
轧辊用白口铸铁的制备方法及白口铸铁.pdf

一只****呀9

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轧辊用白口铸铁的制备方法及白口铸铁.pdf
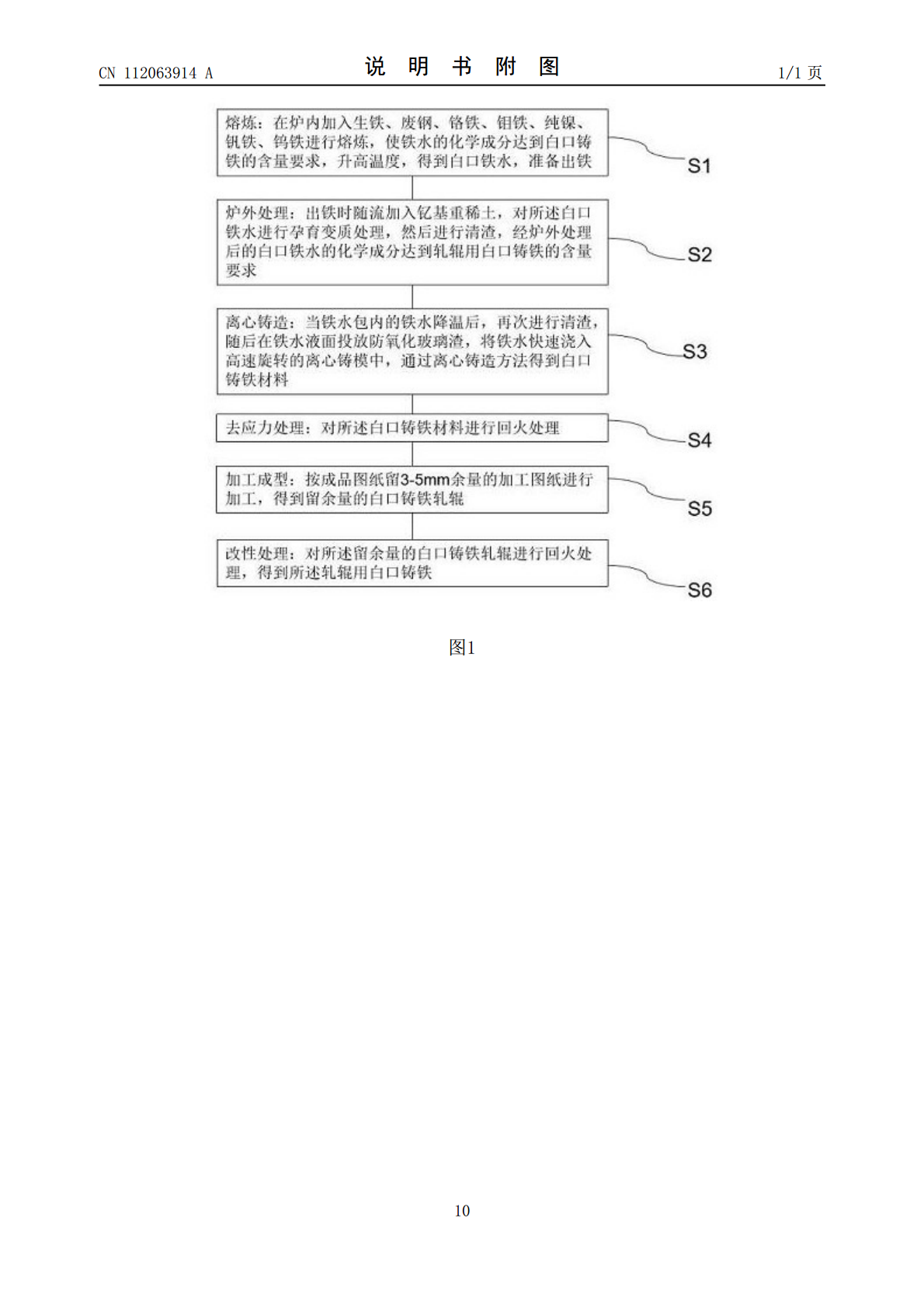
本发明公开了一种轧辊用白口铸铁的制备方法及白口铸铁,轧辊用白口铸铁的制备方法包括以下步骤:S1、熔炼:在炉内加入生铁、废钢、铬铁、钼铁、纯镍、钒铁、钨铁进行熔炼,使铁水的化学成分达到白口铸铁的含量要求,升高温度,得到白口铁水,准备出铁;S2、炉外处理:出铁时随流加入钇基重稀土,对白口铁水进行孕育变质处理,然后进行清渣,经炉外处理后的白口铁水的化学成分达到轧辊用白口铸铁的含量要求。S3、离心铸造;S4、去应力处理;S5、加工成型;S6、改性处理:对留余量的白口铸铁轧辊进行回火处理。该方法制备得到的轧辊用白口
一种耐磨白口铸铁及其制备方法.pdf
一种耐磨白口铸铁及其制备方法,属于铸造技术领域。先在中频感应电炉内加入增碳剂、废钢、硅铁、硼铁、铬铁和锰铁炉料,将炉内炉料熔化,并将温度升至1560~1580℃,炉内铁水的化学组成及其质量分数控制在:3.0~3.2%C,2.6~2.9%Si,1.2~1.5%B,7.5~8.0%Cr,1.6~1.8%Mn,

锻造白口铸铁缸套.pdf
用一种能对白口铸铁施以三向压应力的专用设备可以对白口铸铁进行锻造。它有由固定旋转中心的偏向轴、连杆机构带动的同步向心高频率打击的四个锤头,锤头中心部位设有芯棒,被夹头夹持的旋转着的离心浇注的白口铸铁厚壁管坯,通过锤头和芯棒形成的环形空间,外被锤头打击,内靠实芯棒,产生缩径减壁厚轴向延伸变形,一个道次即完成锻造过程。锻造后的白口铸铁保留其优异的耐磨性能,又提高了韧性。用锻造白口铸铁长管经镗孔、珩磨、再分段切割,可高效率大批量生产内燃机缸套。这种缸套可大大延长内燃机使用寿命并大量节省燃料,具有巨大经济效益。在
一种改性普通白口铸铁的制备方法.pdf
本发明公开了一种改性普通白口铸铁的制备方法,包括:(1)将废钢加入电炉中熔化,依次将生铁、锰铁、硅铁加入,等待铸液全部熔化后用铝丝脱氧处理,再浇入铸型中;(2)等铸液在铸型内冷却成铸件后,打箱、清砂处理;(3)将铸件放入锻造试验机中,缓慢升温至700-1200℃并保温后,对铸件进行墩拔处理;(4)墩拔处理后锭料于200℃-350℃下回火处理以消除应力,保证硬度、韧性等性能的均匀性。
一种泵用高耐磨高铬白口铸铁及其制备方法.pdf
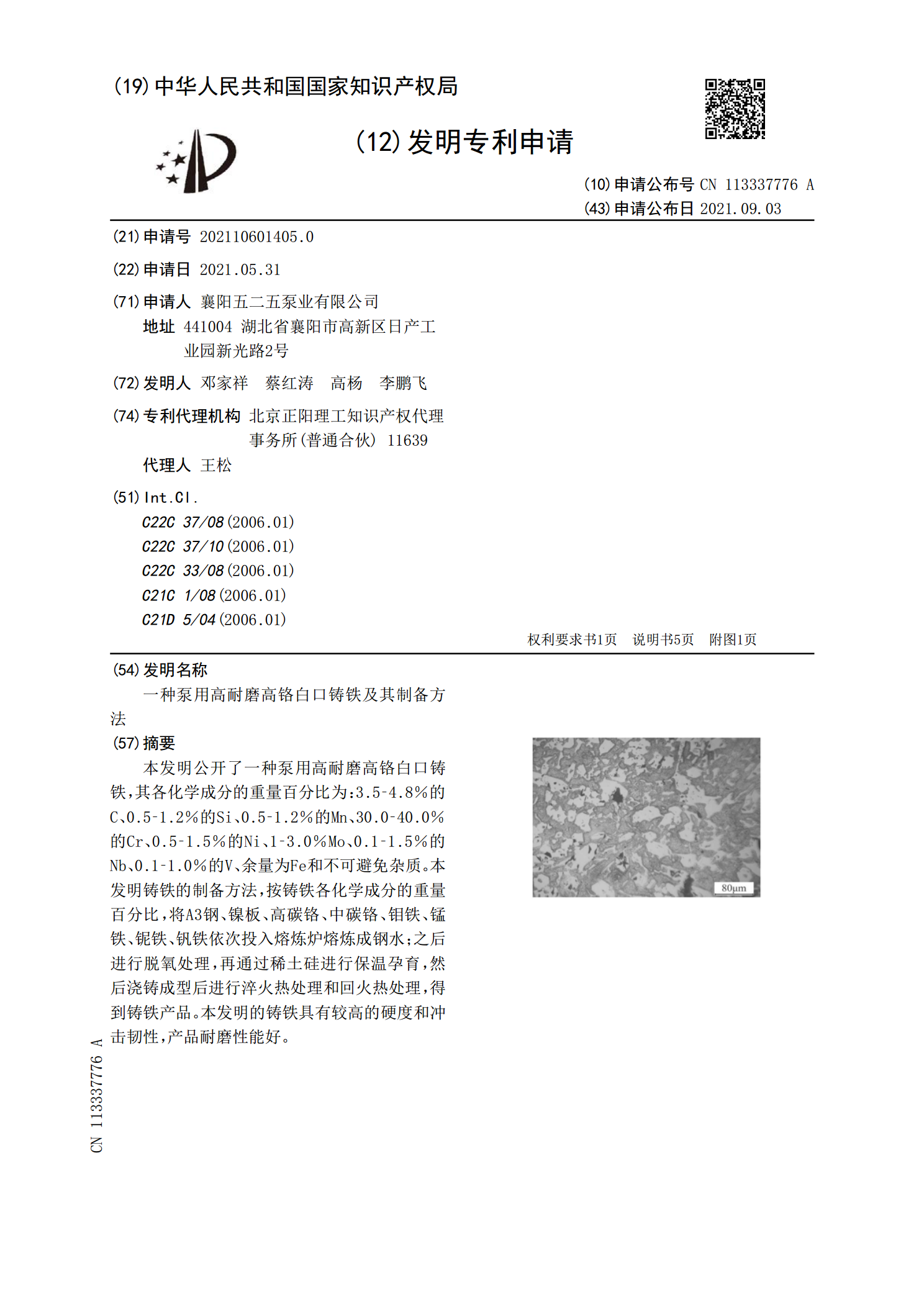
本发明公开了一种泵用高耐磨高铬白口铸铁,其各化学成分的重量百分比为:3.5‑4.8%的C、0.5‑1.2%的Si、0.5‑1.2%的Mn、30.0‑40.0%的Cr、0.5‑1.5%的Ni、1‑3.0%Mo、0.1‑1.5%的Nb、0.1‑1.0%的V、余量为Fe和不可避免杂质。本发明铸铁的制备方法,按铸铁各化学成分的重量百分比,将A3钢、镍板、高碳铬、中碳铬、钼铁、锰铁、铌铁、钒铁依次投入熔炼炉熔炼成钢水;之后进行脱氧处理,再通过稀土硅进行保温孕育,然后浇铸成型后进行淬火热处理和回火热处理,得到铸铁产品