
钛合金复杂模锻件多向锻造成形方法.pdf

悠柔****找我


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钛合金复杂模锻件多向锻造成形方法.pdf
本发明公开了一种钛合金复杂模锻件多向锻造成形方法,其特征在于,采用多向锻造装置对钛合金复杂模锻件进行成形,使锻件垂直方向与水平方向同时变形,确保金属材料充分朝多个方向流动,使晶粒内部相互交错,破碎后,能够充分进行回复再结晶,从而达到细化晶粒,提高组织性能的目的。该方法适用于钛合金复杂模锻件多向锻造成形。
一种控制锻件质量的多向锻造低温成形的方法.pdf
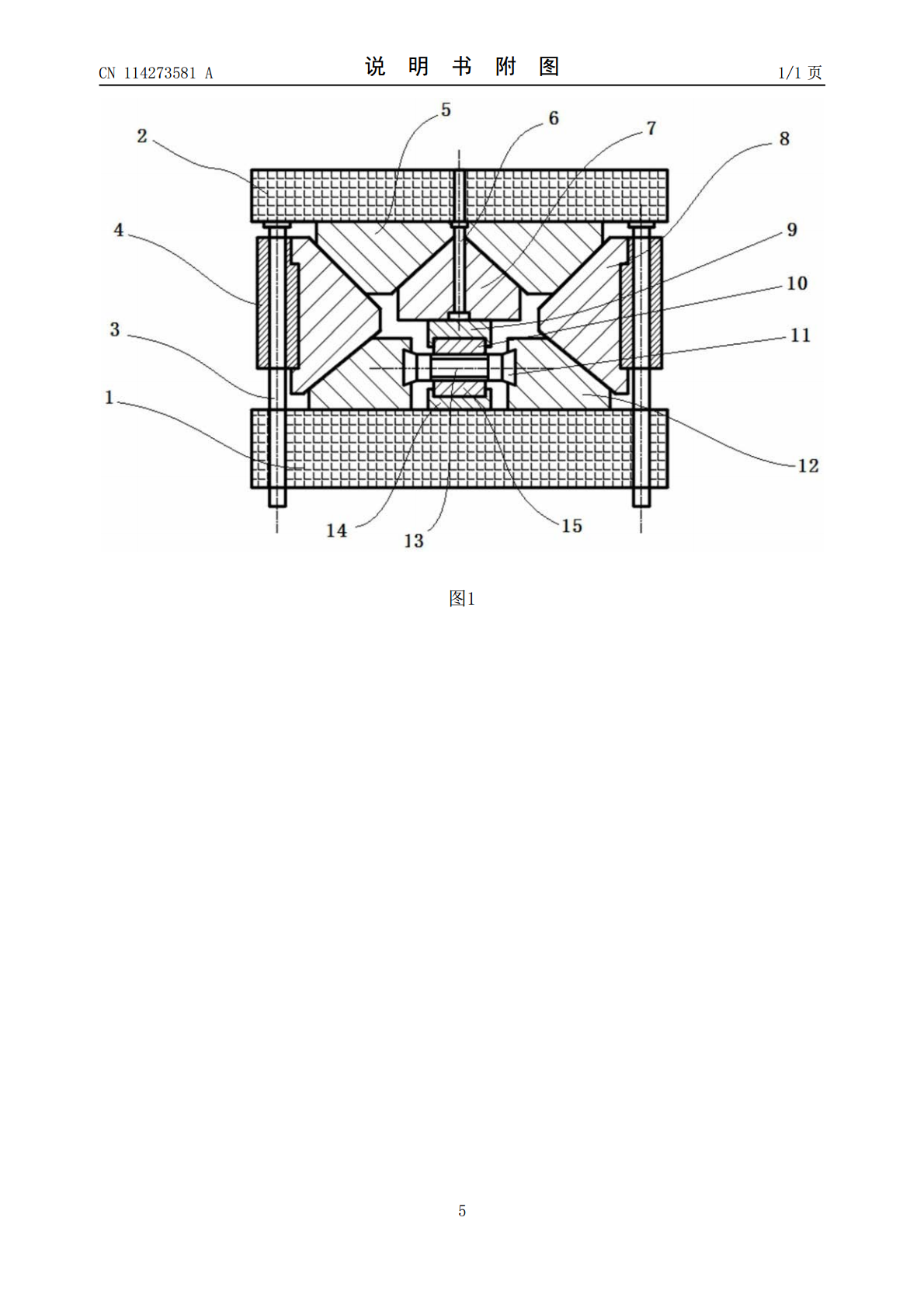
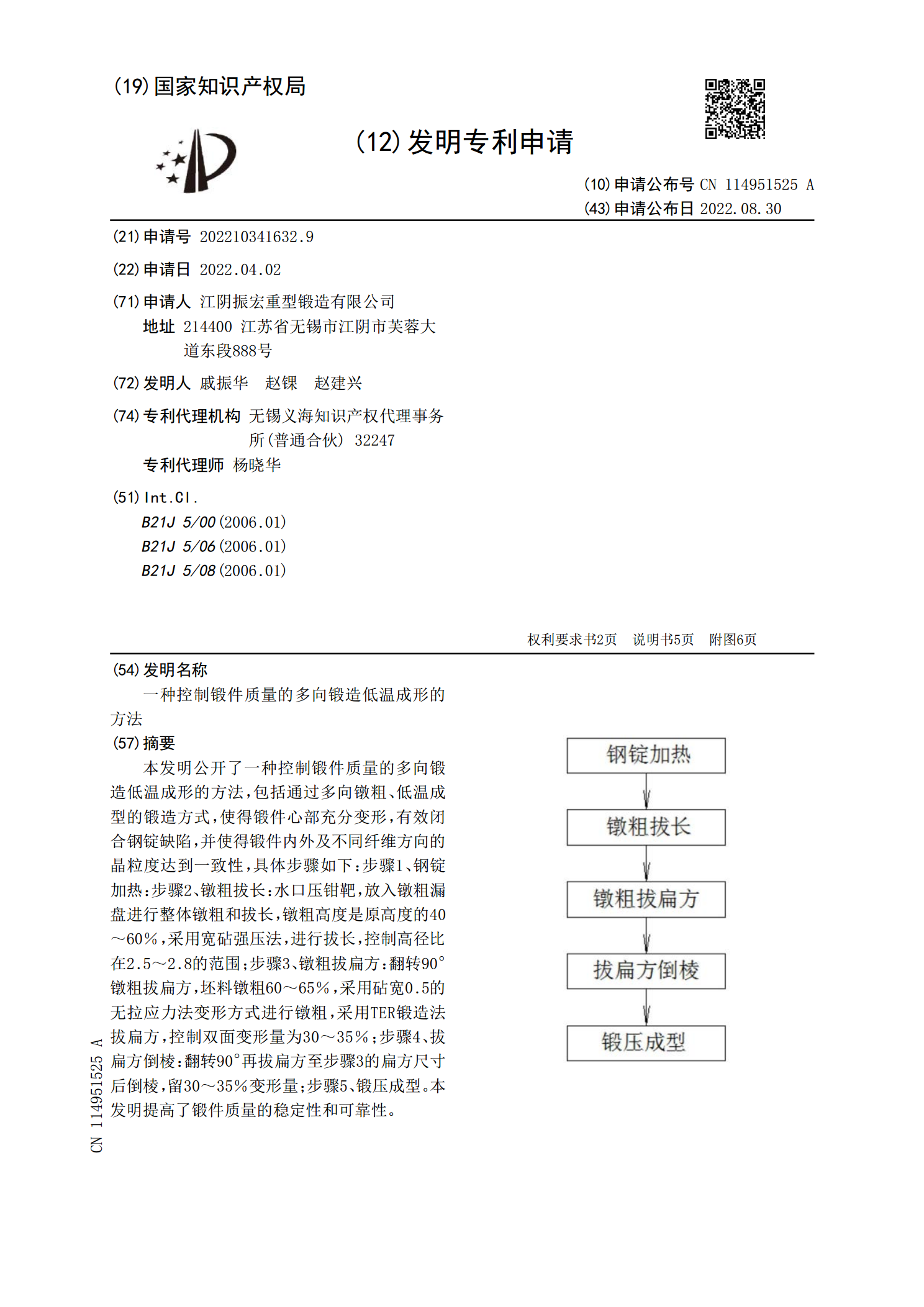
本发明公开了一种控制锻件质量的多向锻造低温成形的方法,包括通过多向镦粗、低温成型的锻造方式,使得锻件心部充分变形,有效闭合钢锭缺陷,并使得锻件内外及不同纤维方向的晶粒度达到一致性,具体步骤如下:步骤1、钢锭加热:步骤2、镦粗拔长:水口压钳靶,放入镦粗漏盘进行整体镦粗和拔长,镦粗高度是原高度的40~60%,采用宽砧强压法,进行拔长,控制高径比在2.5~2.8的范围;步骤3、镦粗拔扁方:翻转90°镦粗拔扁方,坯料镦粗60~65%,采用砧宽0.5的无拉应力法变形方式进行镦粗,采用TER锻造法拔扁方,控制双面变形

法兰球阀锻件的锻造成形模具及成形方法.pdf
本发明涉及锻造,具体是一种法兰球阀锻件的锻造成形模具及成形方法。包括上模,与上模配合的下模,上模设有预锻上模具体和终锻上模具体,下模设有预锻下模具体和终锻下模具体,预锻上模具体和预锻下模具体配合,终锻上模具体与终锻下模具体配合;预锻上模具体的下表面设有环形的凹槽结构,预锻下模具设有与该凹槽结构配合的环形凸出部,凸出部内设有竖直的盲孔;终锻上模具体设有横向的终锻上型腔,终锻下模具体设有与终锻上型腔配合的终锻下型腔,终锻下型腔的两侧分别设有水平的第一和第二冲头;下模设有预锻件顶出机构和终锻件顶出机构。本发明材

压机锻造钛合金锻件防变形控制方法.pdf
本发明公开了一种压机锻造钛合金锻件防变形控制方法,利用本发明可以解决钛合金锻件在锻造时产生的翘曲变形问题。本发明通过下述技术方案予以实现:当钛合金锻件完成锻造成形后,取出锻件;抬起上模,将隔热材料覆盖在接触锻件的上、下模具表面;锻件回炉重新加热至780℃‑820℃,保温20‑30min,再放入模具中保压3‑5min,使其温度降低至580℃‑630℃;最后抬起上模取出锻件。本发明在取出锻件的过程中,不会因为强度不够而发生弯曲变形,生产出的锻件具有良好外形。与现有操作方法相比,克服了取出锻件时锻件的弯曲变形问

复杂环形锻件特定金属流线的锻造成形工艺.pdf
本发明涉及一种复杂环形锻件特定金属流线的锻造成形工艺,包括如下步骤:下料-墩粗-制坯-冲连皮-辗扩,其特征在于:所述的下料步骤要求为下料的端面垂直度≤1.5°,料段端面无马蹄形;辗扩前环坯设计遵循的原则是等厚、等重原则和仿形原则;所述的辗扩步骤为采用辗扩成形工艺,辗扩成形模具结构即辗压轮、芯轴设计应根据锻件止口结构进行径向分层设计,即辗压轮型腔形状与锻件结构的外圆部分相匹配,芯轴设计包含止口锻件部分,从而在辗压轮与芯轴间形成闭合型腔。制得的锻件满足近似椭圆环状的金属流线要求。