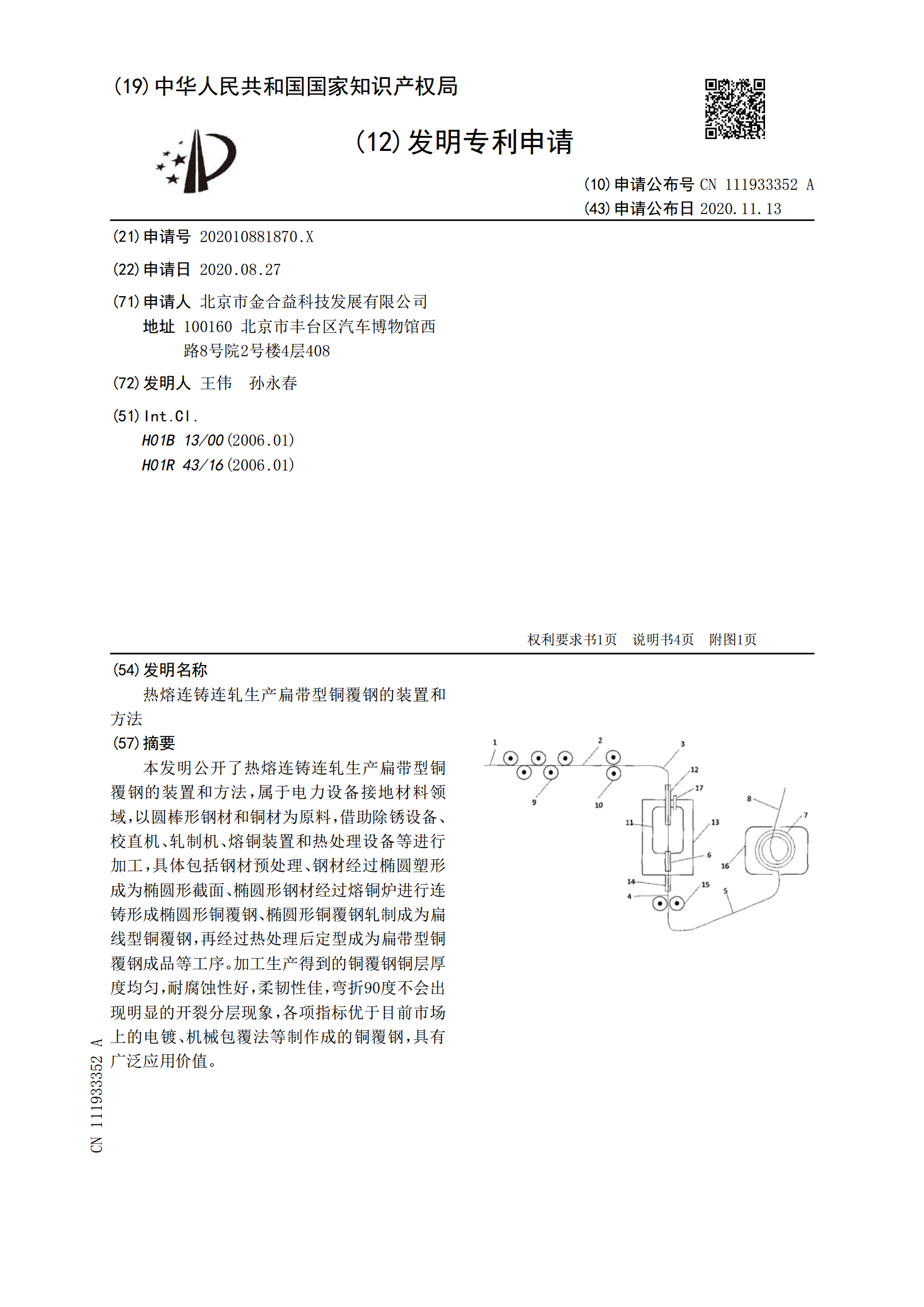
本发明公开了热熔连铸连轧生产扁带型铜覆钢的装置和方法,属于电力设备接地材料领域,以圆棒形钢材和铜材为原料,借助除锈设备、校直机、轧制机、熔铜装置和热处理设备等进行加工,具体包括钢材预处理、钢材经过椭圆塑形成为椭圆形截面、椭圆形钢材经过熔铜炉进行连铸形成椭圆形铜覆钢、椭圆形铜覆钢轧制成为扁线型铜覆钢,再经过热处理后定型成为扁带型铜覆钢成品等工序。加工生产得到的铜覆钢铜层厚度均匀,耐腐蚀性好,柔韧性佳,弯折90度不会出现明显的开裂分层现象,各项指标优于目前市场上的电镀、机械包覆法等制作成的铜覆钢,具有广泛应用

生产长材的连铸连轧装置和方法.pdf
本发明公开了一种生产长材的连铸连轧装置和方法,所述连铸连轧装置包括连铸机,所述连铸机的切割机后部紧密地依次连接有辊底式加热炉,横移装置和能实现低温轧制的轧机。本发明由于连铸机的切割机后部紧密地依次连接有辊底式加热炉,横移装置和轧机4,且轧机是能实现低温轧制的轧机,因此本实施例可实现长材的连铸连轧工艺,进而大幅降低了常规生产长材的能耗,节省了常规生产长材的设备投资和场地面积,减少了劳动量和降低了金属消耗。
铜包覆钢上引连铸方法及其装置.pdf
本发明公开了一种铜包覆钢上引连铸方法及其装置,其关键在于将预热钢芯线从连铸炉底部进入,依次从炉内铜水中连续铸造包覆后再从连铸炉上部垂直拉出。钢芯线预热温度为600℃-700℃,铜水温度控制在1150℃-1110℃之间,钢芯线在铜液中包覆距离控制在8cm-17cm之间,连铸后的铜包覆钢芯线从炉内引出的速度为100-120m/min。同时本发明所述装置由于采用了熔化炉、保温炉与连铸炉相连接,从而能够对连铸炉起到很好的恒温作用,保证了产品的质量,另一方面,由于本发明设置有炉体升降装置,能够方便的将连铸炉中的铜水
一种柔性扁带型铜覆钢的生产方法.pdf
本发明公开了一种柔性扁带型铜覆钢的生产方法,属于电力系统接地领域,包括S1.钢材表面处理及校直。S2.椭圆成形,通过轧制模具,将钢材形状由圆形轧制成椭圆形,并进行抛光。S3.熔铸成形,将椭圆型异性钢材通过装有熔融铜的连铸炉中包裹上一层铜并冷却形成椭圆形铜覆钢。S4.轧制成型,将半成品通过连续轧制加工成扁带形状。S5.热处理,将加工后的扁带铜覆钢体在气体保护下进行热处理,钢芯的硬度和强度大幅降低,得到足够的柔软度,可以很便捷地调直和弯折。S6.定型,通过成形模拉拔,使尺寸和光洁度符合标准。所得到的柔性扁带型
铜杆的连铸连轧生产工艺.pdf
本发明公开了一种铜材的连铸连轧生产工艺,包括步骤:A)将多种废紫铜加入平炉精炼;B)经精炼的合格铜液放出,经流槽流入浇包,浇铸过程中,浇包内铜水温度为1110-1130℃,氧含量为140-160PPM;C)浇包内的铜液通过闸门,不锈钢浇咀连续,均匀地进入铸轮的结晶凹槽内,并受到冷却水强烈冷却而结晶,随着铸轮的转动,结晶不断增加;D)铸坯脱离铸轮;E)飞剪剪去不合格的铸坯,锭去铸坯上部的两个锐角;F)铸坯进入轧机,轧出铜杆;G)轧出的铜杆,经清洗冷却管道,除去铜杆表面的氧化层,并使温度下降至80℃以下;H)