
涡轮盘用高温合金时效处理方法.pdf

一吃****仪凡

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
涡轮盘用高温合金时效处理方法.pdf
本发明涉及合金热处理方法领域,尤其是一种使合金的组织均匀、析出相尺寸与分布合理、高温综合力学性能得到提高,同时操作安全简便,运行成本较低的涡轮盘用高温合金时效处理方法,包括如下步骤:将待处理的铁基高温合金材料放进高温炉中,然后加热升温到650℃~750℃的范围进行时效处理至少10小时,所述时效处理期间连续不间断向高温炉内通入惰性气体,时效处理结束后打开炉体,取出材料。本发明尤其适用于高品质涡轮盘、压气机盘、转子叶片和紧固件等高温合金的生产之中。

高温合金GH23228材料的时效处理方法.pdf
本发明公开了一种高温合金GH2328材料的时效处理方法,包括以下步骤:第一次时效处理:将固溶过的GH2328材料零件在750℃保温10h,空冷;第二次补充时效处理:将经过第一次时效处理的零件在650±10℃保温5h,空冷,即得。固溶过的GH2328材料零件是用汽油将GH2328材料零件清洗干净,然后将清洗好的零件放入普通电炉中,在1160±10℃固溶45min,水冷即得。本方法能提高高温合金GH2328材料硬度。
一种高温合金涡轮盘用锻饼的生产方法.pdf
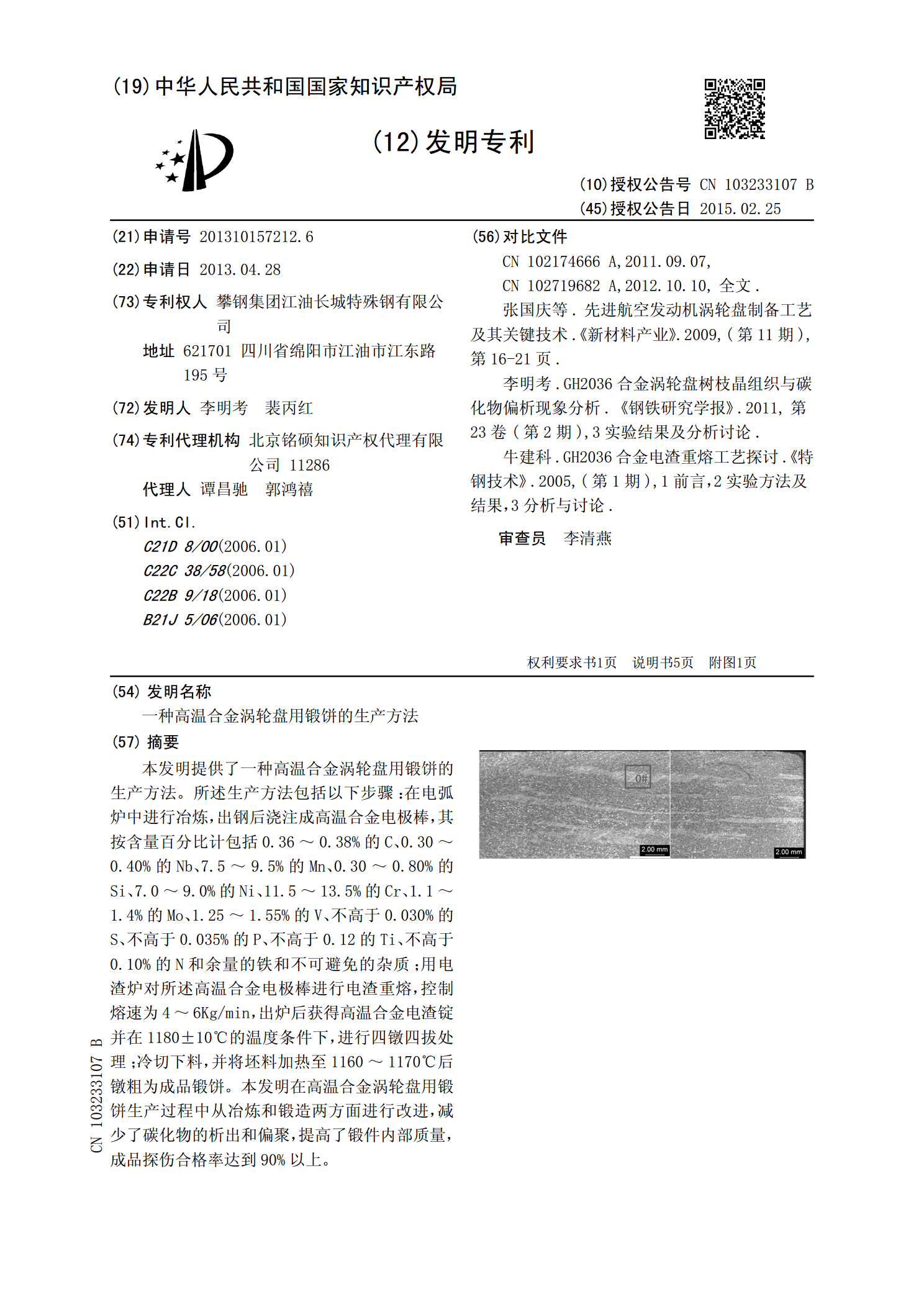
本发明提供了一种高温合金涡轮盘用锻饼的生产方法。所述生产方法包括以下步骤:在电弧炉中进行冶炼,出钢后浇注成高温合金电极棒,其按含量百分比计包括0.36~0.38%的C、0.30~0.40%的Nb、7.5~9.5%的Mn、0.30~0.80%的Si、7.0~9.0%的Ni、11.5~13.5%的Cr、1.1~1.4%的Mo、1.25~1.55%的V、不高于0.030%的S、不高于0.035%的P、不高于0.12的Ti、不高于0.10%的N和余量的铁和不可避免的杂质;用电渣炉对所述高温合金电极棒进行电渣重熔,

一种涡轮盘用镍基高温合金中断热处理工艺.pdf
本发明公开了一种涡轮盘用镍基高温合金中断热处理工艺,包括以下步骤:将待处理的镍基高温合金放入热处理炉中,加热升温到1010‑1070℃的范围进行固溶处理30‑60min,取出合金空冷至室温;之后将合金放入热处理炉中,进行时效处理,其中时效处理的温度为740‑750℃,总时效时间为12‑18h。本发明的优点是时效处理可分两段进行,为由于突发情况而中断了的时效处理提供了一种补救措施。该固溶与时效处理工艺之间匹配良好,得到的γ′强化相分布均匀;本发明热处理工艺在提高合金硬度值方面具有意想不到的效果,处理后合金硬
时效强化镍基高温合金Rene`41低涡挡盘加工工艺.pdf
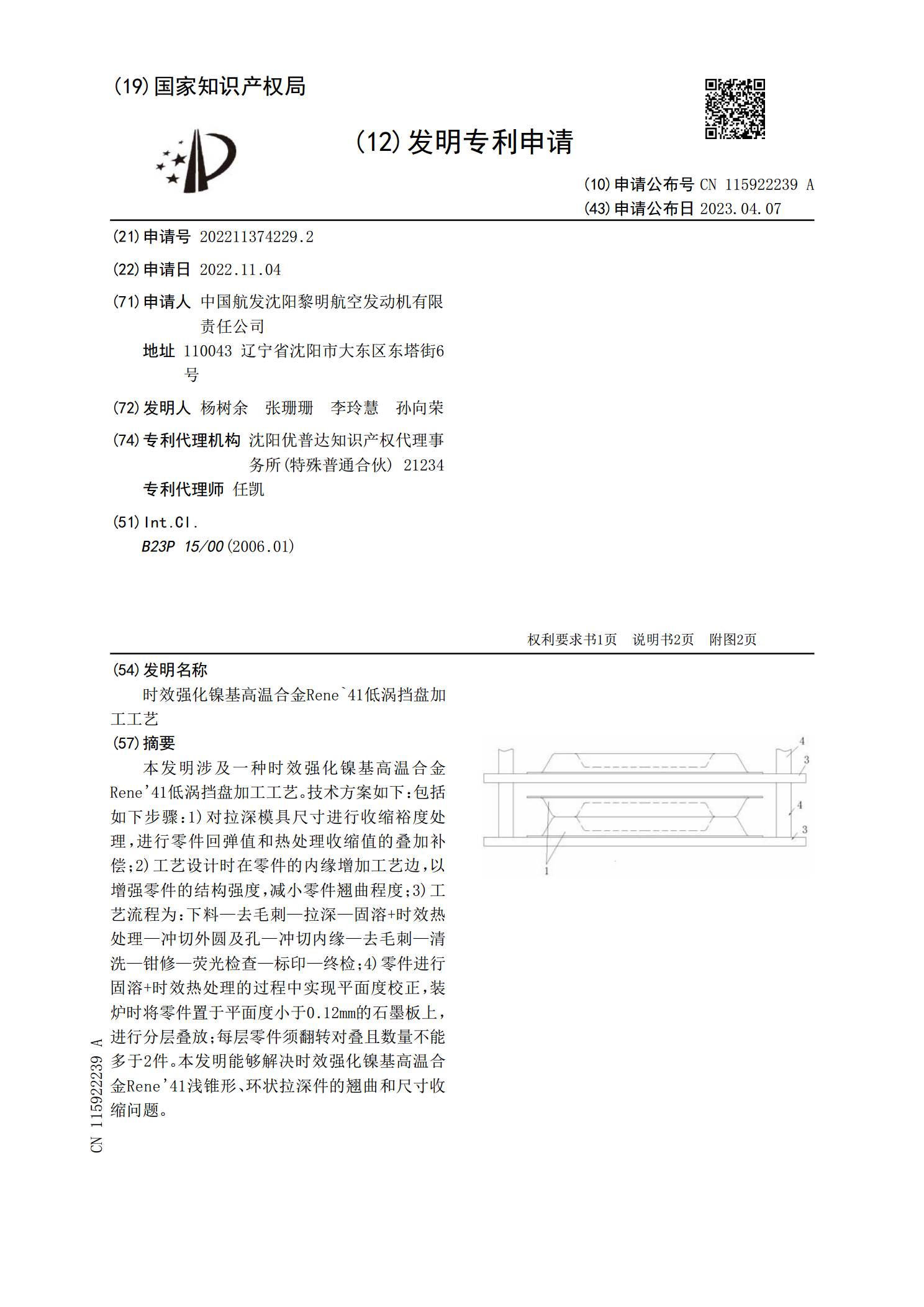
本发明涉及一种时效强化镍基高温合金Rene'41低涡挡盘加工工艺。技术方案如下:包括如下步骤:1)对拉深模具尺寸进行收缩裕度处理,进行零件回弹值和热处理收缩值的叠加补偿;2)工艺设计时在零件的内缘增加工艺边,以增强零件的结构强度,减小零件翘曲程度;3)工艺流程为:下料—去毛刺—拉深—固溶+时效热处理—冲切外圆及孔—冲切内缘—去毛刺—清洗—钳修—荧光检查—标印—终检;4)零件进行固溶+时效热处理的过程中实现平面度校正,装炉时将零件置于平面度小于0.12mm的石墨板上,进行分层叠放;每层零件须翻转对叠且数量不