
一种阀球阀座的加工工艺.pdf

一吃****书竹

1/8
2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种阀球阀座的加工工艺.pdf
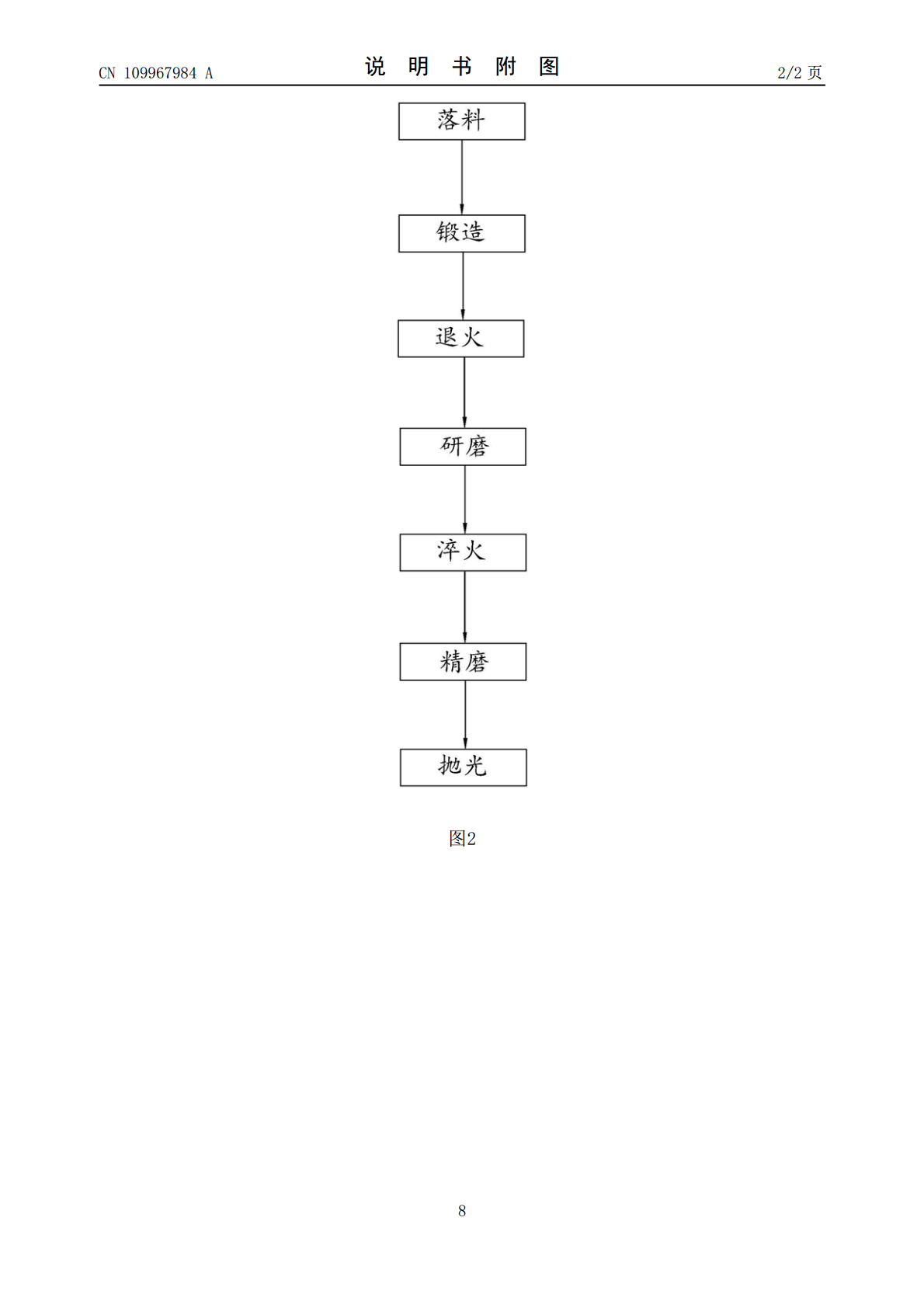
本发明涉及一种阀球阀座的加工工艺,其中阀座加工过程中的步骤S1至步骤S10分别有落料、车毛胚、平磨、镗内孔、车外圆、倒角、剥阀线、研磨、密封检验、包装;所述阀球加工包括如下步骤:步骤a,落料:锯床设备切割棒材得到棒料;步骤b,锻造:将步骤a得到的棒料加热并锤击至圆料;步骤c,退火:将步骤b的圆料放入至退火炉内退火得到毛胚;步骤d,研磨淬火抛光。本发明的阀座和球阀配合使用时两者匹配度高,密封效果好,提升抽油效率,同时在工作时两者之间具有减阻防砂、减缓磨蚀、使用寿命高的优点。
一种阀座的加工工艺.pdf
本发明公开一种阀座的加工工艺,包括如下步骤:(1)下坯料(2)坯料加热至1150~1250℃(3)加热完成后对坯料进行热锻冲孔(4)坯料送入箱式炉中进行正火处理(5)将坯料送至车床粗车(6)粗车后将坯料送至数控车床精车并刻字(7)精车后对坯料进行渗碳、淬火处理(8)坯料表面渗碳后送入抛光机抛光(9)在抛光机上精磨坯料外径(10)清洗坯料,套密封圈,完成阀座成品加工。本发明加工的阀座精度高,密封性好,并且通过热锻、正火、渗碳、淬火等多步骤,提升了阀座表面和阀芯的强度,大幅度提高了阀座的屈服强度,在用于柱塞泵

高压气体电磁阀PEEK阀座加工工艺研究.docx
高压气体电磁阀PEEK阀座加工工艺研究高压气体电磁阀在工业控制系统中起着至关重要的作用。其基本构造包括电磁激磁线圈、阀芯、阀体和阀座等组成部件。其中,阀座作为阀芯的固定部件,具有密封性能和耐压能力等重要特征。本论文旨在研究高压气体电磁阀PEEK阀座的加工工艺。一、高压气体电磁阀PEEK阀座的材料特性PEEK(聚醚醚酮)是一种具有优异性能的高性能工程聚合物材料,具有耐高温、耐磨、耐腐蚀等特点。在高压气体电磁阀的应用中,PEEK材料能够承受高压环境下的工作条件,并保持良好的尺寸稳定性和密封性能。二、高压气体电

阀座加工的工艺分析.docx
阀座加工的工艺分析标题:阀座加工的工艺分析摘要:阀座是发动机中重要的零部件之一,其作用是固定气门和密封气门孔,保证气门的正常工作。本论文通过对阀座加工的工艺进行深入分析,探讨了阀座精加工的方法和技术,并提出了相应的优化措施,以提高阀座的加工质量和效率。引言:阀座作为发动机中的关键零部件之一,直接影响到发动机的性能和寿命,因此其加工质量的高低对发动机的工作效果具有重要影响。传统的阀座加工工艺主要采用铸造和车削等方法,但存在制造精度低、加工效率低等问题。随着科学技术的不断进步,现代阀座加工工艺也得到了快速发展
一种阀座及使用该阀座的气瓶阀.pdf
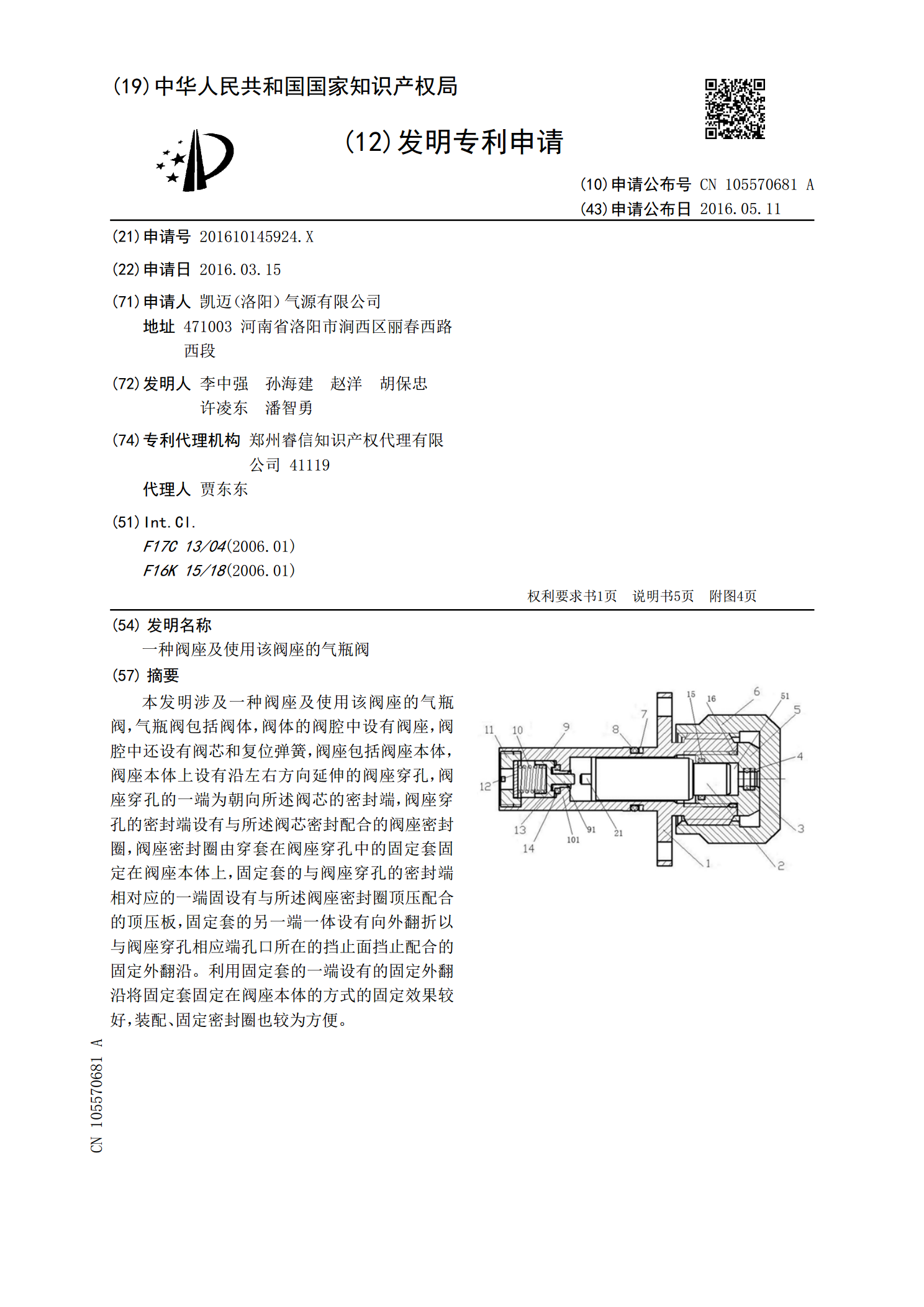
本发明涉及一种阀座及使用该阀座的气瓶阀,气瓶阀包括阀体,阀体的阀腔中设有阀座,阀腔中还设有阀芯和复位弹簧,阀座包括阀座本体,阀座本体上设有沿左右方向延伸的阀座穿孔,阀座穿孔的一端为朝向所述阀芯的密封端,阀座穿孔的密封端设有与所述阀芯密封配合的阀座密封圈,阀座密封圈由穿套在阀座穿孔中的固定套固定在阀座本体上,固定套的与阀座穿孔的密封端相对应的一端固设有与所述阀座密封圈顶压配合的顶压板,固定套的另一端一体设有向外翻折以与阀座穿孔相应端孔口所在的挡止面挡止配合的固定外翻沿。利用固定套的一端设有的固定外翻沿将固定