
一种阀板加工工艺.pdf

婀娜****aj

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种阀板加工工艺.pdf
本发明公开了一种阀板加工工艺,包括:成型步骤:将粉末原料放入压机,压制成产品毛坯件;烧结步骤:将产品毛坯件送入烧结炉,将产品毛坯件烧结成半成品件;第一次水蒸汽处理步骤:将半成品件送入水蒸气处理炉中进行蒸汽处理;机加工步骤:通过加工设备对半成品件进行外形加工,得到待成型工件;第二次水蒸汽处理步骤:将待成型工件送入水蒸气处理炉中进行蒸汽处理;树脂浸渗步骤:将待成型工件装入盛具内,然后把盛具放入压力罐,压力罐内具有树脂浸渗剂,使得树脂浸渗剂渗入待成型工件的孔隙。通过进行第二次水蒸气处理,进一步提高气密性,然后树
一种阀套加工工艺.pdf
本发明公开了一种阀套加工工艺,包括如下步骤:S1:选择符合规格的管材;S2:将步骤S1中的管材送到调质炉中进行调质处理,进而改善管材的硬度以及材质性能,让经过调质炉调质处理后的管材满足所要制得的阀套的硬度以及材质性能;S3:用矫直机对步骤S2中经过调质炉调质处理后的管材的直线度进行控制,让管材的直线度符合所要制得的阀套的要求;S4:将步骤S3中的管材固定安装在无心车床上。本发明中的阀套加工工艺和传统的阀套加工工艺相比,在本发明中,由于采购的是管材,同等重量情况下,提高了成材率同时,还降低的原材的成本;并且
一种阀类加工设备及其加工工艺.pdf
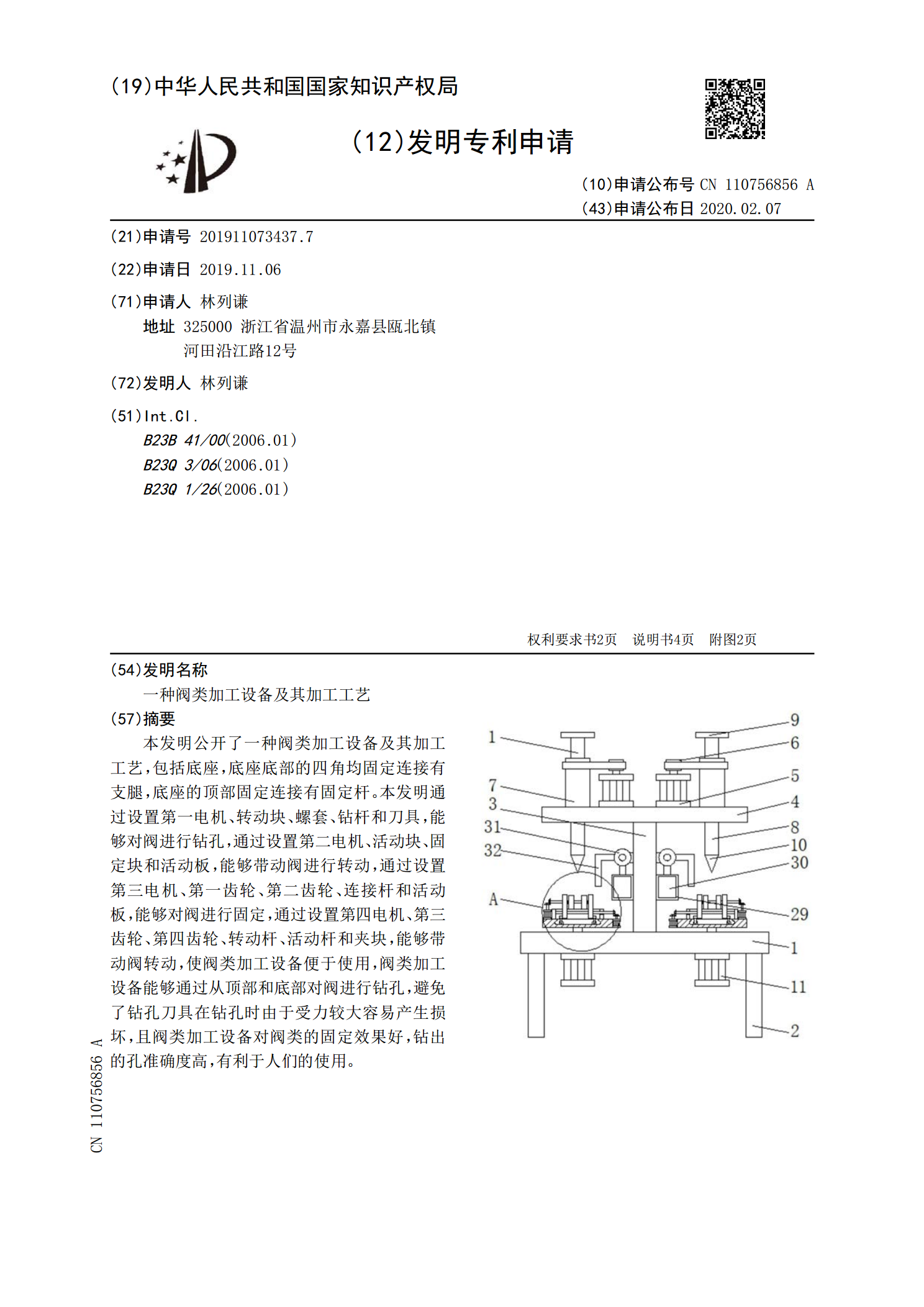
本发明公开了一种阀类加工设备及其加工工艺,包括底座,底座底部的四角均固定连接有支腿,底座的顶部固定连接有固定杆。本发明通过设置第一电机、转动块、螺套、钻杆和刀具,能够对阀进行钻孔,通过设置第二电机、活动块、固定块和活动板,能够带动阀进行转动,通过设置第三电机、第一齿轮、第二齿轮、连接杆和活动板,能够对阀进行固定,通过设置第四电机、第三齿轮、第四齿轮、转动杆、活动杆和夹块,能够带动阀转动,使阀类加工设备便于使用,阀类加工设备能够通过从顶部和底部对阀进行钻孔,避免了钻孔刀具在钻孔时由于受力较大容易产生损坏,且
一种EB炉设备插板阀阀板耐磨涂层及其喷涂工艺.pdf
一种EB炉设备插板阀阀板耐磨涂层及其喷涂工艺,所述耐磨涂层的各成份及其质量百分比为:Cr

一种防火阀阀板加工用的折弯装置.pdf
本发明涉及防火阀技术领域,具体为一种防火阀阀板加工用的折弯装置,包括工作台,所述工作台的下表面拐角处均固定连接有支撑腿,所述工作台的上表面设置有折弯机构,所述折弯机构包括型芯,所述型芯下表面通过设置升降机构与工作台相连接,所述型芯外表面设置有吸附机构,所述工作台上表面靠近型芯后侧的位置处设置有四块折弯板,所述折弯板与型芯之间留有间隙,且位于左侧的所述折弯板与工作台上表面固定连接,相邻两块所述折弯板之间均通过转轴转动连接,本发明通过设置折弯机构,一次成型,无需对防火阀外框板进行剪切,加工成本低且加工效率高;