
一种基于快速传热的泡沫铝夹芯板表面黑化发泡方法.pdf

雨巷****碧易

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于快速传热的泡沫铝夹芯板表面黑化发泡方法.pdf
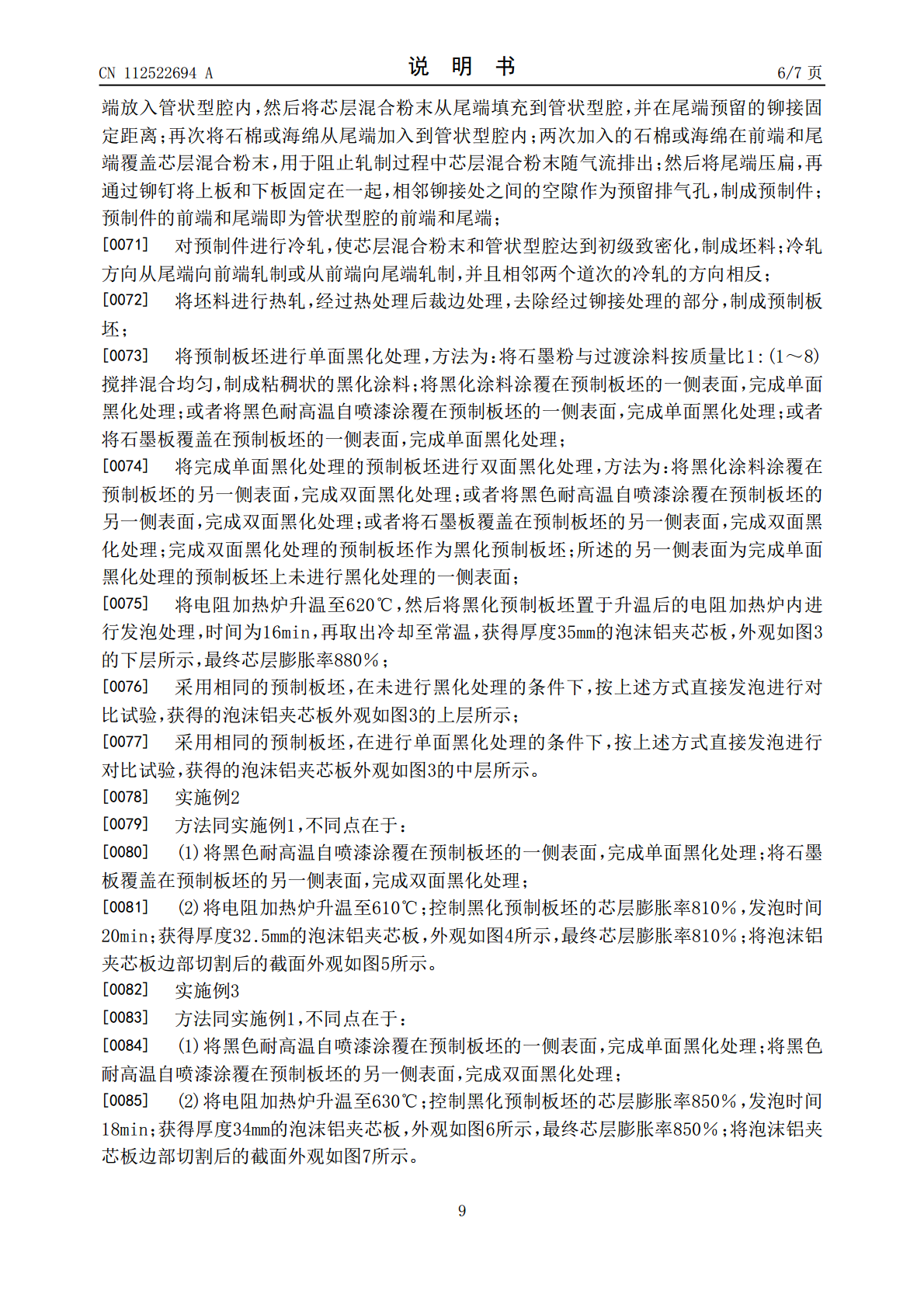
一种基于快速传热的泡沫铝夹芯板表面黑化发泡方法,按以下步骤进行:(1~6)制备预制板坯;(7)将预制板坯进行单面黑化处理;(8)将完成单面黑化处理的预制板坯进行双面黑化处理;(9)将电阻加热炉升温至580~630℃,然后将黑化预制板坯置于电阻加热炉内进行发泡处理,取出冷却至常温,获得泡沫铝夹芯板。本发明的方法可在较低的发泡温度环境下,实现发泡预制坯的快速升温过程,获得泡沫芯层膨胀率可达到800%以上,降低了对大尺寸传热模具的依赖,发泡前不再需预热模具,极大提高工业生产效率。
一种基于搅拌摩擦焊连接的泡沫铝夹芯板的制备方法.pdf
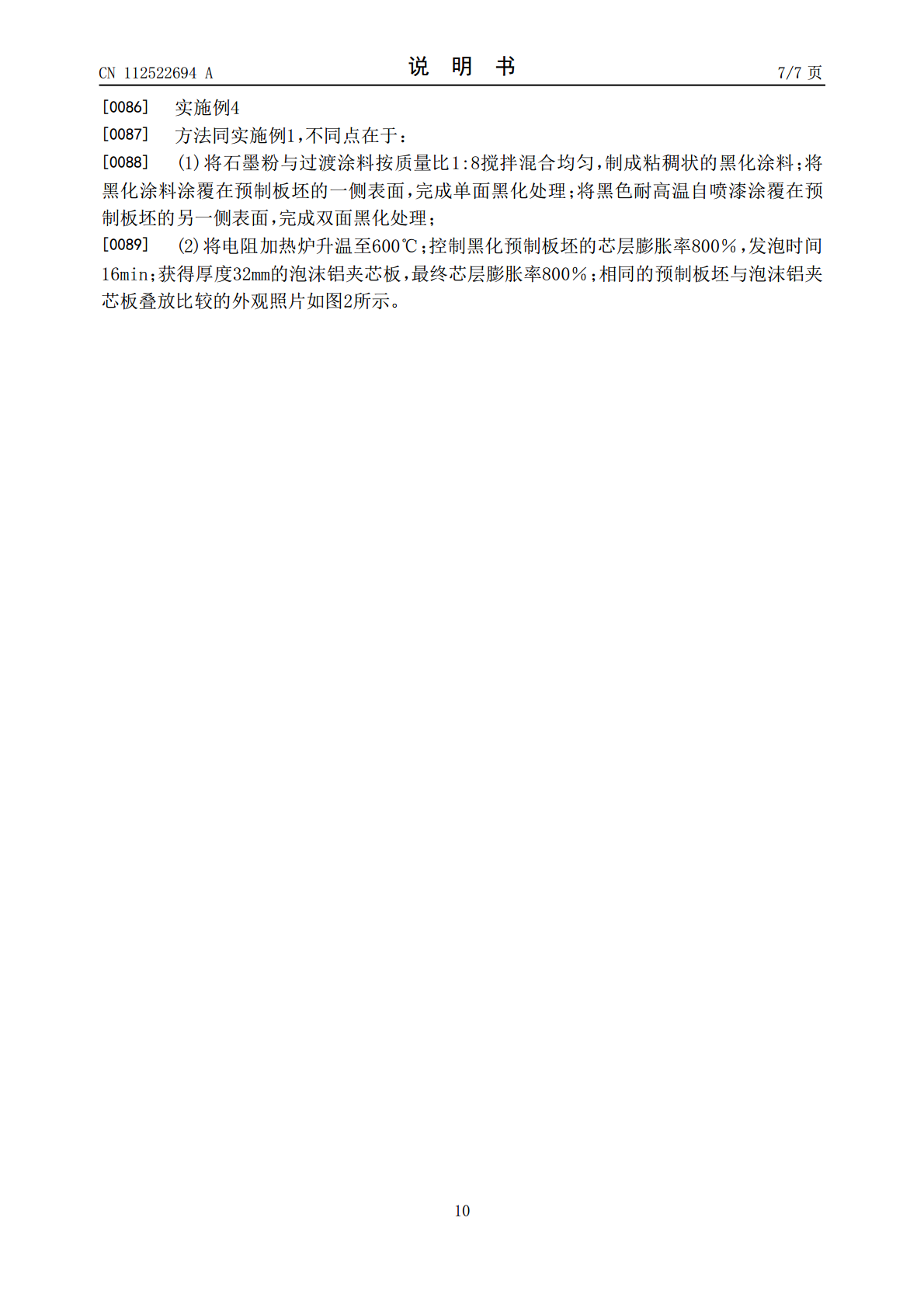
一种基于搅拌摩擦焊连接的泡沫铝夹芯板的制备方法,包括以下步骤:(1)制备两个泡沫铝夹芯板预制体;(2)进行表面处理;(3)将两个表面处理预制体的垂直于水平面的端面对接;(4)进行搅拌摩擦焊接,搅拌针的转速为400~1200rpm,焊接速度为100~200mm/min;(5)将焊接预制体置于加热炉中进行发泡。本发明的方法可以制备面板结合强度高的泡沫铝夹芯板焊接预制体,可制备出大尺寸、整体膨胀率高、面板平整度好且芯层泡孔连续性好的泡沫铝夹芯板;本发明的方法工艺路线简单,可以规模化生产。
一种泡沫铝及合金夹芯板的制备方法.pdf
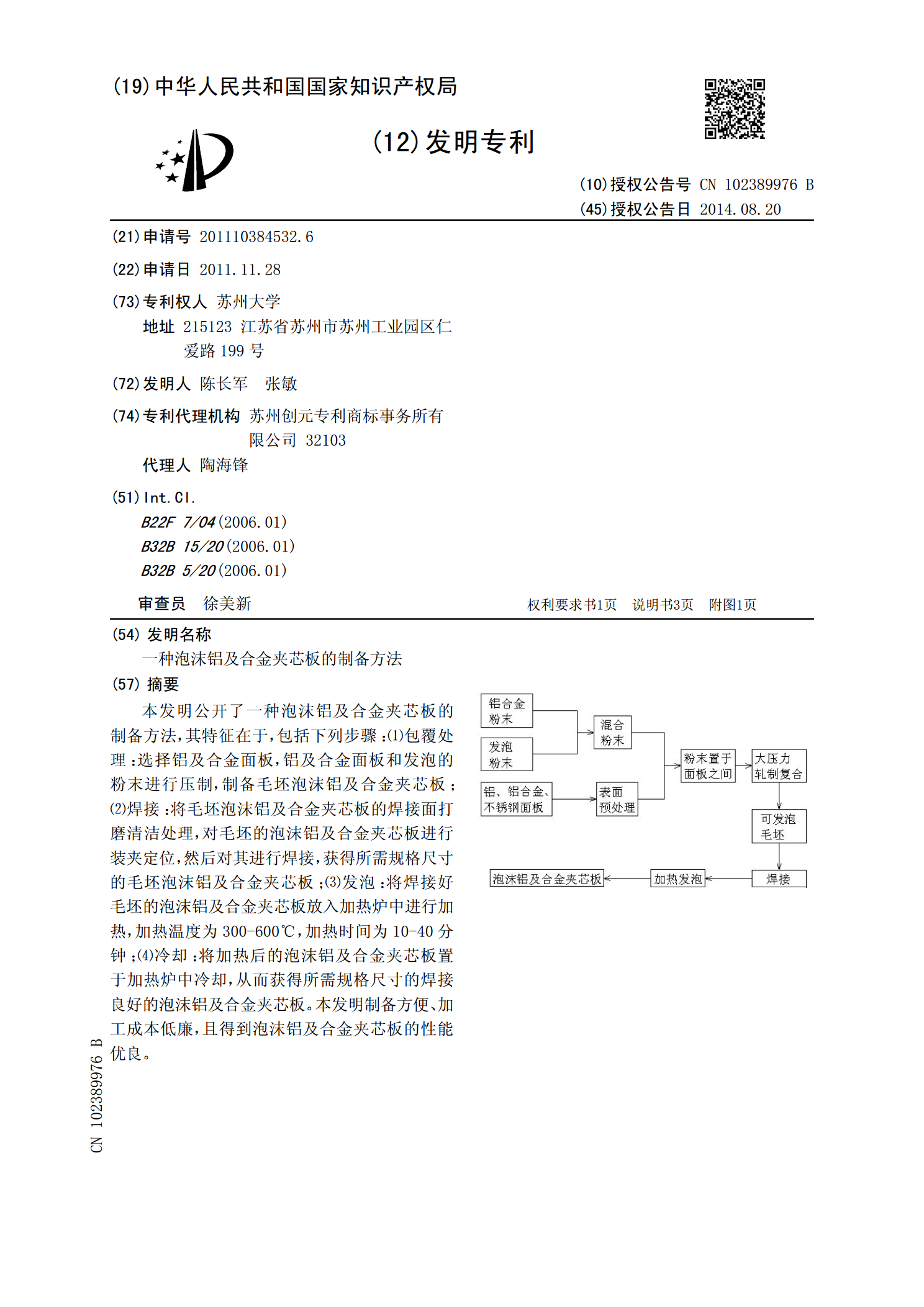
本发明公开了一种泡沫铝及合金夹芯板的制备方法,其特征在于,包括下列步骤:⑴包覆处理:选择铝及合金面板,铝及合金面板和发泡的粉末进行压制,制备毛坯泡沫铝及合金夹芯板;⑵焊接:将毛坯泡沫铝及合金夹芯板的焊接面打磨清洁处理,对毛坯的泡沫铝及合金夹芯板进行装夹定位,然后对其进行焊接,获得所需规格尺寸的毛坯泡沫铝及合金夹芯板;⑶发泡:将焊接好毛坯的泡沫铝及合金夹芯板放入加热炉中进行加热,加热温度为300-600℃,加热时间为10-40分钟;⑷冷却:将加热后的泡沫铝及合金夹芯板置于加热炉中冷却,从而获得所需规格尺寸的
一种基于吹气发泡的泡沫铝生产线.pdf
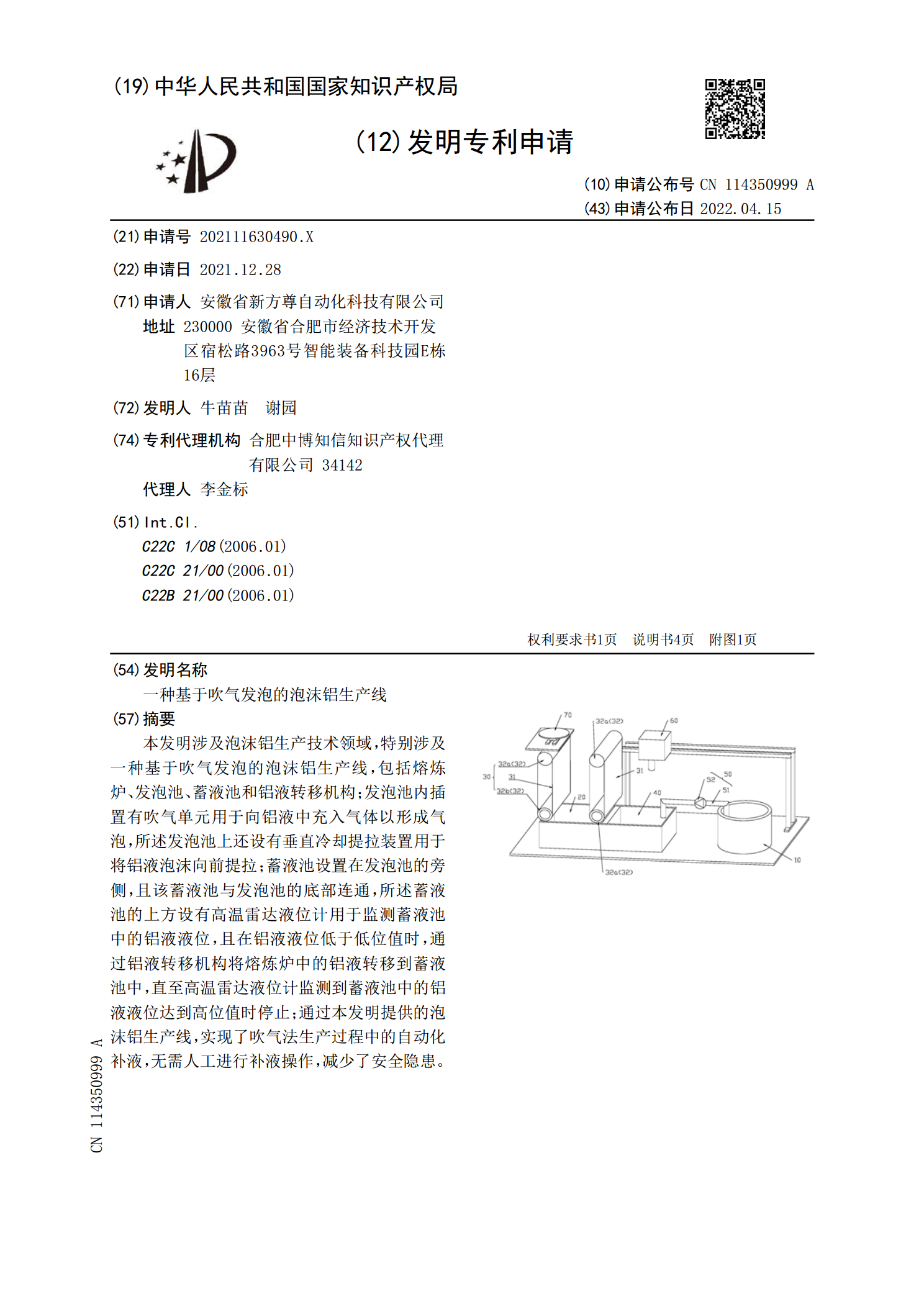
本发明涉及泡沫铝生产技术领域,特别涉及一种基于吹气发泡的泡沫铝生产线,包括熔炼炉、发泡池、蓄液池和铝液转移机构;发泡池内插置有吹气单元用于向铝液中充入气体以形成气泡,所述发泡池上还设有垂直冷却提拉装置用于将铝液泡沫向前提拉;蓄液池设置在发泡池的旁侧,且该蓄液池与发泡池的底部连通,所述蓄液池的上方设有高温雷达液位计用于监测蓄液池中的铝液液位,且在铝液液位低于低位值时,通过铝液转移机构将熔炼炉中的铝液转移到蓄液池中,直至高温雷达液位计监测到蓄液池中的铝液液位达到高位值时停止;通过本发明提供的泡沫铝生产线,实现
高比刚度泡沫铝夹芯板制造设备及泡沫铝夹芯板加工工艺.pdf
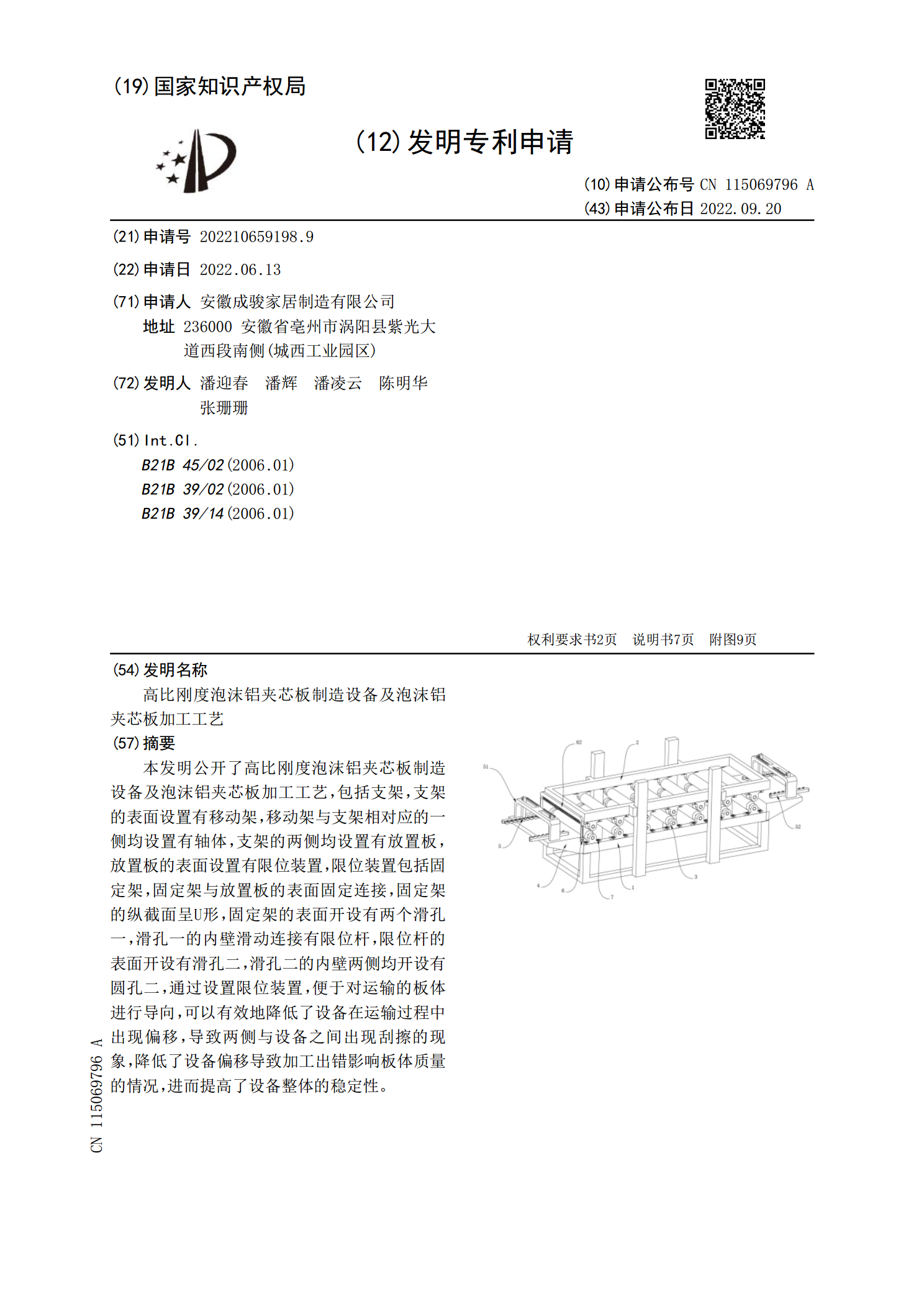
本发明公开了高比刚度泡沫铝夹芯板制造设备及泡沫铝夹芯板加工工艺,包括支架,支架的表面设置有移动架,移动架与支架相对应的一侧均设置有轴体,支架的两侧均设置有放置板,放置板的表面设置有限位装置,限位装置包括固定架,固定架与放置板的表面固定连接,固定架的纵截面呈U形,固定架的表面开设有两个滑孔一,滑孔一的内壁滑动连接有限位杆,限位杆的表面开设有滑孔二,滑孔二的内壁两侧均开设有圆孔二,通过设置限位装置,便于对运输的板体进行导向,可以有效地降低了设备在运输过程中出现偏移,导致两侧与设备之间出现刮擦的现象,降低了设备