
时效强化镍基高温合金Rene`41低涡挡盘加工工艺.pdf

小琛****82

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
时效强化镍基高温合金Rene`41低涡挡盘加工工艺.pdf
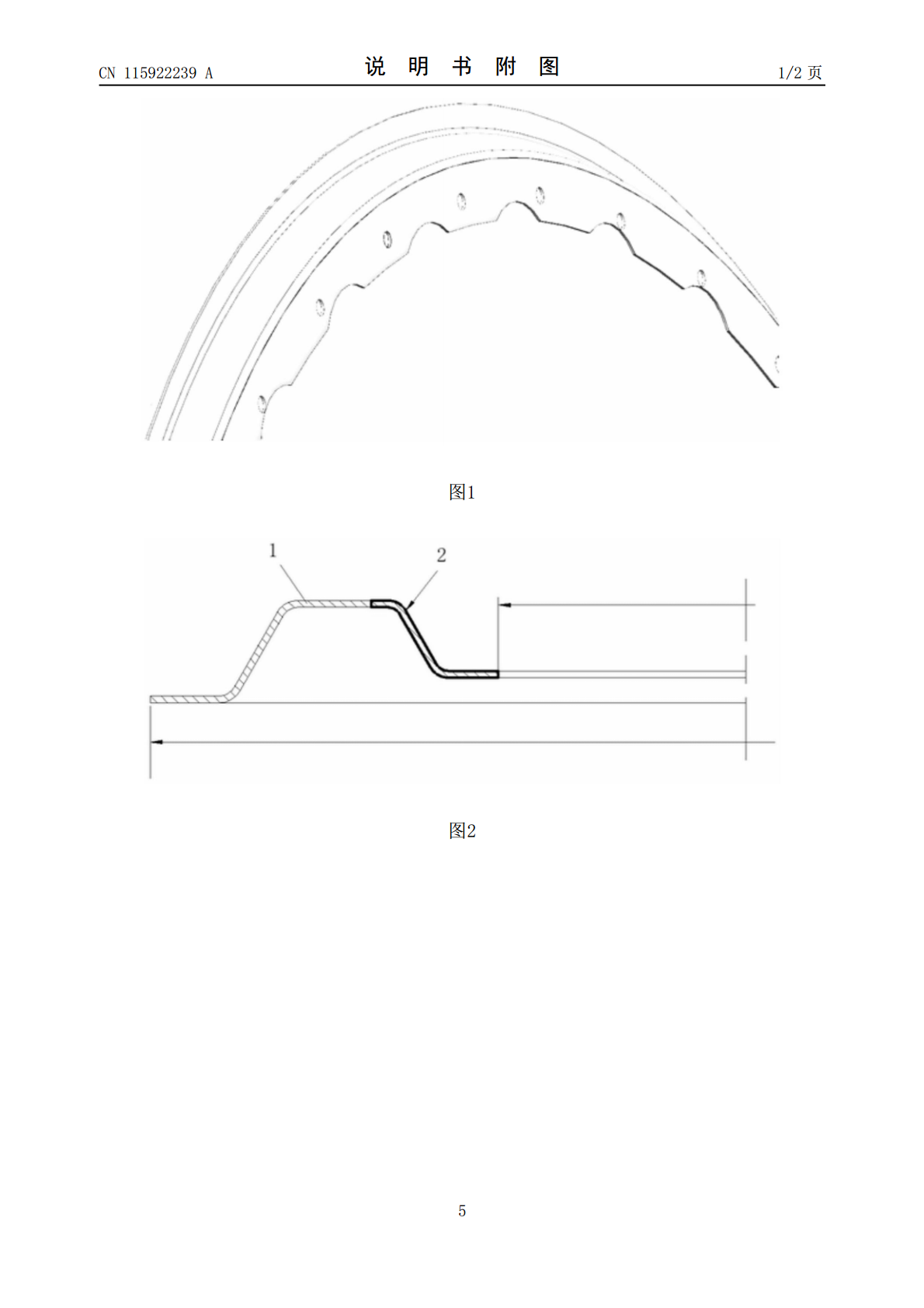
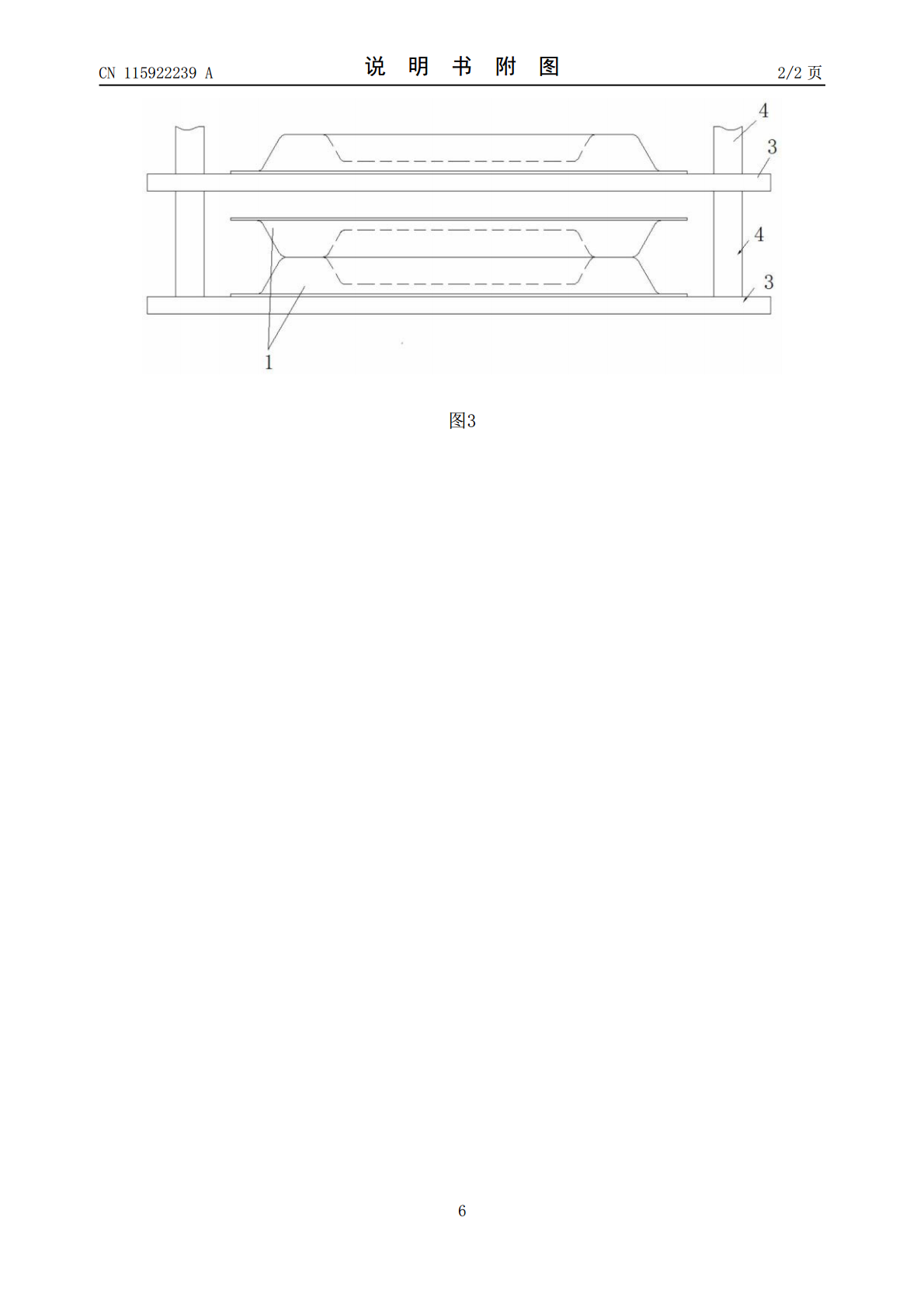
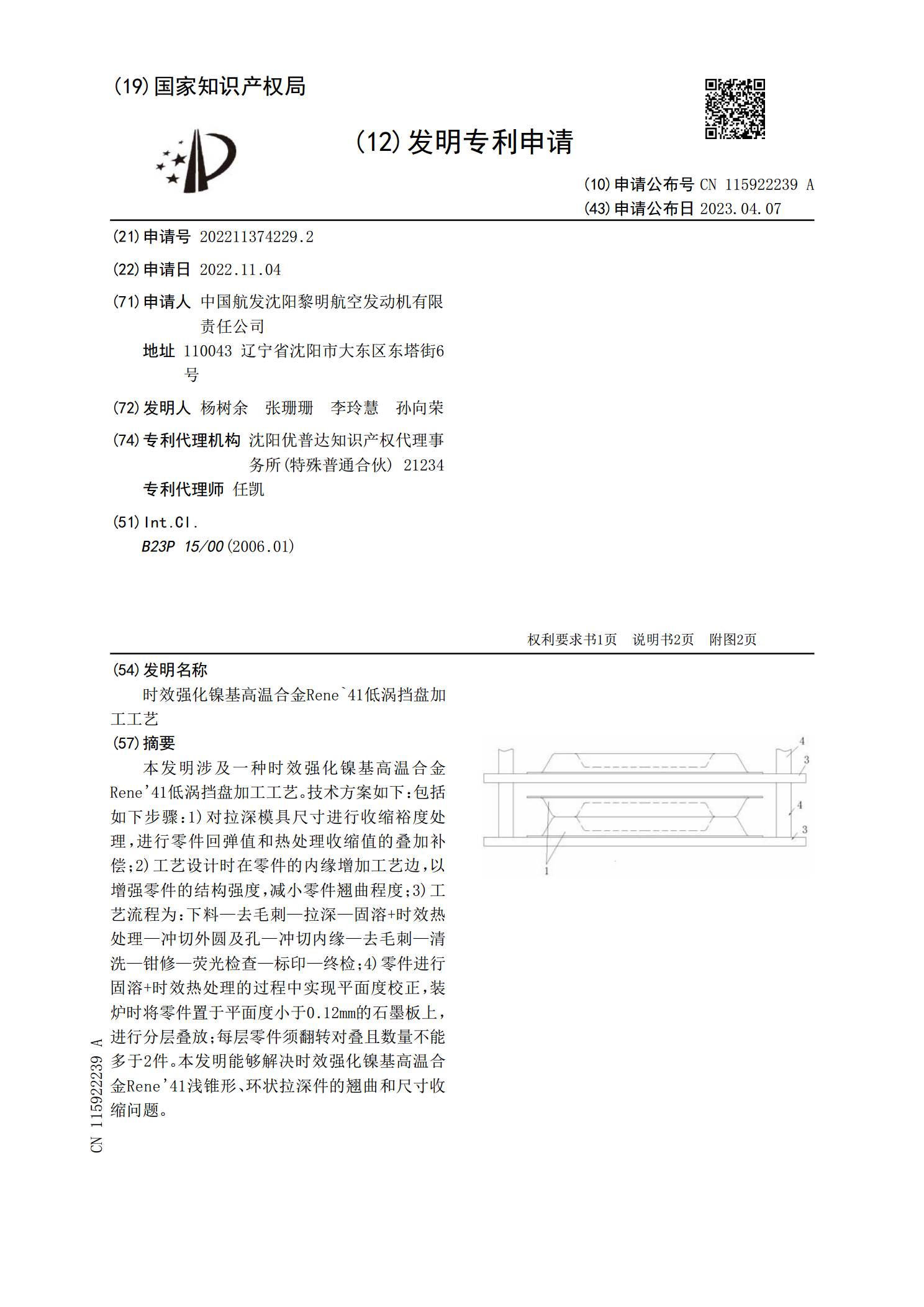
本发明涉及一种时效强化镍基高温合金Rene'41低涡挡盘加工工艺。技术方案如下:包括如下步骤:1)对拉深模具尺寸进行收缩裕度处理,进行零件回弹值和热处理收缩值的叠加补偿;2)工艺设计时在零件的内缘增加工艺边,以增强零件的结构强度,减小零件翘曲程度;3)工艺流程为:下料—去毛刺—拉深—固溶+时效热处理—冲切外圆及孔—冲切内缘—去毛刺—清洗—钳修—荧光检查—标印—终检;4)零件进行固溶+时效热处理的过程中实现平面度校正,装炉时将零件置于平面度小于0.12mm的石墨板上,进行分层叠放;每层零件须翻转对叠且数量不

镍基高温合金(waspaloy加工工艺).docx
镍基高温合金(如In718、Waspaloy等)具有热稳定性好、高温强度和硬度高、耐腐蚀、抗磨损等特点,是典型的难加工材料,常用于制作涡轮盘等发动机关键部件。由于涡轮盘是航空发动机的关键部件之一,在应力、温度和恶劣的工作环境条件下容易产生疲劳失效,因此涡轮盘材料及制造技术是研制高性能航空发动机的关键。由于涡轮盘上的异形孔由若干圆弧和直线组成,形状复杂,加工时要求各组成段位置准确、过渡圆滑而不产生加工转折痕迹,表面粗糙度符合工艺要求,因此该高温合金异形孔的加工是涡轮盘加工的难点。目前,航空发动机制造商均采用
一种高效强化镍基高温合金的时效热处理工艺.pdf
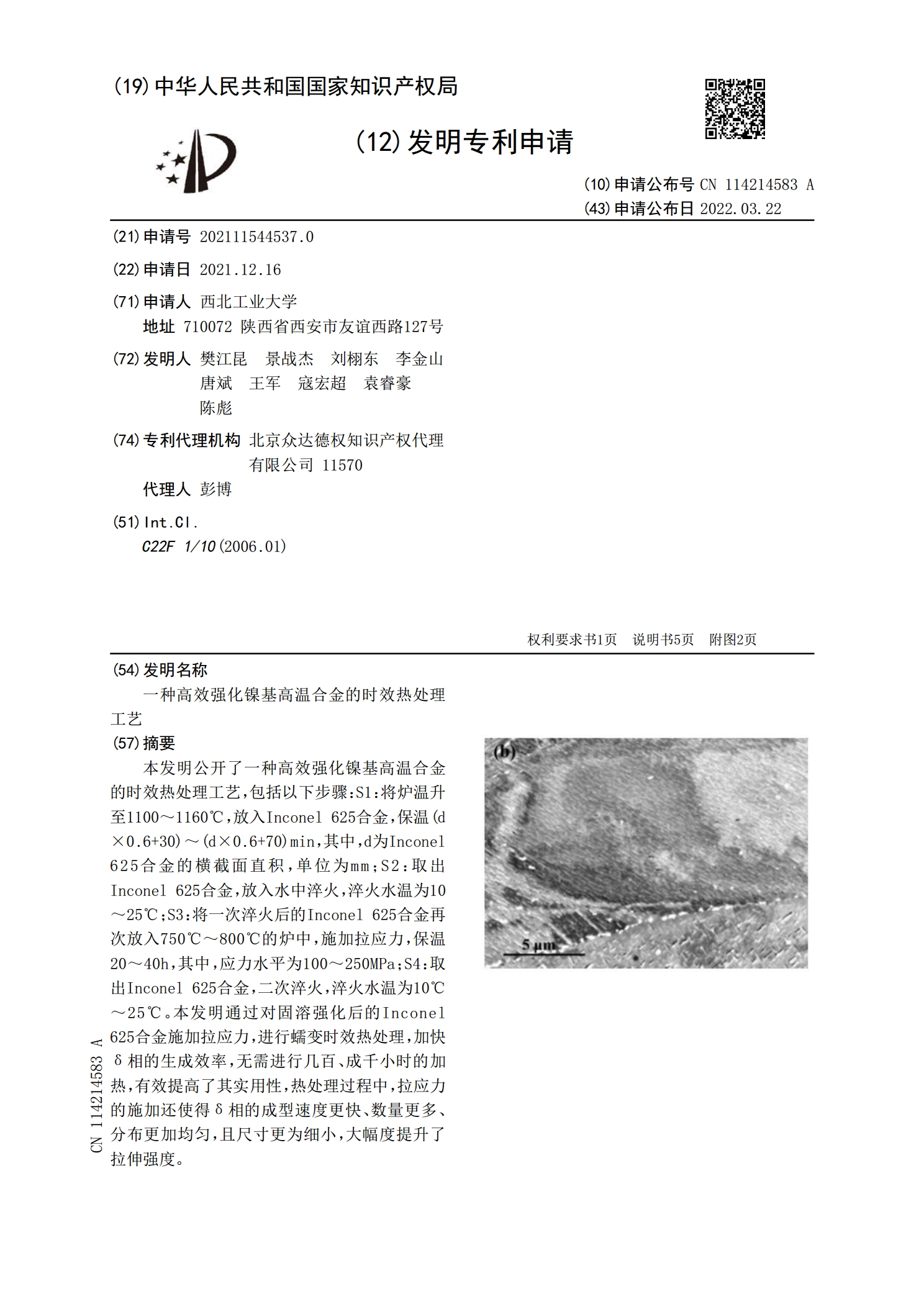
本发明公开了一种高效强化镍基高温合金的时效热处理工艺,包括以下步骤:S1:将炉温升至1100~1160℃,放入Inconel625合金,保温(d×0.6+30)~(d×0.6+70)min,其中,d为Inconel625合金的横截面直积,单位为mm;S2:取出Inconel625合金,放入水中淬火,淬火水温为10~25℃;S3:将一次淬火后的Inconel625合金再次放入750℃~800℃的炉中,施加拉应力,保温20~40h,其中,应力水平为100~250MPa;S4:取出Inconel625
一种耐高温镍基合金加工工艺.pdf
一种耐高温镍基合金加工工艺,其加工工艺包括以下步骤:(1)选用新的面层耐火材料:由于Ni基合金具有较高的熔化温度,需要采用耐火性能较好的面层材料,确定选取刚玉粉或刚玉砂;(2)浇注前的炉料处理:提前将炉料装入炉中,温度控制在700±10℃范围,并保温4~5h;然后取出炉料,并直接送至中频炉熔炼;(3)熔炼浇注过程控制;(4)从Ni基合金开始熔炼至合金液出炉的整个过程,采用氩气吹气装置对电炉进行吹气,维持氩气吹气流量稳定。选取耐火性能较好的面层材料;在合金的中频炉熔炼与浇注过程中,采用氩气进行保护,同时可防
镍基高温合金的真空冶炼工艺.pdf
本发明涉及合金冶炼工艺,具体涉及一种镍基高温合金的真空冶炼工艺。所述的真空冶炼工艺是将占高温合金总含碳质量50%的石墨加入到真空炉坩埚内,置于坩埚最底部,向真空炉坩埚内加入除铝、钛、硼、锆、镍之外的高温合金中的所有元素进行冶炼;升温向坩埚内加入剩余的石墨,精炼,之后降温;向其中加入铝、钛,升温至铝、钛全部熔化;保持温度1410~1430℃,向其中加入镍硼合金、锆,升温至镍硼合金、锆全部熔化,得到金属熔液;降温,冷冻金属熔液,升温,进行出钢浇注。本发明能够提高高温合金的持久性能和室温拉伸性能,进一步纯净金属