
一种阀套加工工艺.pdf

曦晨****22


1/7

2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种阀套加工工艺.pdf
本发明公开了一种阀套加工工艺,包括如下步骤:S1:选择符合规格的管材;S2:将步骤S1中的管材送到调质炉中进行调质处理,进而改善管材的硬度以及材质性能,让经过调质炉调质处理后的管材满足所要制得的阀套的硬度以及材质性能;S3:用矫直机对步骤S2中经过调质炉调质处理后的管材的直线度进行控制,让管材的直线度符合所要制得的阀套的要求;S4:将步骤S3中的管材固定安装在无心车床上。本发明中的阀套加工工艺和传统的阀套加工工艺相比,在本发明中,由于采购的是管材,同等重量情况下,提高了成材率同时,还降低的原材的成本;并且

滑阀式伺服阀阀套加工工艺.docx
滑阀式伺服阀阀套加工工艺标题:滑阀式伺服阀阀套加工工艺摘要:滑阀式伺服阀阀套是一种常见的关键元件,广泛应用于液压系统中。该论文主要针对滑阀式伺服阀阀套的加工工艺进行研究。首先,对滑阀式伺服阀阀套的结构和工作原理进行介绍。然后,从材料选取、工艺规划、加工工序、加工设备等方面,对滑阀式伺服阀阀套的加工工艺进行详细分析与探讨。最后,对滑阀式伺服阀阀套加工工艺存在的问题进行总结,并提出相应的改进措施。关键词:滑阀式伺服阀阀套;加工工艺;材料选取;工艺规划;加工工序;加工设备;改进措施1.引言滑阀式伺服阀阀套是液压
一种阀板加工工艺.pdf
本发明公开了一种阀板加工工艺,包括:成型步骤:将粉末原料放入压机,压制成产品毛坯件;烧结步骤:将产品毛坯件送入烧结炉,将产品毛坯件烧结成半成品件;第一次水蒸汽处理步骤:将半成品件送入水蒸气处理炉中进行蒸汽处理;机加工步骤:通过加工设备对半成品件进行外形加工,得到待成型工件;第二次水蒸汽处理步骤:将待成型工件送入水蒸气处理炉中进行蒸汽处理;树脂浸渗步骤:将待成型工件装入盛具内,然后把盛具放入压力罐,压力罐内具有树脂浸渗剂,使得树脂浸渗剂渗入待成型工件的孔隙。通过进行第二次水蒸气处理,进一步提高气密性,然后树
一种阀类加工设备及其加工工艺.pdf
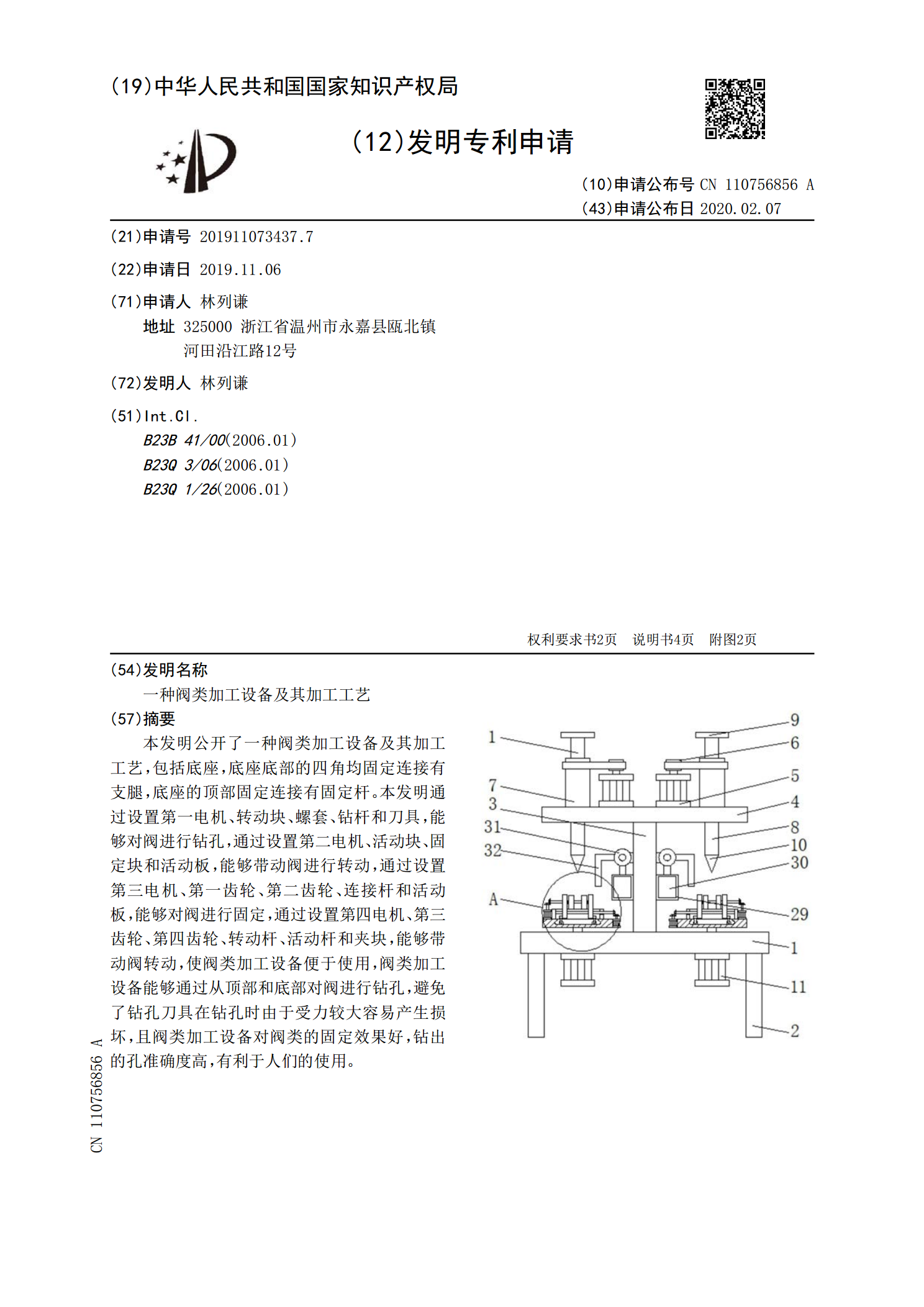
本发明公开了一种阀类加工设备及其加工工艺,包括底座,底座底部的四角均固定连接有支腿,底座的顶部固定连接有固定杆。本发明通过设置第一电机、转动块、螺套、钻杆和刀具,能够对阀进行钻孔,通过设置第二电机、活动块、固定块和活动板,能够带动阀进行转动,通过设置第三电机、第一齿轮、第二齿轮、连接杆和活动板,能够对阀进行固定,通过设置第四电机、第三齿轮、第四齿轮、转动杆、活动杆和夹块,能够带动阀转动,使阀类加工设备便于使用,阀类加工设备能够通过从顶部和底部对阀进行钻孔,避免了钻孔刀具在钻孔时由于受力较大容易产生损坏,且

一种阀球阀座的加工工艺.pdf
本发明涉及一种阀球阀座的加工工艺,其中阀座加工过程中的步骤S1至步骤S10分别有落料、车毛胚、平磨、镗内孔、车外圆、倒角、剥阀线、研磨、密封检验、包装;所述阀球加工包括如下步骤:步骤a,落料:锯床设备切割棒材得到棒料;步骤b,锻造:将步骤a得到的棒料加热并锤击至圆料;步骤c,退火:将步骤b的圆料放入至退火炉内退火得到毛胚;步骤d,研磨淬火抛光。本发明的阀座和球阀配合使用时两者匹配度高,密封效果好,提升抽油效率,同时在工作时两者之间具有减阻防砂、减缓磨蚀、使用寿命高的优点。