
自动焊焊接主蒸汽管道工艺.pdf

霞英****娘子


1/10
2/10
3/10

4/10
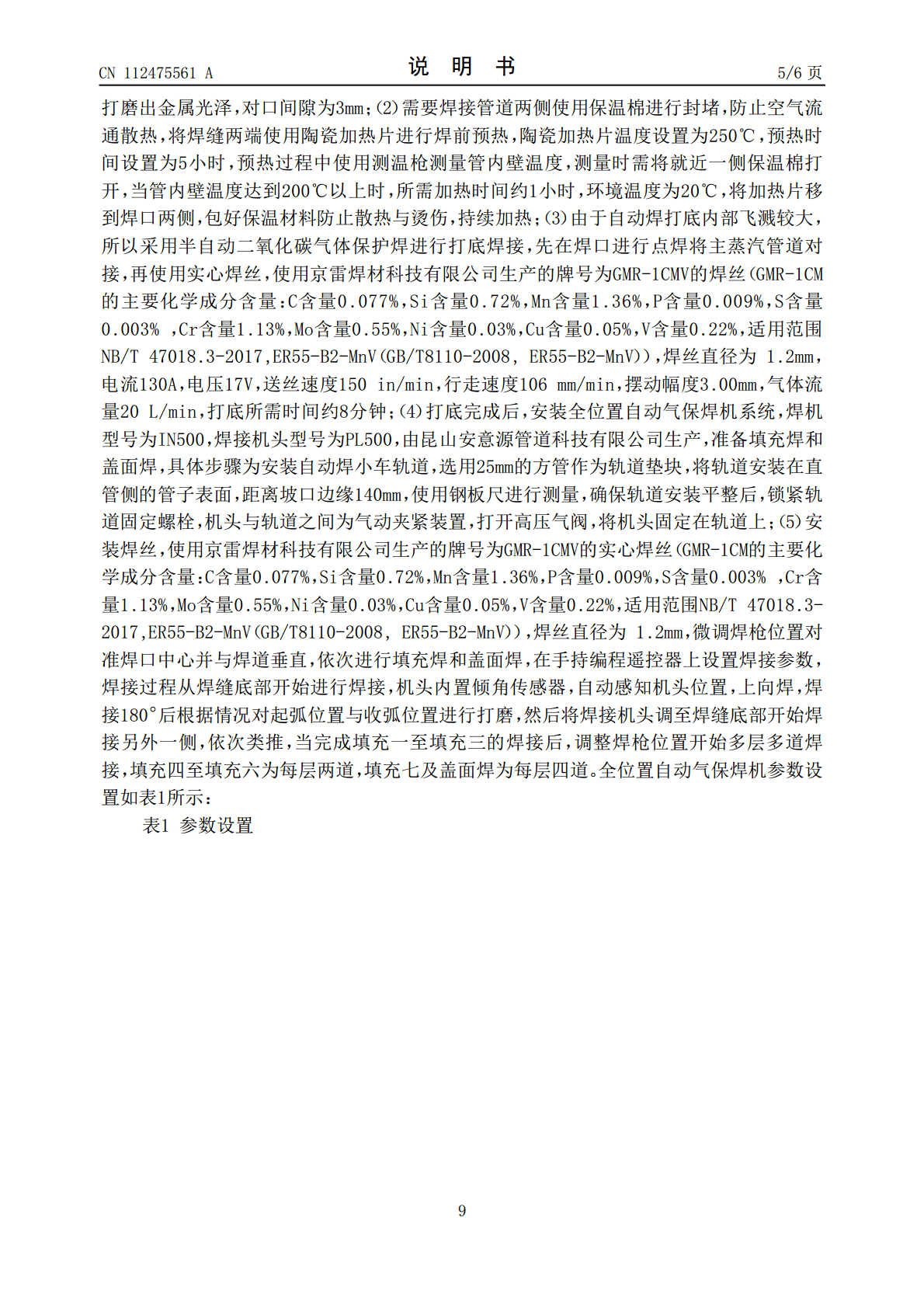
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
自动焊焊接主蒸汽管道工艺.pdf
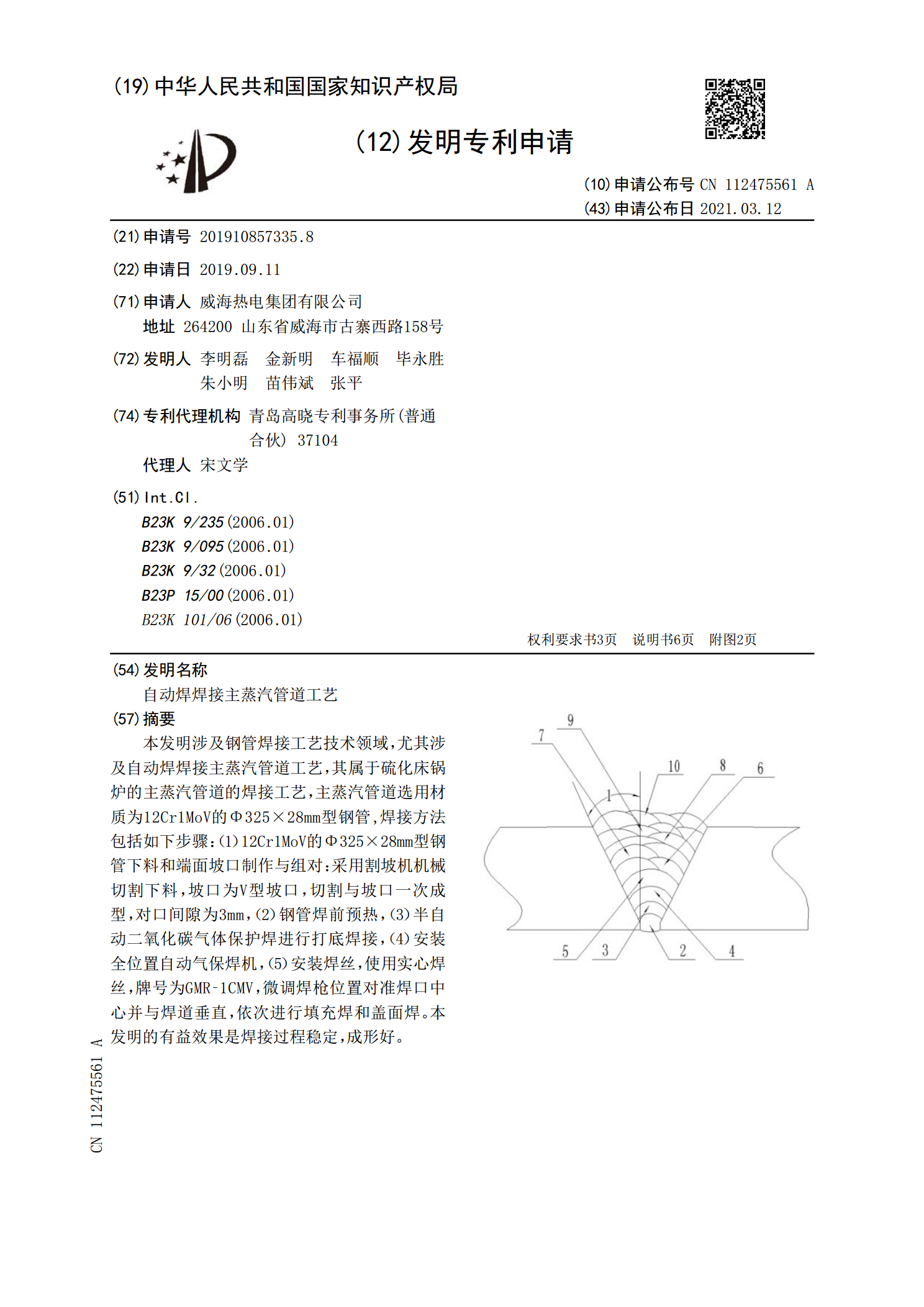
本发明涉及钢管焊接工艺技术领域,尤其涉及自动焊焊接主蒸汽管道工艺,其属于硫化床锅炉的主蒸汽管道的焊接工艺,主蒸汽管道选用材质为12Cr1MoV的Φ325×28mm型钢管,焊接方法包括如下步骤:(1)12Cr1MoV的Φ325×28mm型钢管下料和端面坡口制作与组对:采用割坡机机械切割下料,坡口为V型坡口,切割与坡口一次成型,对口间隙为3mm,(2)钢管焊前预热,(3)半自动二氧化碳气体保护焊进行打底焊接,(4)安装全位置自动气保焊机,(5)安装焊丝,使用实心焊丝,牌号为GMR‑1CMV,微调焊枪位置对准焊
主蒸汽管道焊接.pdf
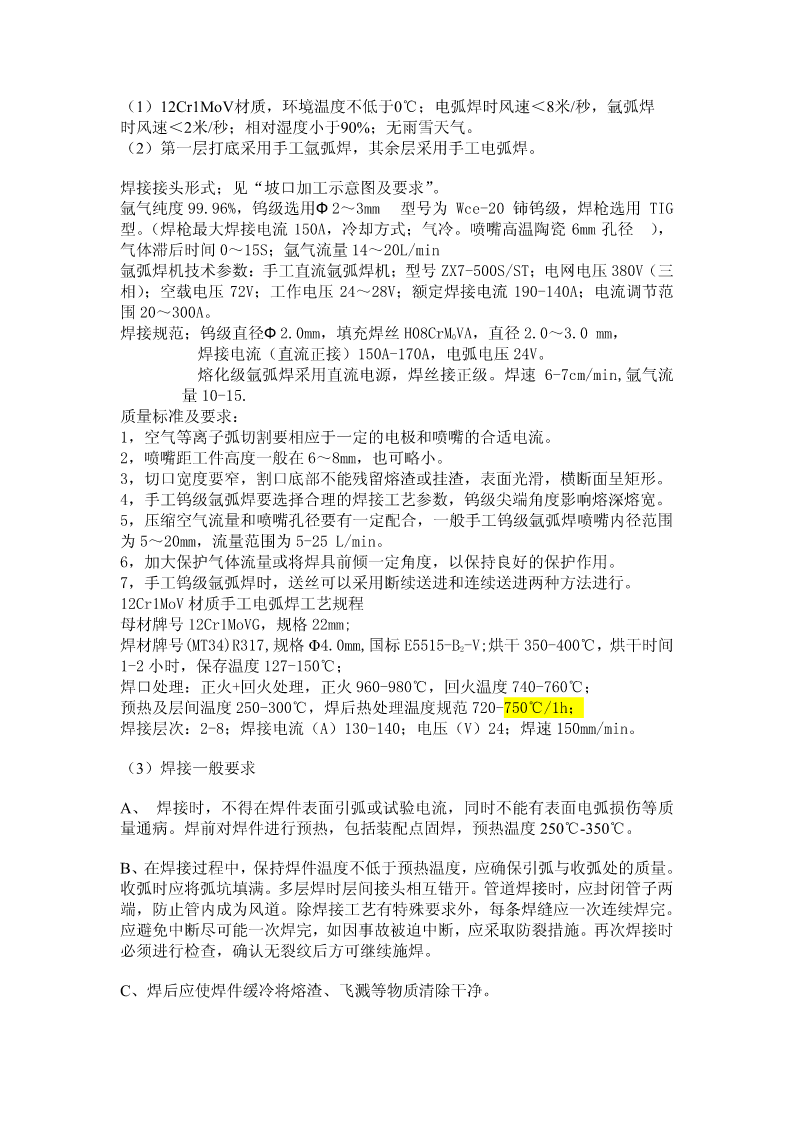
112Cr1MoV08/材质环境温度不低于℃电弧焊时风速米秒氩弧焊2/90%时风速米秒相对湿度小于无雨雪天气。2第一层打底采用手工氩弧焊其余层采用手工电弧焊。焊接接头形式见“坡口加工示意图及要求”。Ф氩气纯度钨级选用型号为铈钨级焊枪选用99.96%23mmWce-20TIG型。焊枪最大焊接电流冷却方式气冷。喷嘴高温陶瓷孔径150A6mm气体滞后时间氩气流量015S1420L/min氩弧焊机技术参数手工直流氩弧焊机型号电网电压三ZX7-500S/ST380V相空载电压工作电压额定焊接电流电流调节范72V24

压力管道自动焊焊接工艺导则.doc

压力管道自动焊焊接工艺导则.doc
主蒸汽管道焊接方案.pdf
--广汇新能源80万吨二甲醚项目开工锅炉房的安装工程主蒸汽管道焊接方案编制:翟华审批:郑志强批准:刘江新疆四方锅炉有限公司二零零八年十月一日----主蒸汽管道焊接方案:一、编制依据:1、《电力建设施工及验收技术规范》(火力发电厂焊接篇)DL5007—92。2、《锅炉压力容器压力管道焊工考试与管理规则》3、《焊接工艺评定》4、35t/h蒸汽锅炉施工组织设计5、焊接安全与卫生的有关规定二、管材种类及规格:1、本工程所使用的管材主要钢号如下:15CrMo2、需要焊接的主要管子的规格:Φ219×9Φ159×7Φ3