
一种棒料自动加载装置的加载方法及棒料自动加载装置.pdf

书生****专家

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种棒料自动加载装置的加载方法及棒料自动加载装置.pdf
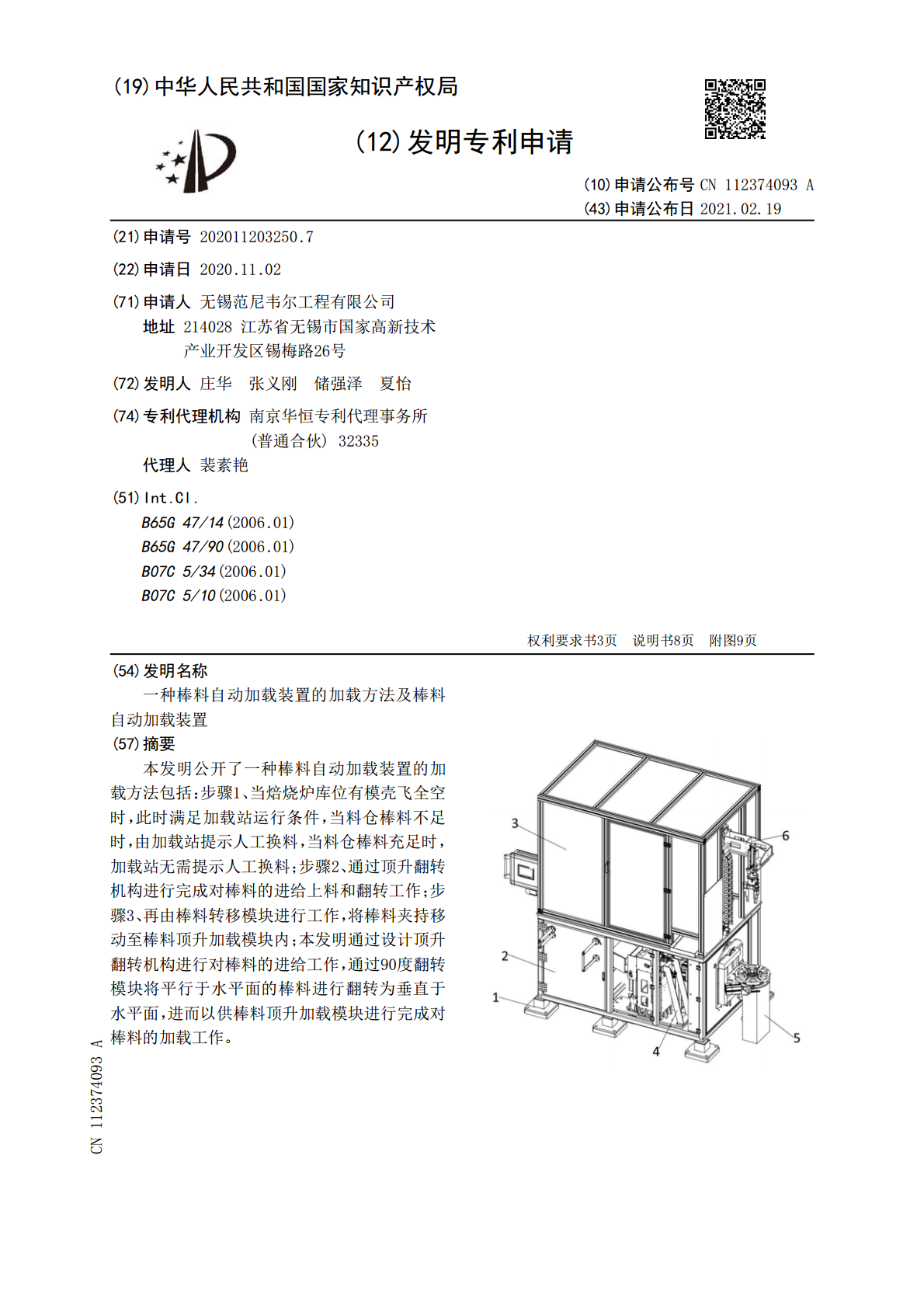
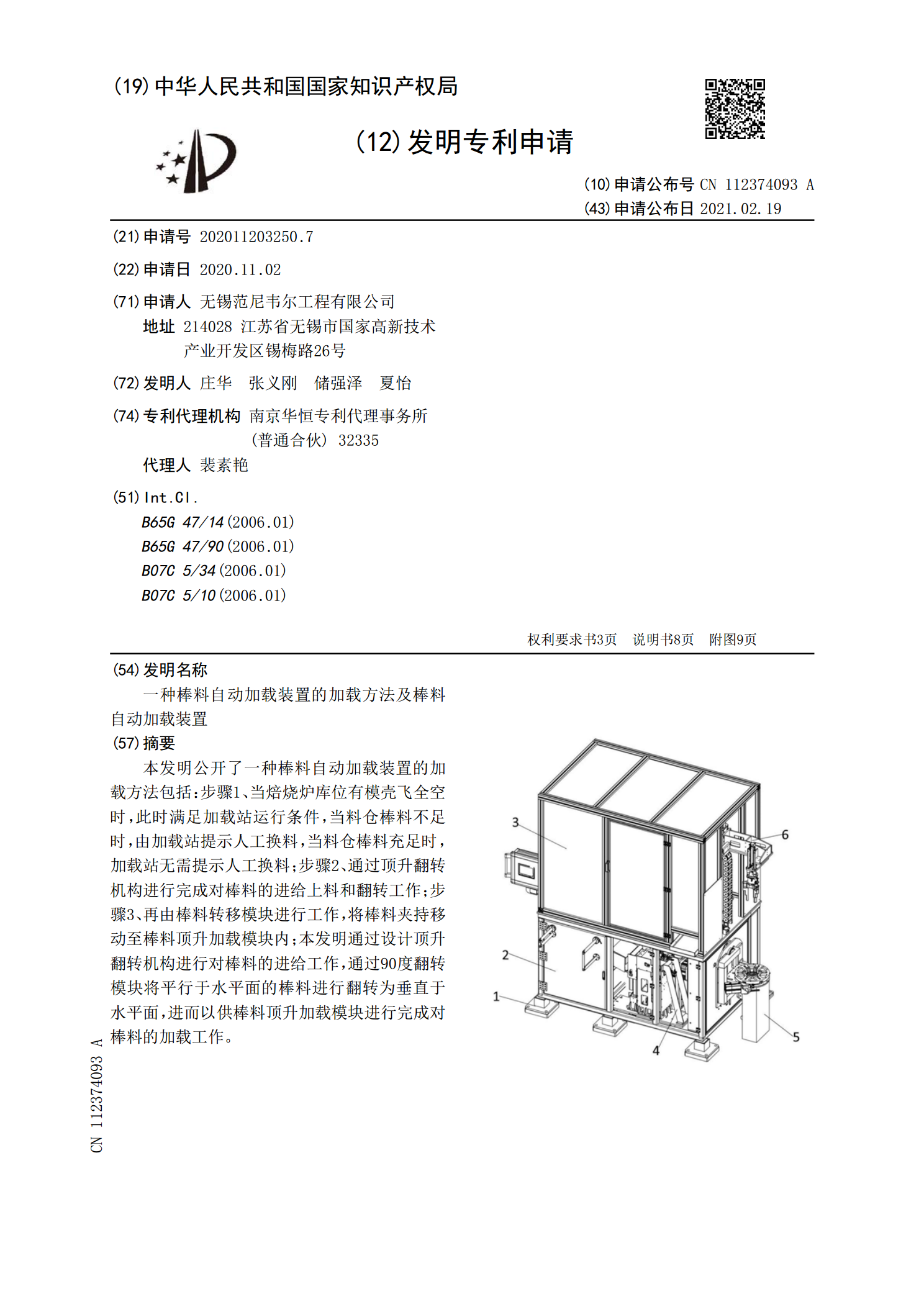
本发明公开了一种棒料自动加载装置的加载方法包括:步骤1、当焙烧炉库位有模壳飞全空时,此时满足加载站运行条件,当料仓棒料不足时,由加载站提示人工换料,当料仓棒料充足时,加载站无需提示人工换料;步骤2、通过顶升翻转机构进行完成对棒料的进给上料和翻转工作;步骤3、再由棒料转移模块进行工作,将棒料夹持移动至棒料顶升加载模块内;本发明通过设计顶升翻转机构进行对棒料的进给工作,通过90度翻转模块将平行于水平面的棒料进行翻转为垂直于水平面,进而以供棒料顶升加载模块进行完成对棒料的加载工作。
反应杯自动加载装置及加载方法.pdf
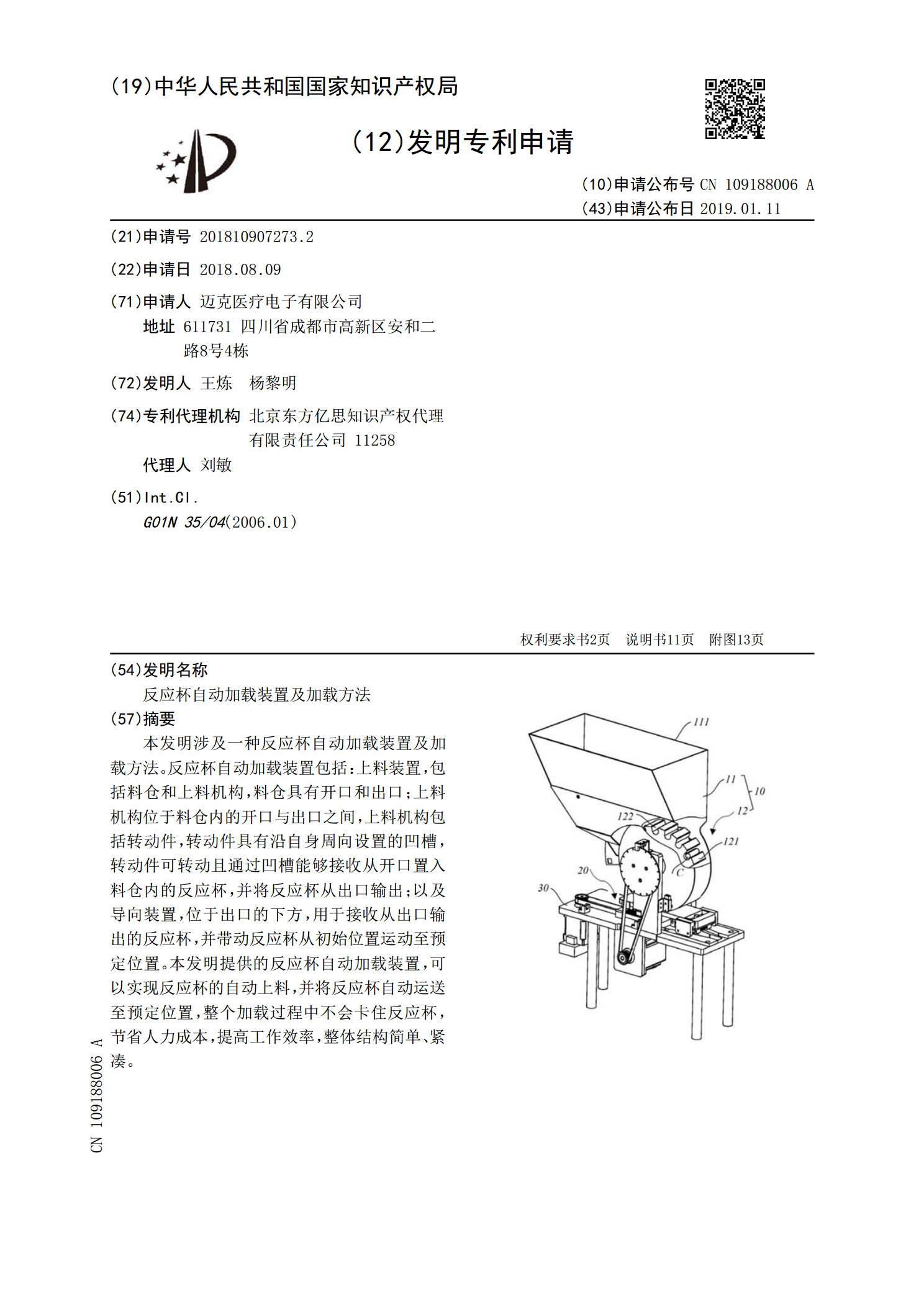
本发明涉及一种反应杯自动加载装置及加载方法。反应杯自动加载装置包括:上料装置,包括料仓和上料机构,料仓具有开口和出口;上料机构位于料仓内的开口与出口之间,上料机构包括转动件,转动件具有沿自身周向设置的凹槽,转动件可转动且通过凹槽能够接收从开口置入料仓内的反应杯,并将反应杯从出口输出;以及导向装置,位于出口的下方,用于接收从出口输出的反应杯,并带动反应杯从初始位置运动至预定位置。本发明提供的反应杯自动加载装置,可以实现反应杯的自动上料,并将反应杯自动运送至预定位置,整个加载过程中不会卡住反应杯,节省人力成本

一种自动加载扭矩装置.pdf
本文涉及一种高分子复合材料齿轮自动加载扭矩装置,其结构包括传动系统和加载系统。传动系统包括电机,电机一端与带轮连接,电机输出的动力经带轮传到陪试齿轮箱,陪试齿轮箱与传动轴连接,陪试齿轮箱输出的动力通过传动轴传到试验齿轮。加载系统包括加载离合器,枢轴箱,枢轴箱的一端连接着丝杠电机,丝杠电机通过弹性联轴器与丝杠相连,丝杠上端连接着砝码盘,砝码盘中放有砝码。本设计结构简单、可靠、操作方便,可实现对试验齿轮自动加载扭矩,节省加载时间,提高了试验效率。
一种自动加载变速器及自动加载变速方法.pdf
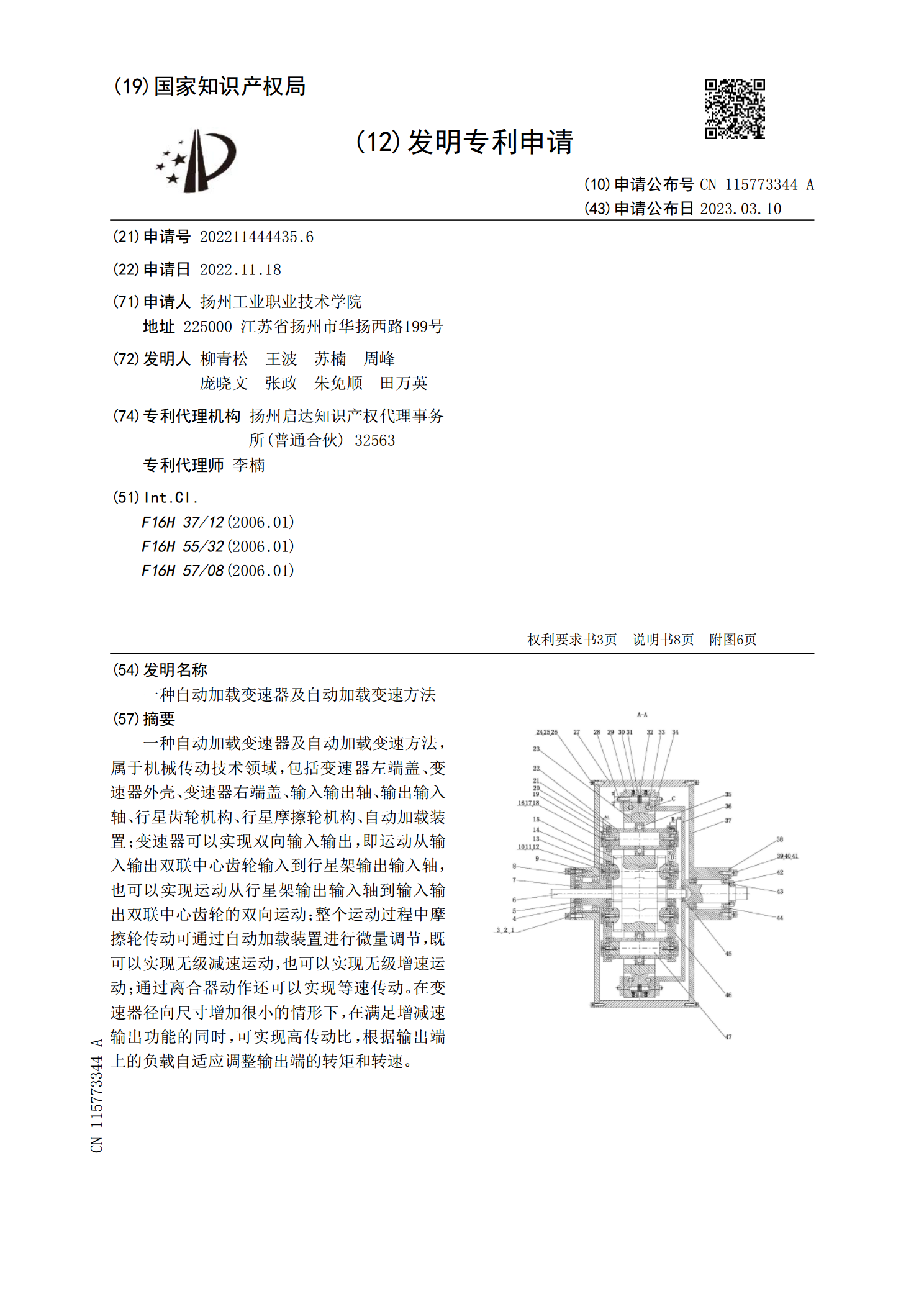
一种自动加载变速器及自动加载变速方法,属于机械传动技术领域,包括变速器左端盖、变速器外壳、变速器右端盖、输入输出轴、输出输入轴、行星齿轮机构、行星摩擦轮机构、自动加载装置;变速器可以实现双向输入输出,即运动从输入输出双联中心齿轮输入到行星架输出输入轴,也可以实现运动从行星架输出输入轴到输入输出双联中心齿轮的双向运动;整个运动过程中摩擦轮传动可通过自动加载装置进行微量调节,既可以实现无级减速运动,也可以实现无级增速运动;通过离合器动作还可以实现等速传动。在变速器径向尺寸增加很小的情形下,在满足增减速输出功能
一种试纸条自动加载装置.pdf
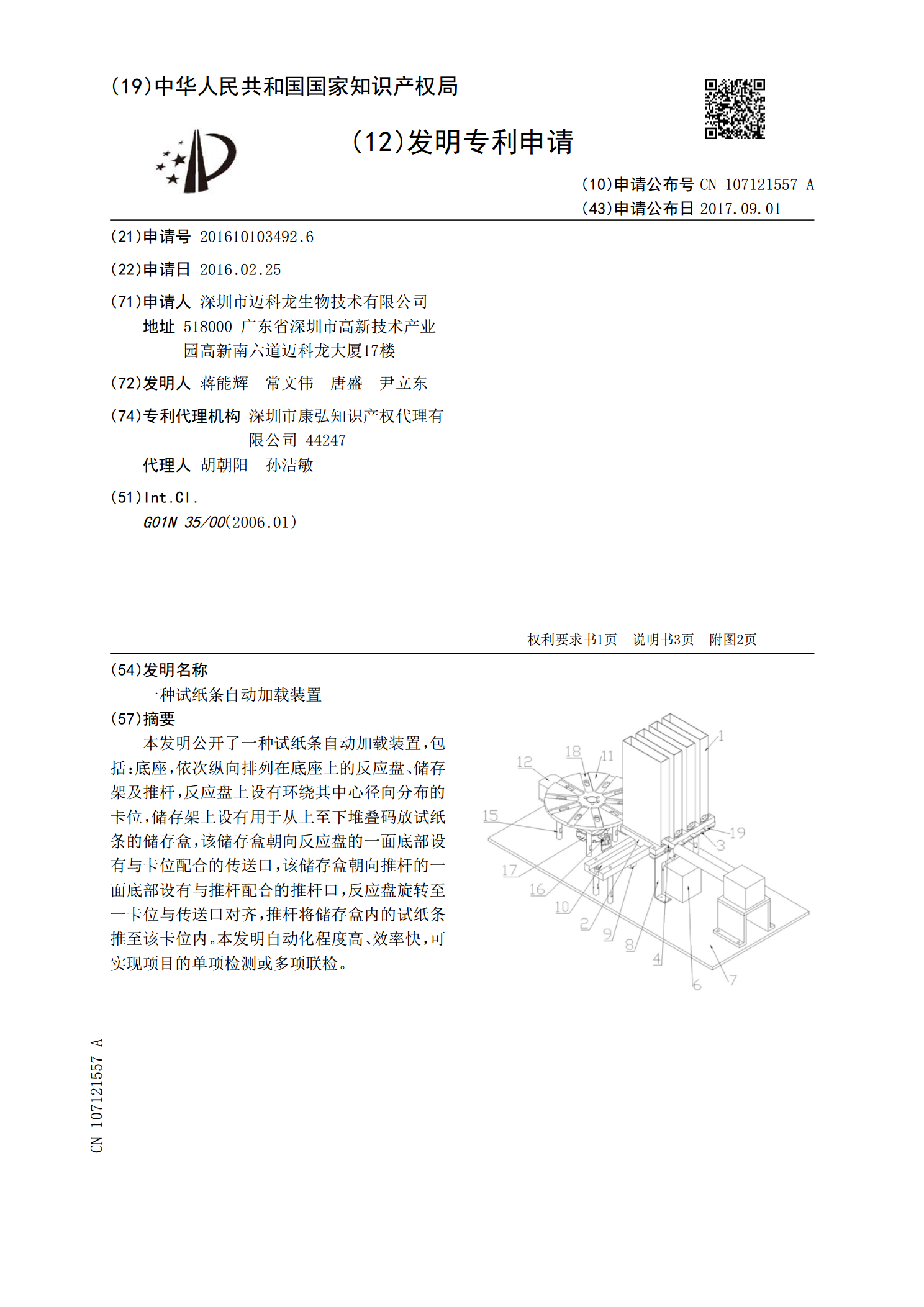
本发明公开了一种试纸条自动加载装置,包括:底座,依次纵向排列在底座上的反应盘、储存架及推杆,反应盘上设有环绕其中心径向分布的卡位,储存架上设有用于从上至下堆叠码放试纸条的储存盒,该储存盒朝向反应盘的一面底部设有与卡位配合的传送口,该储存盒朝向推杆的一面底部设有与推杆配合的推杆口,反应盘旋转至一卡位与传送口对齐,推杆将储存盒内的试纸条推至该卡位内。本发明自动化程度高、效率快,可实现项目的单项检测或多项联检。