
宽钢带铁铬铝合金连铸板坯两连浇的制造方法.pdf

雨巷****碧易

1/9
2/9
3/9
4/9

5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
宽钢带铁铬铝合金连铸板坯两连浇的制造方法.pdf
本发明提供了一种宽钢带铁铬铝合金连铸板坯两连浇的制造方法,包括:(1)铁水原料在K‑OBM‑S转炉中冶炼得到钢水;(2)将钢水送入VOD炉进行冶炼,实现脱碳、还原和加铝;(3)将钢水由VOD炉送入LF炉,调整钢水的渣况、成分和温度;(4)将钢水借助中间包由LF炉送入连铸机的第一炉和第二炉进行浇铸得到连铸板坯。本发明的方法能够得到厚180‑230mm、宽度1000‑1300mm、重量大于10吨的铁铬铝连铸板坯,并且降低了生产成本,提高了成材率,产品成分、性能稳定性大幅提高。
一种宽钢带铁铬铝连铸板坯稀土合金化的生产方法.pdf
本发明公开了一种宽钢带铁铬铝连铸板坯稀土合金化的生产方法,包括:(1)准备稀土丝;(2)铁铬铝钢水依次经过K‑OBM‑S炉、VOD炉和LF炉处理;(3)经过步骤(2)处理后的钢水借助密封保护的中间包输送至连铸机,浇注到结晶器中;(4)采用单机双流法喂入稀土丝,制备连铸板坯。本发明的通过降低钢水氧硫含量、采取保护浇注、选取合适的喂丝位置和速度、优化保护渣成分等措施,实现了铁铬铝连铸板坯的稀土合金化。
宽钢带铁铬铝合金热轧钢卷的制造方法.pdf
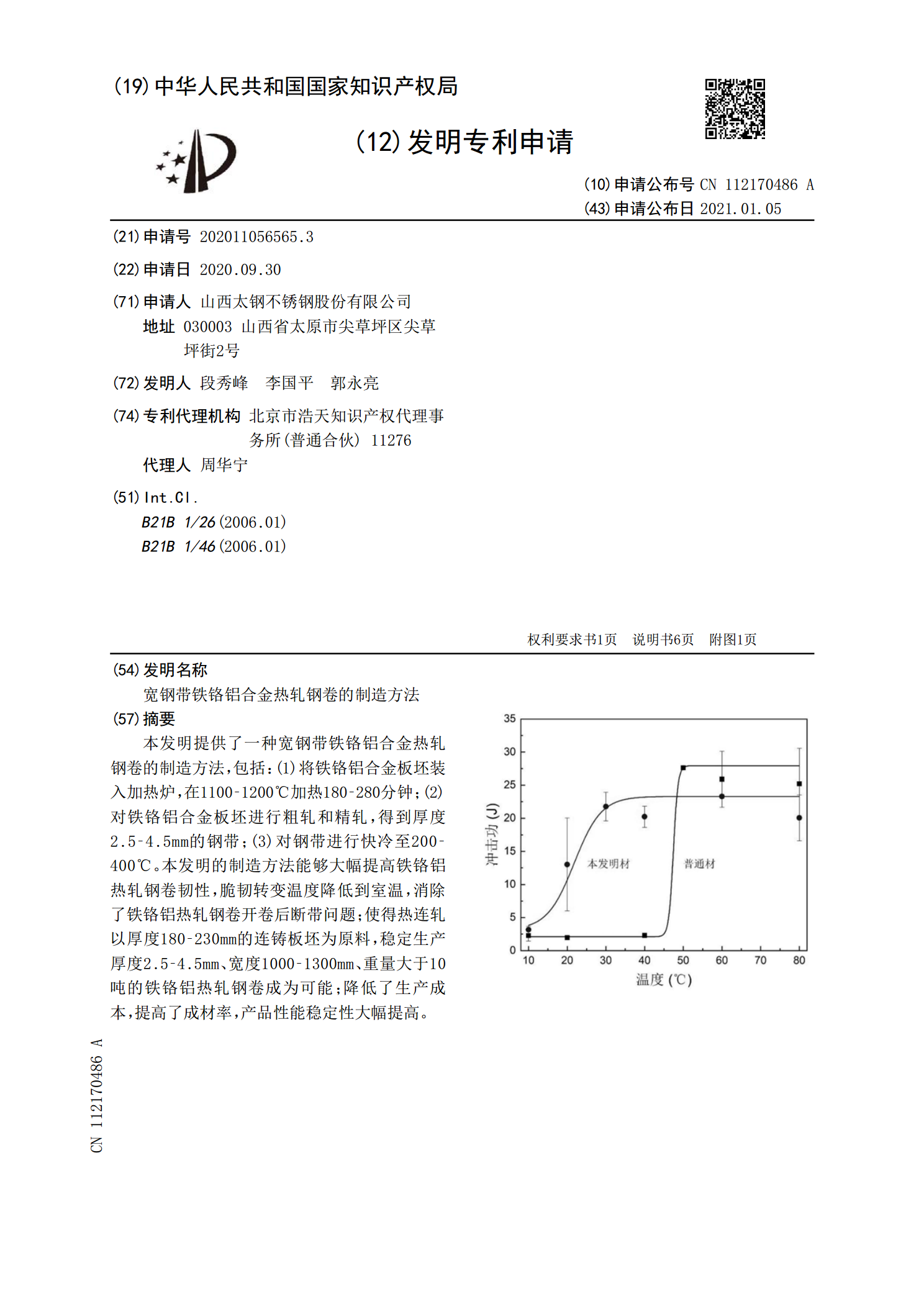
本发明提供了一种宽钢带铁铬铝合金热轧钢卷的制造方法,包括:(1)将铁铬铝合金板坯装入加热炉,在1100‑1200℃加热180‑280分钟;(2)对铁铬铝合金板坯进行粗轧和精轧,得到厚度2.5‑4.5mm的钢带;(3)对钢带进行快冷至200‑400℃。本发明的制造方法能够大幅提高铁铬铝热轧钢卷韧性,脆韧转变温度降低到室温,消除了铁铬铝热轧钢卷开卷后断带问题;使得热连轧以厚度180‑230mm的连铸板坯为原料,稳定生产厚度2.5‑4.5mm、宽度1000‑1300mm、重量大于10吨的铁铬铝热轧钢卷成为可能;
铁铬铝合金连铸板坯热轧钢卷的生产方法.pdf
本发明公开了一种铁铬铝合金连铸板坯热轧钢卷的生产方法,包括下述步骤:将铁铬铝合金连铸板坯装入加热炉,其中所述铁铬铝合金连铸板坯装炉前的表面温度控制为大于等于50℃;将加热炉在0.5小时~6小时内加热到1100℃~1200℃,然后保温30分钟~250分钟;将铁铬铝合金连铸板坯从加热炉取出进行热轧,热轧钢卷的过程温度及终轧温度控制在600℃~1200℃,热轧后钢带的厚度控制为1.2mm~8.0mm;热轧完毕后,喷水冷却钢带,在15秒~30秒内将钢带表面温度降低到200℃~450℃,然后进行卷取成卷。本发明的生
宽钢带铁铬铝合金热卷连续退火酸洗的制造方法.pdf
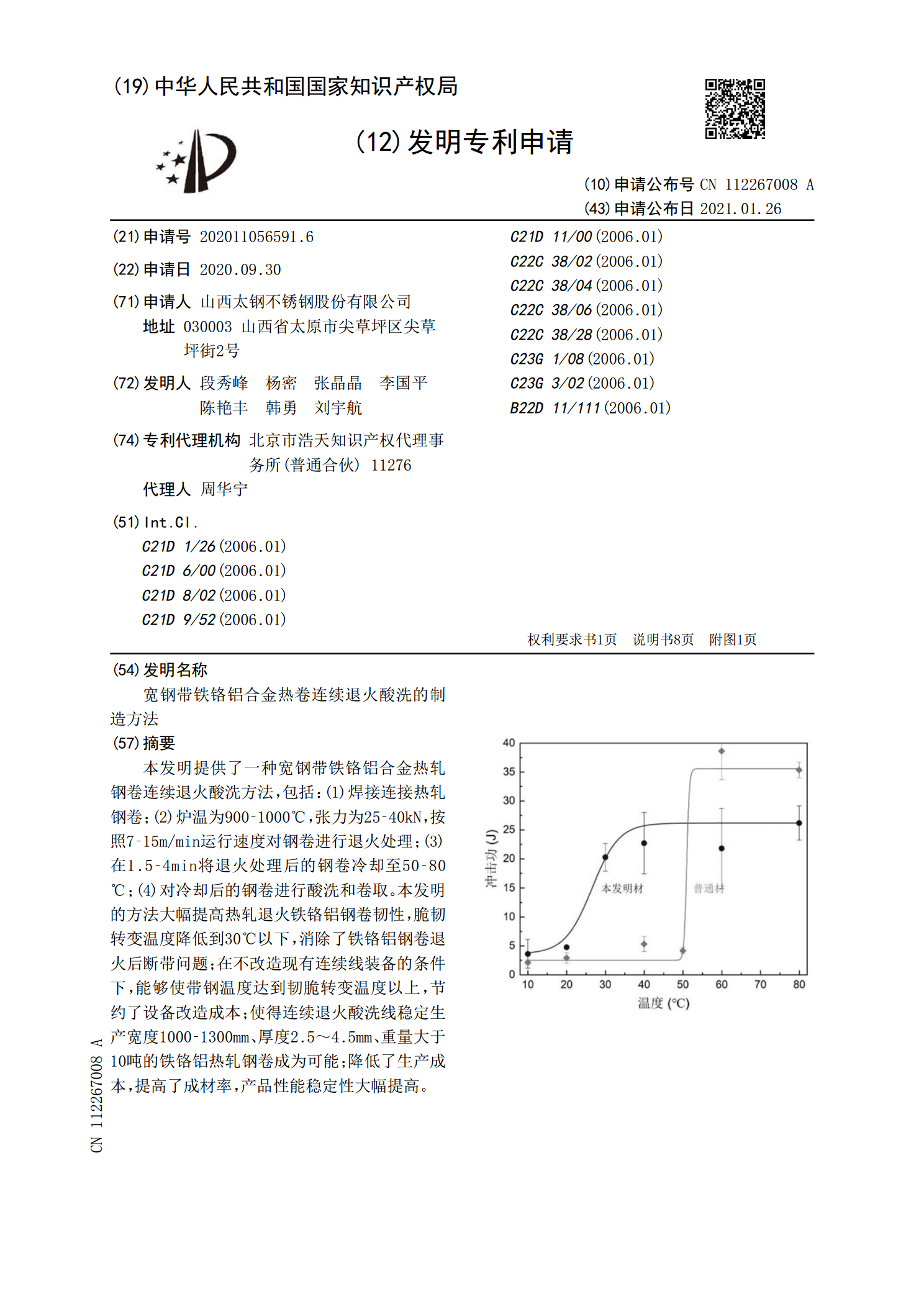
本发明提供了一种宽钢带铁铬铝合金热轧钢卷连续退火酸洗方法,包括:(1)焊接连接热轧钢卷;(2)炉温为900‑1000℃,张力为25‑40kN,按照7‑15m/min运行速度对钢卷进行退火处理;(3)在1.5‑4min将退火处理后的钢卷冷却至50‑80℃;(4)对冷却后的钢卷进行酸洗和卷取。本发明的方法大幅提高热轧退火铁铬铝钢卷韧性,脆韧转变温度降低到30℃以下,消除了铁铬铝钢卷退火后断带问题;在不改造现有连续线装备的条件下,能够使带钢温度达到韧脆转变温度以上,节约了设备改造成本;使得连续退火酸洗线稳定生产