
一种汽轮机钛合金叶片的防水蚀层的制备工艺.pdf

是丹****ni


1/8
2/8
3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽轮机钛合金叶片的防水蚀层的制备工艺.pdf
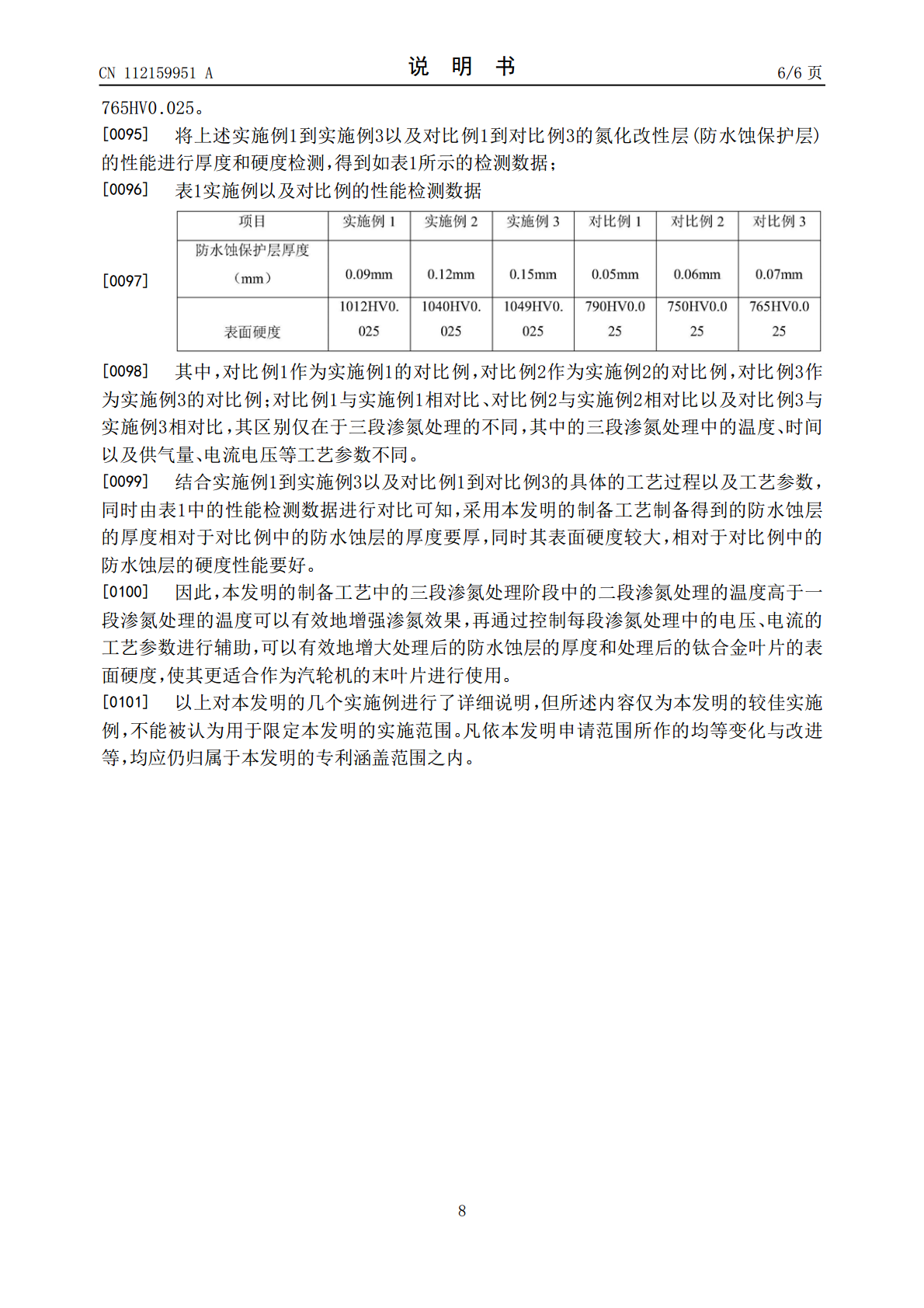
本发明提供一种汽轮机钛合金叶片的防水蚀层的制备工艺,包括以下步骤:(1)预处理;(2)氮化前准备;(3)等离子氮化:采用等离子氮化炉对钛合金叶片进行等离子氮化,该过程依次包括抽真空阶段、高压起辉阶段、升温阶段、三段渗氮处理阶段和降温阶段五个阶段。本发明的制备工艺加工后的钛合金叶片具有良好的防水蚀层,同时钛合金叶片的硬度得以显著提升,适用于汽轮机末叶片使用;本工艺采用三段渗氮处理使得整个钛合金叶片上得到均匀的氮化改性层,与基体结合强度好;同时提高了钛合金叶片整体的硬度和耐磨性。
一种钛合金叶片的结构化防水蚀层的制备工艺.pdf
本发明公开了一种钛合金叶片的结构化防水蚀层的制备工艺,步骤如下:(1)渗碳处理:采用真空管式炉在固体粉末中掺入稀土元素进行渗碳的方法在钛合金叶片表面制备渗碳层;(2)激光结构化氮化处理:采用多功能激光发生器对渗碳后的钛合金叶片进汽边背弧进行激光扫描,得到一种离散的结构化阵列区域,处理后得到离散结构化氮化改性层;(3)熔凝处理:采用多功能激光器对钛合金叶片离散结构化氮化改性层进行熔凝,获得在沿钛合金叶片轴心层深方向和沿整个钛合金叶片轴径方向的均为梯度分布的表面质量良好的结构化防水蚀保护层,显著提高了整体叶片
一种防水蚀钛合金汽轮机叶片.pdf
本发明公开了一种防水蚀钛合金汽轮机叶片,由耐腐蚀钛合金钢加工而成,该耐腐蚀钛合金钢质量百分比成分为:Al:10.55‑12.67%、Mo:1.05‑2.24%、V:0.72‑0.85%、Fe:0.85‑0.87%、Ni:2.12‑3.54%,Si:0.43‑0.54%、Cr:0.21‑0.32%、Nb:0.35‑0.47%,Sn:0.37‑0.49%、In:0.05‑0.07%、Cu:0.03‑0.04%、C:0.13‑0.25%,Ce:0.05‑0.07%、Y:0.01‑0.02%,Mn:0.51‑0.

一种耐水蚀汽轮机叶片及其制备方法.pdf
本发明公开了一种耐水蚀汽轮机叶片及其制备方法,涉及汽轮机叶片技术领域,包括叶根、叶身和叶冠,所述叶根、叶身和叶冠依次固定连接,所述叶身包括内圆弧面和外圆弧面,所述叶身上开设有至少两排导水孔,所述叶身在外圆弧面对应每排导水孔均设有挡水板,所述挡水板一端与叶根连接,另一端与叶冠连接。
一种防水蚀汽轮机叶片.pdf
本发明涉及一种防水蚀汽轮机叶片,包括叶冠、叶根和叶身一体成型,防水蚀汽轮机叶片质量百分比为:Al:6.35‑9.68%、Mo:0.89‑1.56%、V:0.48‑0.69%、Fe:1.15‑2.15%、Ni:1.54‑2.11%、Si:0.23‑0.39%、Cr:0.40‑0.52%、Sn:0.52‑0.67%、In:0.01‑0.04%、C:1.09‑1.30%、Ce:0.01‑0.04%、Mn:1.51‑1.63%、B:0.032‑0.049%,剩余为钛。本发明一种防水蚀汽轮机叶片通过对叶片的材质进行