
一种精密铸造铸件的制备方法及应用.pdf

一吃****永贺

1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用.pdf
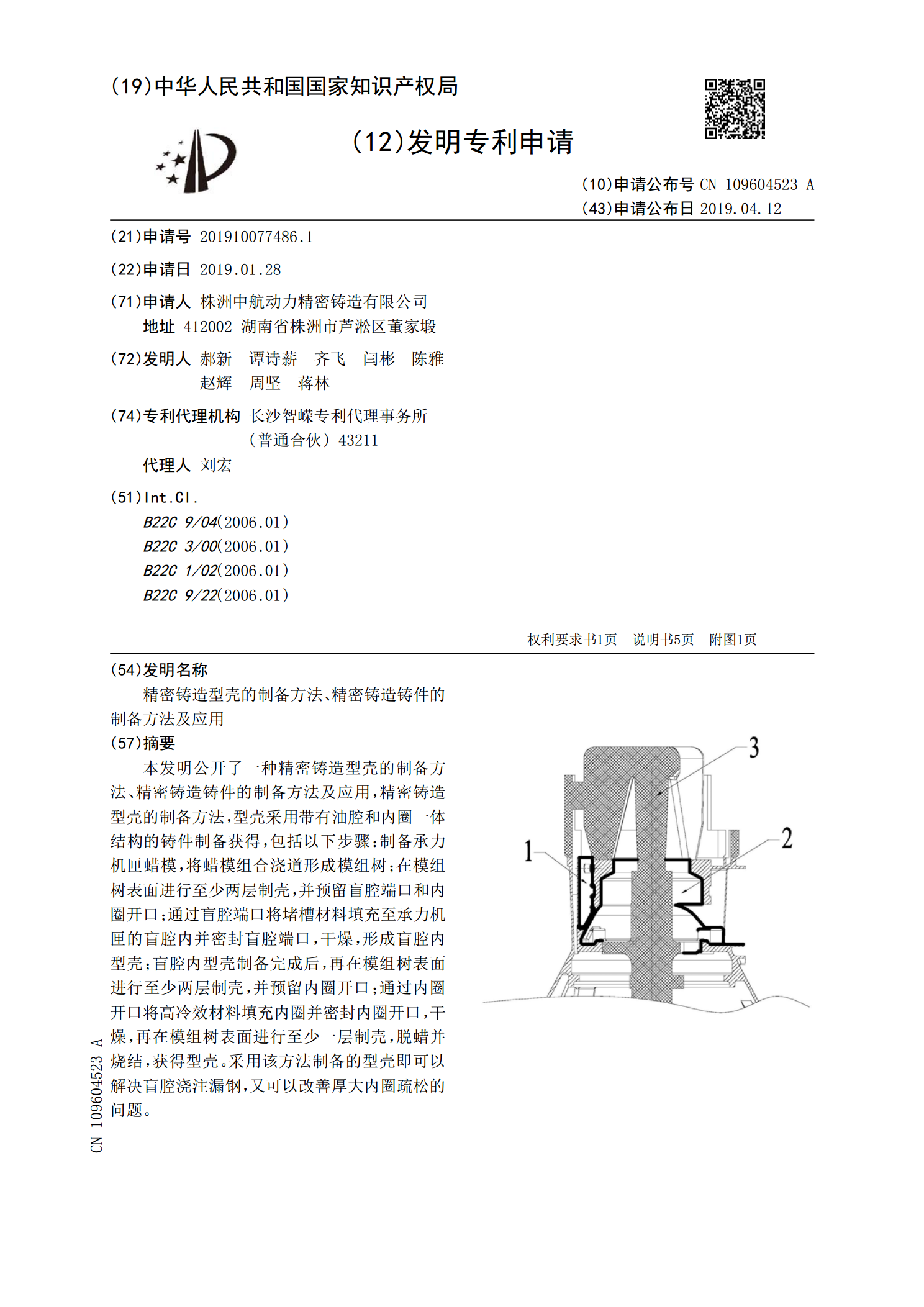
本发明公开了一种精密铸造型壳的制备方法、精密铸造铸件的制备方法及应用,精密铸造型壳的制备方法,型壳采用带有油腔和内圈一体结构的铸件制备获得,包括以下步骤:制备承力机匣蜡模,将蜡模组合浇道形成模组树;在模组树表面进行至少两层制壳,并预留盲腔端口和内圈开口;通过盲腔端口将堵槽材料填充至承力机匣的盲腔内并密封盲腔端口,干燥,形成盲腔内型壳;盲腔内型壳制备完成后,再在模组树表面进行至少两层制壳,并预留内圈开口;通过内圈开口将高冷效材料填充内圈并密封内圈开口,干燥,再在模组树表面进行至少一层制壳,脱蜡并烧结,获得型

一种精密铸造铸件的制备方法及应用.pdf
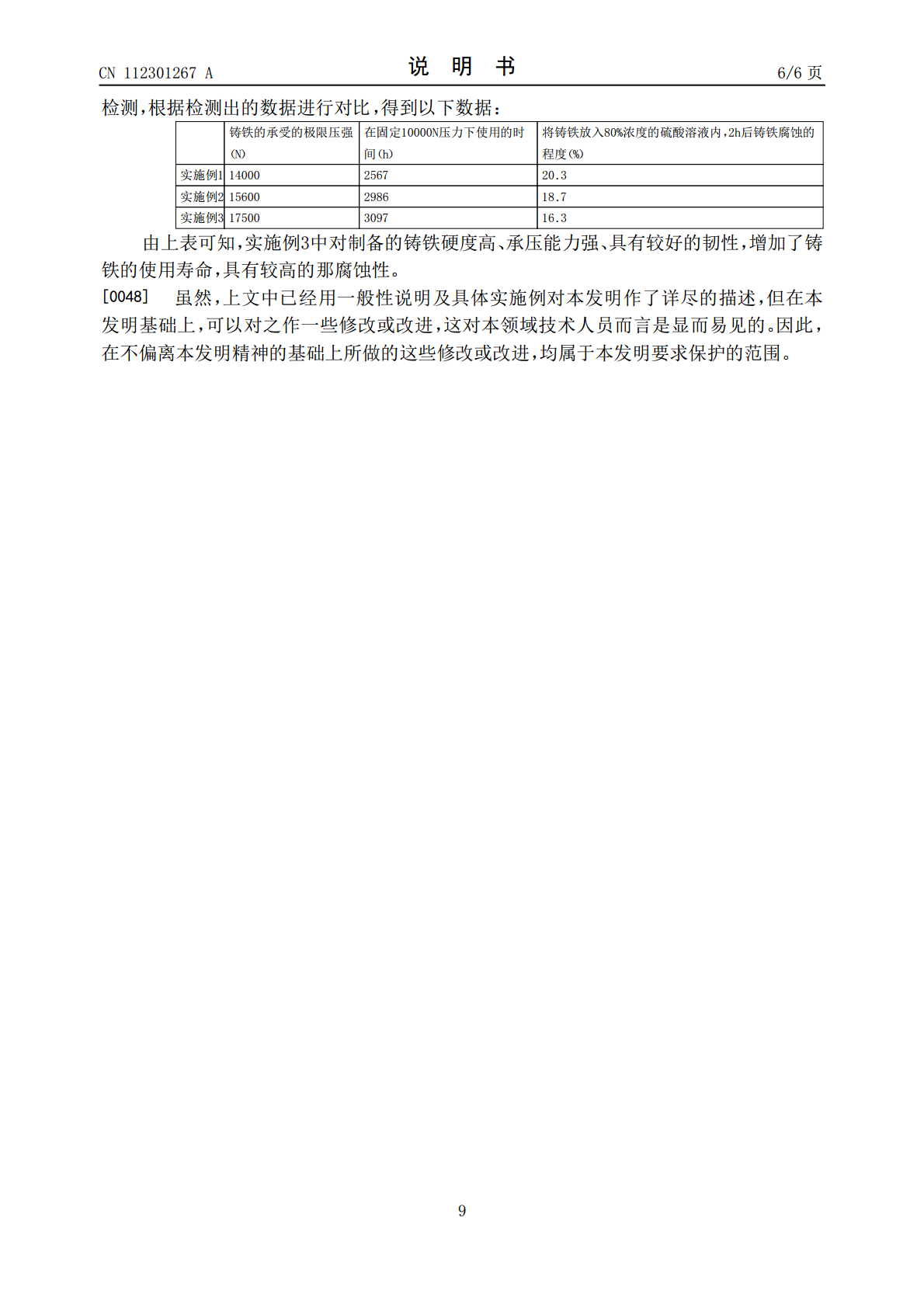
本发明实施例公开了一种精密铸造铸件的制备方法及应用,具体涉及铸造铸件技术领域,包括以下步骤:步骤一:选取生铁30‑50份、废钢10‑30份、回炉料5‑10份、铬铁2‑5份、锰铁2‑5份、钼铁1‑3份、钒铁2‑3份、硅铁2‑3份、碳粒2‑3份,通过加热溶解将其中的杂质滤除,然后根据不同金属熔点的不同,从低至高依次倒入金属物质,依次与主料进行融合,从而提高金属之间的融合效果,增加铸件的品质,直到所有金属溶解完毕,当熔炉到达最高温度时,将碳粉均匀的倒入金属溶液中,进行搅拌,当碳粉完全融入金属后,可以增加铸件的硬
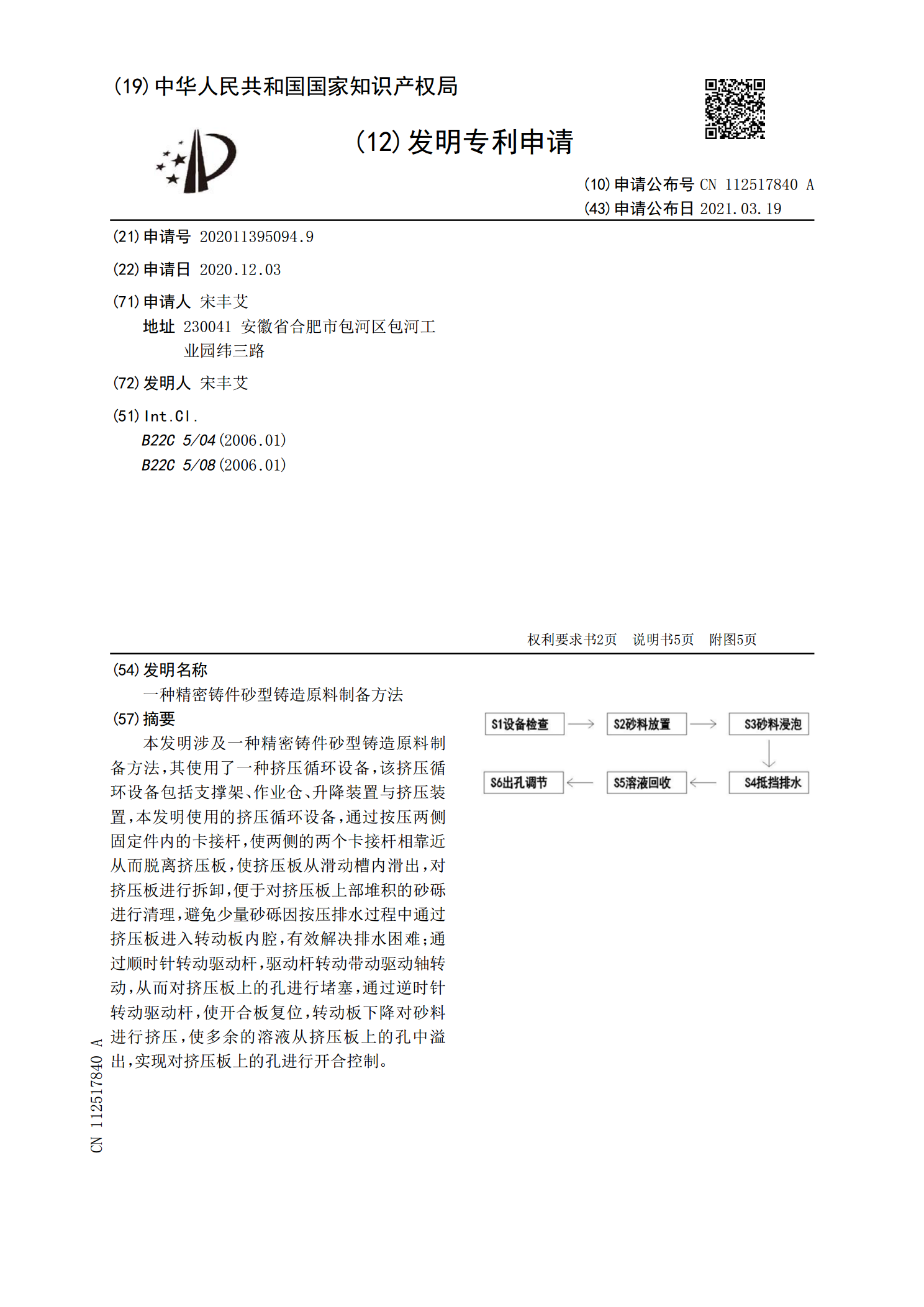
一种精密铸件砂型铸造原料制备方法.pdf
本发明涉及一种精密铸件砂型铸造原料制备方法,其使用了一种挤压循环设备,该挤压循环设备包括支撑架、作业仓、升降装置与挤压装置,本发明使用的挤压循环设备,通过按压两侧固定件内的卡接杆,使两侧的两个卡接杆相靠近从而脱离挤压板,使挤压板从滑动槽内滑出,对挤压板进行拆卸,便于对挤压板上部堆积的砂砾进行清理,避免少量砂砾因按压排水过程中通过挤压板进入转动板内腔,有效解决排水困难;通过顺时针转动驱动杆,驱动杆转动带动驱动轴转动,从而对挤压板上的孔进行堵塞,通过逆时针转动驱动杆,使开合板复位,转动板下降对砂料进行挤压,使

精密铸件的各种铸造方法.docx
精密铸件的各种铸造方法精密铸件的各种铸造方法摘要:精密铸件是一种高精度、高品质的铸造产品,在许多领域都有广泛的应用。本论文将介绍几种常见的精密铸造方法,包括熔模铸造、压力铸造和注射模铸造。每种方法都有其独特的优点和适用范围,因此在选择和应用时需要考虑各种因素。引言:精密铸造是一种高精度的制造技术,它在汽车、航空、航天等领域都有重要的应用。随着工业技术的发展,各种精密铸造方法也不断涌现和改进。本论文将介绍几种常见的精密铸造方法,包括熔模铸造、压力铸造和注射模铸造。一、熔模铸造熔模铸造是一种利用可熔模型制作铸
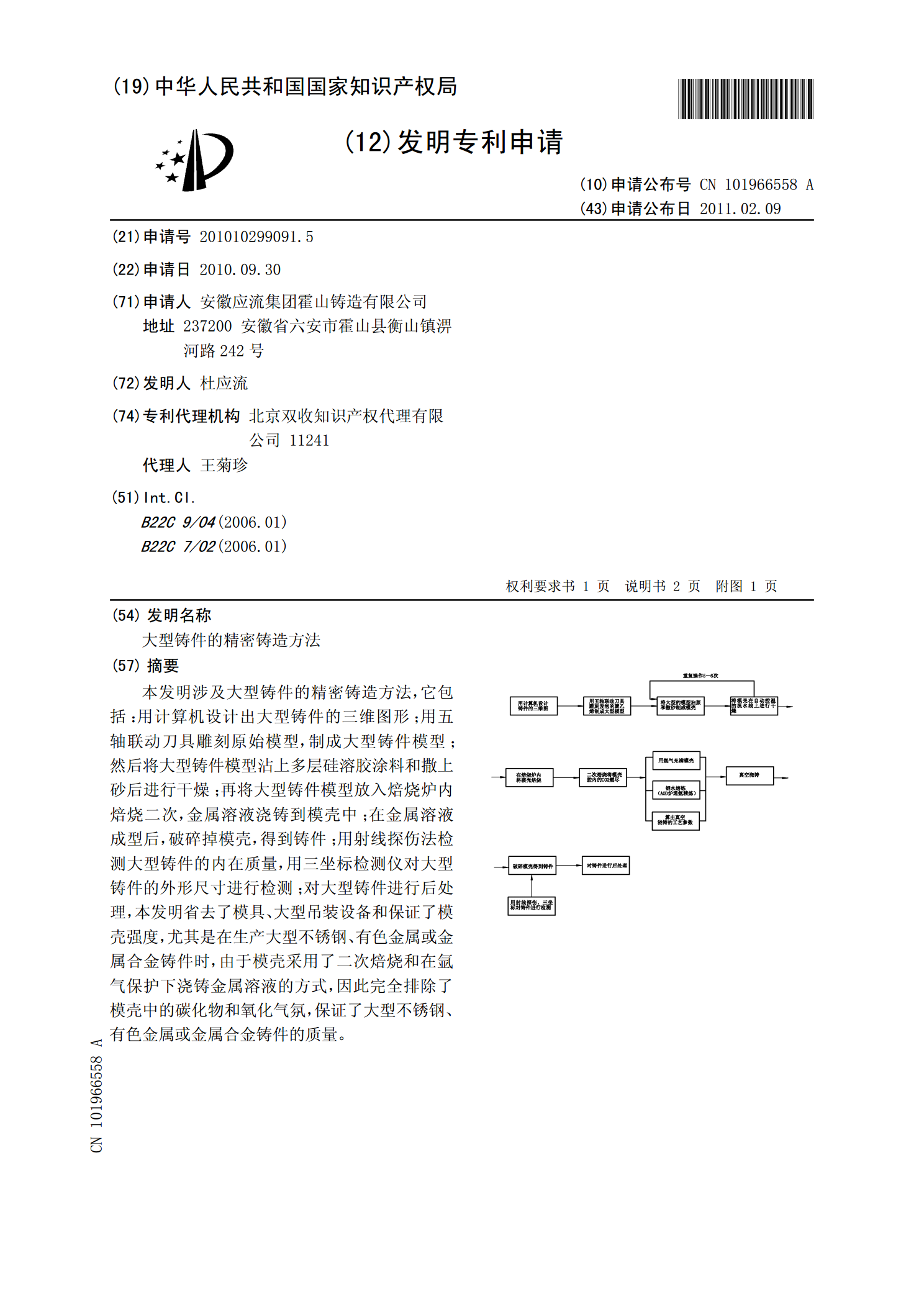
大型铸件的精密铸造方法.pdf
本发明涉及大型铸件的精密铸造方法,它包括:用计算机设计出大型铸件的三维图形;用五轴联动刀具雕刻原始模型,制成大型铸件模型;然后将大型铸件模型沾上多层硅溶胶涂料和撒上砂后进行干燥;再将大型铸件模型放入焙烧炉内焙烧二次,金属溶液浇铸到模壳中;在金属溶液成型后,破碎掉模壳,得到铸件;用射线探伤法检测大型铸件的内在质量,用三坐标检测仪对大型铸件的外形尺寸进行检测;对大型铸件进行后处理,本发明省去了模具、大型吊装设备和保证了模壳强度,尤其是在生产大型不锈钢、有色金属或金属合金铸件时,由于模壳采用了二次焙烧和在氩气保