
一种正火态交货的100-120mm厚海上风电管桩用FH36钢板及其制备方法.pdf

茂学****23

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种正火态交货的100-120mm厚海上风电管桩用FH36钢板及其制备方法.pdf
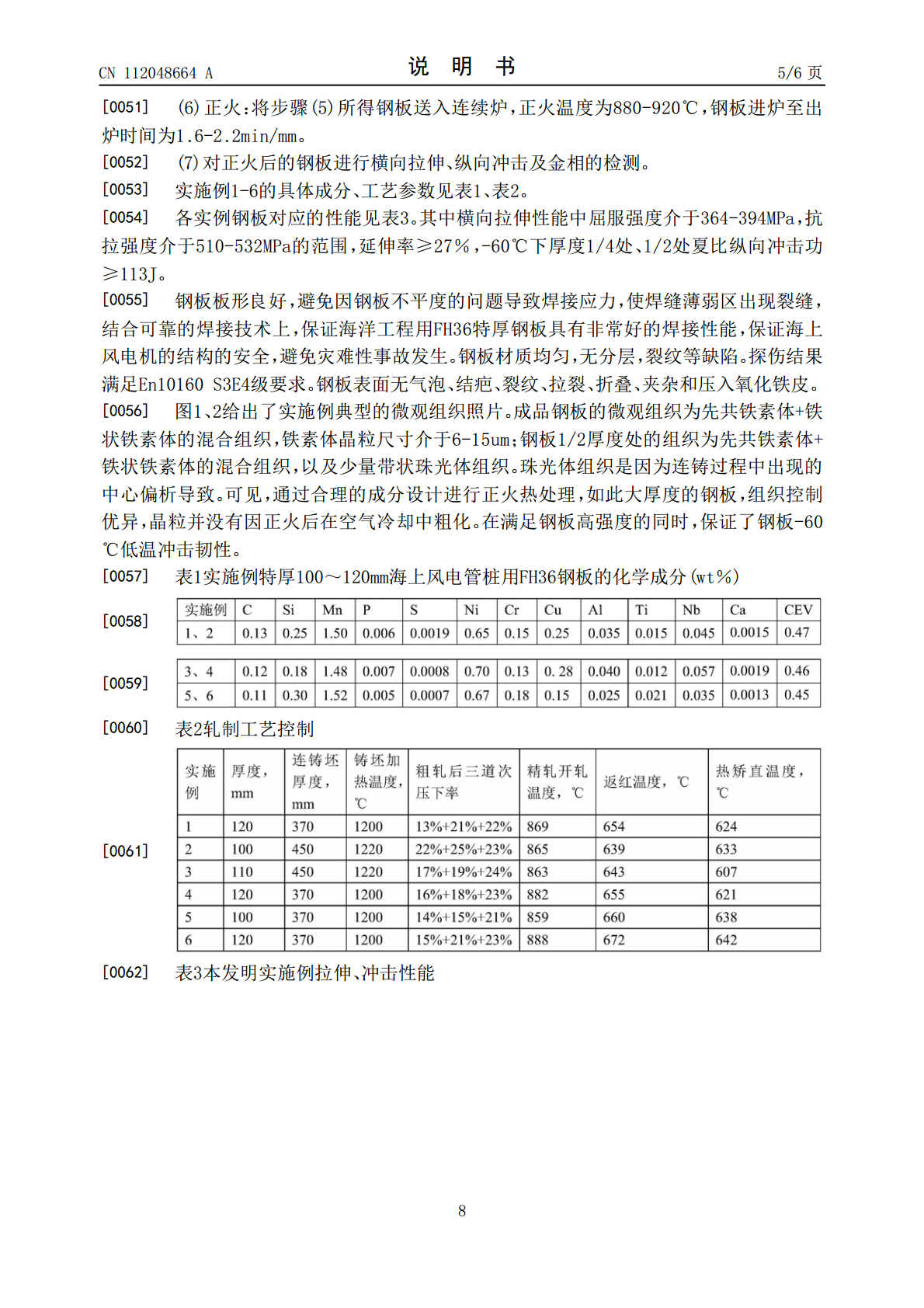
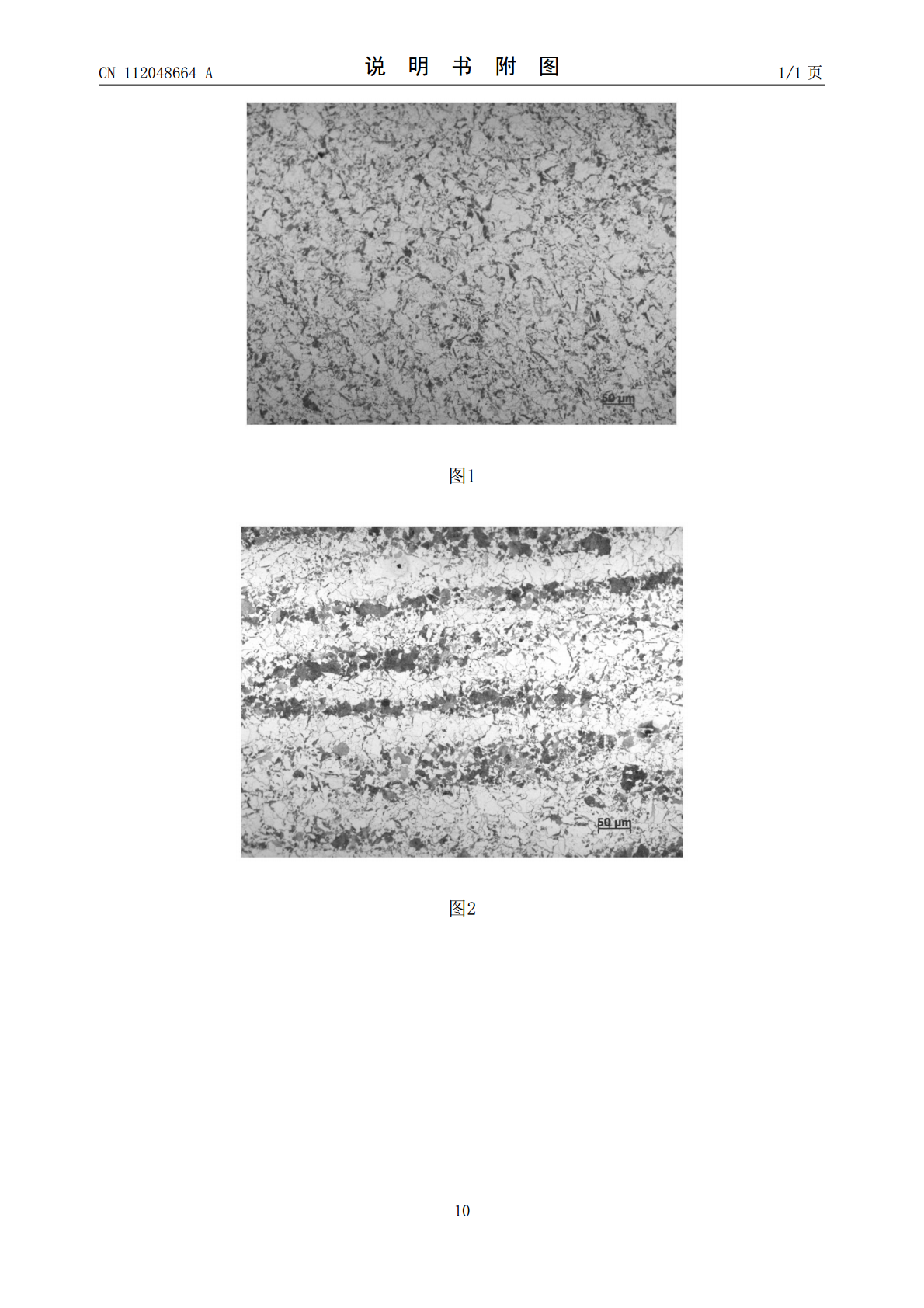
本发明涉及一种正火态交货的100~120mm厚海上风电管桩用FH36钢板,化学成分基于国家标准GB712和船级社规范,按重量百分比计为:C:0.11~0.13%,Si:0.15~0.50%,Mn:1.20~1.60%,P:≤0.0070%,S:≤0.0030%,Nb:0.030~0.060%,Al:0.020~0.050%,Ti:0.008~0.030%,Ni:0.40~0.80%,Cr:0.10~0.20%,Cu:0.10~0.35%,Ca:0.0005~0050%,余量为Fe。碳当量CEV≤0.49%

一种正火态交货的180~200mm厚EH36钢板及其制备方法.pdf
本发明涉及一种正火态交货的180~200mm厚EH36钢板及其制备方法,钢板的化学成分基于国家标准GB712或船级社规范,利用Al喜欢替代元素Ti的加入,同时加入相对高含量的V。制造方法包括依次进行的电炉冶炼、LF精炼、VD精炼、模铸、钢锭加热、开坯轧制、控制缓冷、钢坯加热、轧制及正火处理等。获得的钢板在厚度方向不存在明显的梯度组织,钢板组织主要为铁素体珠光体为主、少量的贝氏体为辅的混和组织。显微组织细小均匀,平均晶粒尺寸为8‑12μm;屈服强度在380~430MPa之间,抗拉强度介于550~600MPa
一种海上风电管桩用特厚EH36钢及其制备方法.pdf
本发明涉及海上风电管桩用特厚EH36钢,化学成分按质量百分比计为C:0.15~0.18%,Si:0.15~0.30%,Mn:1.40~1.60%,P≤0.0070%,S≤0.0030%,Nb:0.050~0.070%,V:0.015~0.030%,Ti:0.008~0.020%,Al:0.030~0.050%,Ni:0.15~0.40%,Cr:0.10~0.20%余量为Fe。生产工艺流程:转炉—LF精炼—RH真空脱气—Ca处理—连铸—脱氢—轧制—空气冷却—高温热矫直—正火。本申请获得了单重大、高强度、高冲

一种厚规格的正火工艺抗疲劳风电用钢板及其制备方法.pdf
本发明公开了一种厚规格的正火工艺抗疲劳风电用钢板及其制备方法。该风电用钢的化学成分及其质量百分比为:C:0.13~0.17%,Si:0.35~0.45%,Mn:1.45~1.60%,Nb:0.025~0.040%,Al;0.025~0.045%,Ti:0.01~0.02%,Ni:0.30~0.50%,Cr:0.10~0.20%,V:0.05~0.07%,Cu≤0.10%,N≤0.01%,Mo≤0.001%,P≤0.012%,S≤0.005%,其余为Fe和不可避免的杂质。该风电用钢利用钢坯加热、轧制、快速冷

一种正火DH36风电用钢板及其制备方法.pdf
本发明公开了一种正火DH36风电用钢板及其制备方法。按照需要称量各组分混合得铁水、铁水KR机械搅拌脱硫、转炉吹氧冶炼、LF精炼、RH真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、加速冷却、下线堆冷出堆、超声探伤、抛丸、正火、钢板加速冷却、火切、入库。其中板坯再加热阶段,加热温度控制在1150~1250℃,在炉时间不小于1.0min/mm;粗轧温度控制在1000~1100℃,终轧温度为860~900℃;钢板正火温度880~900℃,正火在炉时间不小于2.0min/mm,正火后冷却