
2060MPa级桥梁缆索钢丝用热处理盘条及生产方法.pdf

是你****嘉嘉


1/8
2/8
3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
2060MPa级桥梁缆索钢丝用热处理盘条及生产方法.pdf
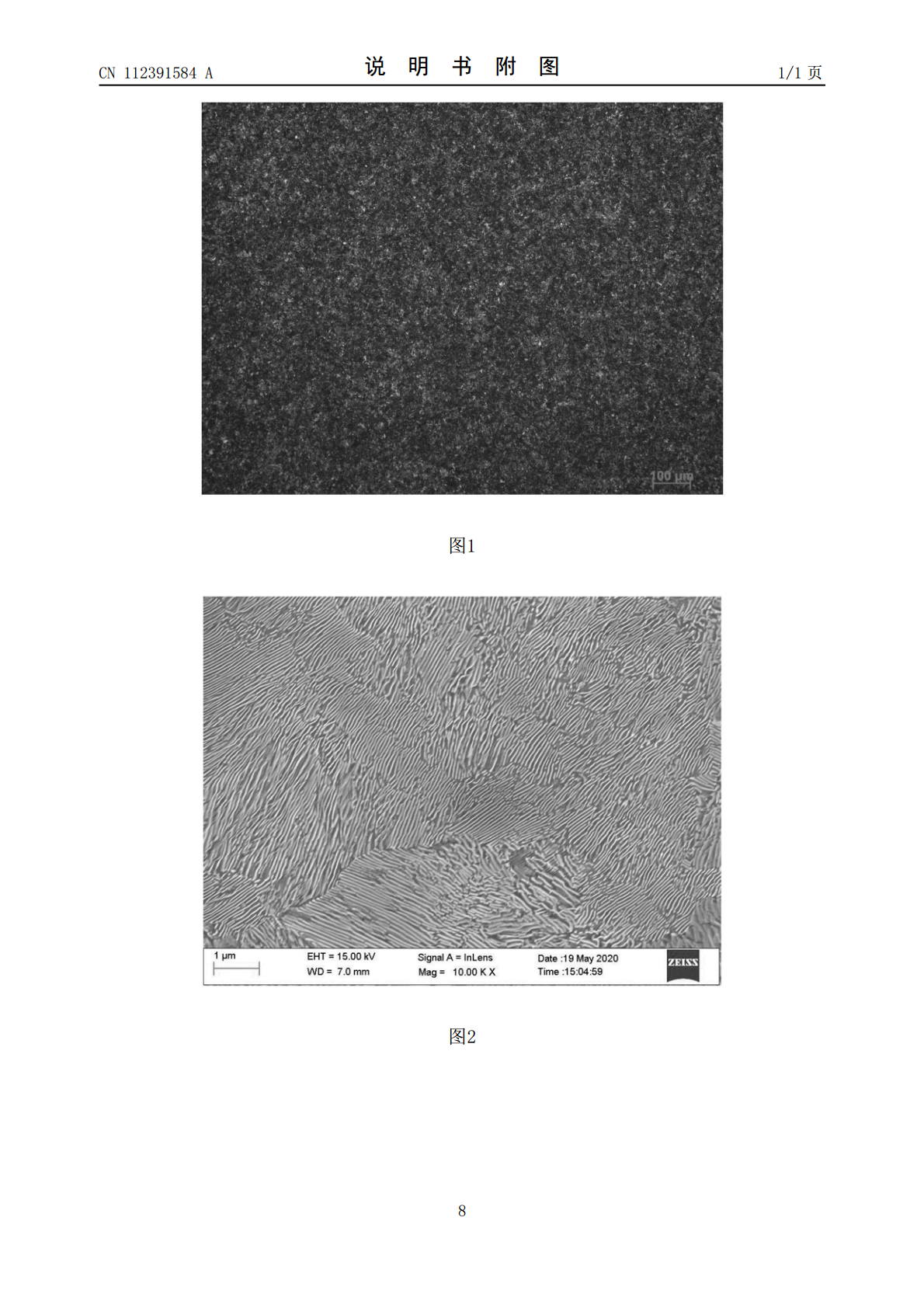
本发明提出一种2060MPa级桥梁缆索钢丝用热处理盘条及其生产方法,其成分的重量百分含量为:C0.87~1.00%、Si0.65~1.30%、Mn0.40~0.90%、Cr0.10~0.60%、V0.01~0.08%、P≤0.015%、S≤0.010%、Al0.01~0.07%,以及余量的Fe和不可避免的杂质;本发明通过成分的特殊设计,并通过转炉吹炼‑精炼‑连铸‑铸坯修磨‑高速线材轧制及热处理工艺进行生产,所得盘条经拉拔、镀锌(铝镁)、稳定化处理后,镀锌(铝镁)钢丝成品强度≥2060MPa,扭

国产盘条生产桥梁缆索用镀锌钢丝的研究.docx
国产盘条生产桥梁缆索用镀锌钢丝的研究国产盘条生产桥梁缆索用镀锌钢丝的研究摘要:随着城市化的快速发展,桥梁作为城市的重要交通设施,承担着极其重要的作用。而桥梁缆索作为桥梁的关键组成部分之一,对桥梁的安全稳定起着至关重要的作用。本文以国产盘条生产桥梁缆索用镀锌钢丝为研究对象,综述了其在桥梁工程中的应用,深入分析了其性能特点及其对桥梁安全性的影响,并提出了进一步研究的方向。关键词:国产盘条;镀锌钢丝;桥梁缆索1.引言随着经济的持续发展和人民生活水平的提高,桥梁工程在城市建设中扮演着重要的角色。而桥梁缆索作为桥梁
一种低碳节能的≥2060Mpa级桥梁缆索用盘条的生产方法.pdf
本发明涉及一种低碳节能的≥2060Mpa级桥梁缆索用盘条的生产方法,本发明通过“高铬/中硅/无贵重合金”的成分设计,结合“KR预处理→BOF转炉→LF精炼→RH真空脱气→小方坯连铸→钢坯精整→钢坯加热→控轧→新型DP控冷(风冷+雾冷)”的工艺流程,无需经大方坯开坯,水浴、盐浴、铅浴等热处理。仍可以获得高索氏体化率、细渗碳体片层间距及低网碳级别的显微组织,最终制备钢丝的抗拉强度≥2060Mpa,扭转指标≥30次,缠绕≥8次,满足国家大跨度、超高强度桥梁工程用缆索的建设要求。该工艺成功替代两火成材、离线热处理
1670MPa级桥梁缆索镀锌钢丝用盘条及其制备方法.pdf
本发明涉及一种1670MPa级桥梁缆索镀锌钢丝用盘条及制备方法。该盘条包括如下组分(wt%):基本组分C?0.79-0.84%、Si?0.15-1.25%、Mn?0.60-0.90%、Cr?0.15-0.25%和V?0.04-0.15%;可选组分Al?0.001-0.10%、B?0.0005-0.0015%、Ti?0.01-0.05%、Nb?0.01-0.03%和Mo?0.01-0.03%中的任意一种或二种以上;以及Fe和杂质元素。该制备方法包括电炉熔炼、LF精炼、小方坯连铸、高线轧制与使用斯太尔摩控冷工
2000MPa级以上大桥缆索镀锌钢丝用热轧盘条及生产方法.pdf
本发明涉及一种2000MPa级以上大桥缆索镀锌钢丝用热轧盘条,该产品的化学成分按重量百分比计为:C:0.90‑1.10%,Si:0.20‑0.60%,Mn:0.30‑0.90%,P≤0.010%,S≤0.005%,Cr:0.10‑0.40%,Al:0.010‑0.070%,V:0.02‑0.15%,Cu:≤0.05%,Ca:20‑40ppm,N:20‑90ppm,其它为Fe及不可避免的残余元素;盘条索氏体组织含量≥95%,抗拉强度通圈极差≤70MPa(均匀性),盘条经过拉拔、镀锌后,镀锌钢丝抗拉强度≥20