
一种泡沫铝及合金夹芯板的制备方法.pdf

An****99


1/6
2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种泡沫铝及合金夹芯板的制备方法.pdf
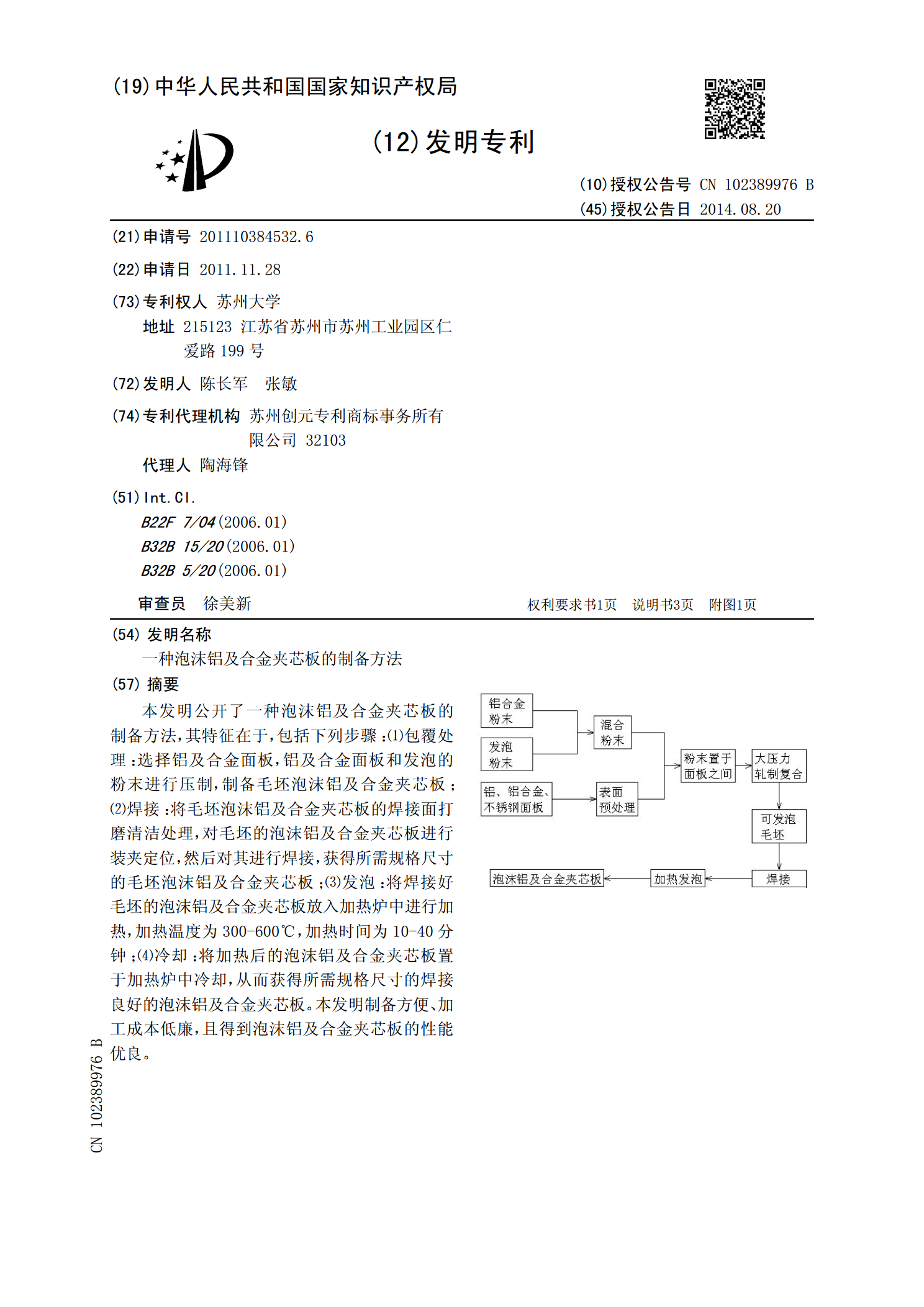
本发明公开了一种泡沫铝及合金夹芯板的制备方法,其特征在于,包括下列步骤:⑴包覆处理:选择铝及合金面板,铝及合金面板和发泡的粉末进行压制,制备毛坯泡沫铝及合金夹芯板;⑵焊接:将毛坯泡沫铝及合金夹芯板的焊接面打磨清洁处理,对毛坯的泡沫铝及合金夹芯板进行装夹定位,然后对其进行焊接,获得所需规格尺寸的毛坯泡沫铝及合金夹芯板;⑶发泡:将焊接好毛坯的泡沫铝及合金夹芯板放入加热炉中进行加热,加热温度为300-600℃,加热时间为10-40分钟;⑷冷却:将加热后的泡沫铝及合金夹芯板置于加热炉中冷却,从而获得所需规格尺寸的
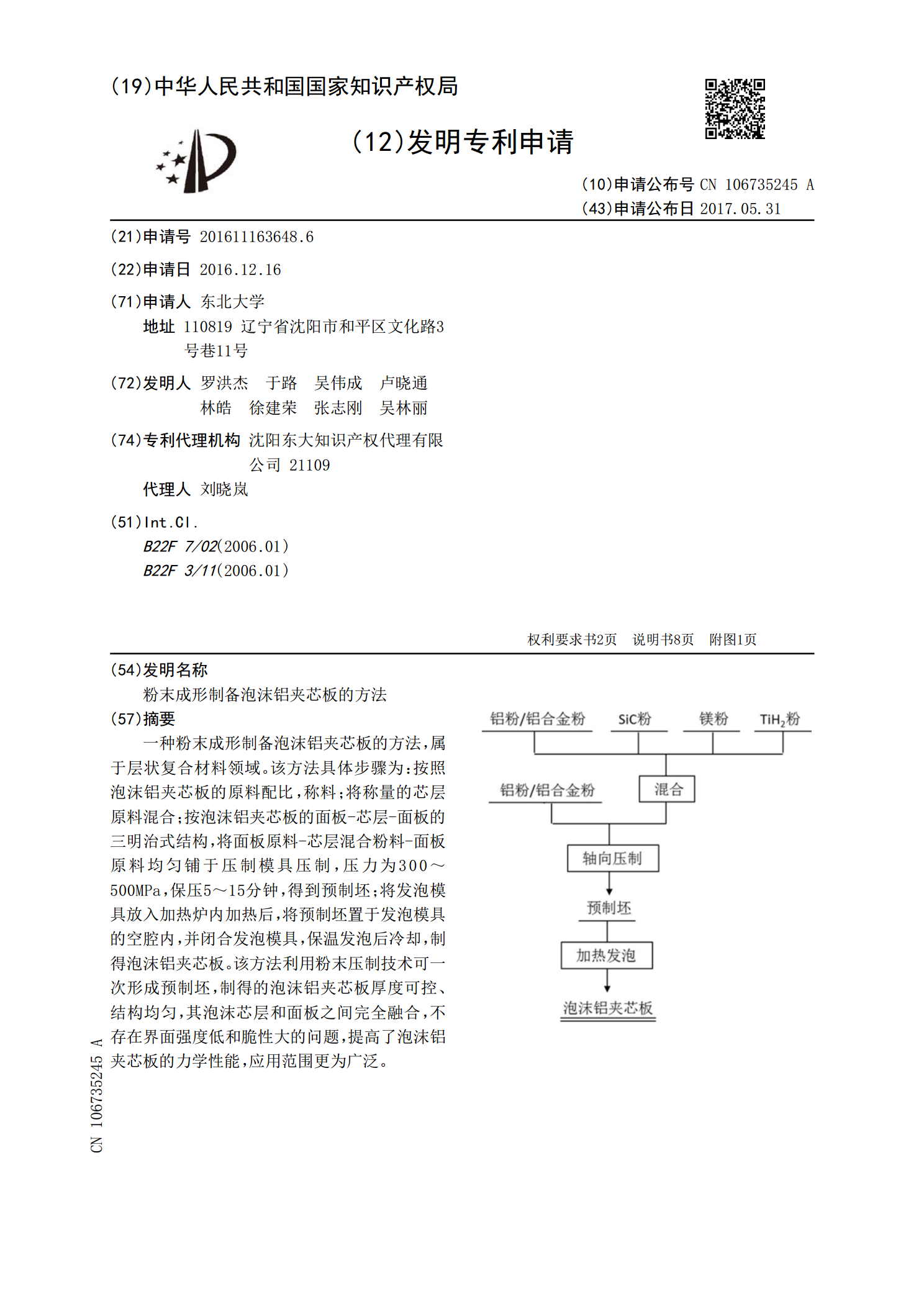
粉末成形制备泡沫铝夹芯板的方法.pdf
一种粉末成形制备泡沫铝夹芯板的方法,属于层状复合材料领域。该方法具体步骤为:按照泡沫铝夹芯板的原料配比,称料;将称量的芯层原料混合;按泡沫铝夹芯板的面板‑芯层‑面板的三明治式结构,将面板原料‑芯层混合粉料‑面板原料均匀铺于压制模具压制,压力为300~500MPa,保压5~15分钟,得到预制坯;将发泡模具放入加热炉内加热后,将预制坯置于发泡模具的空腔内,并闭合发泡模具,保温发泡后冷却,制得泡沫铝夹芯板。该方法利用粉末压制技术可一次形成预制坯,制得的泡沫铝夹芯板厚度可控、结构均匀,其泡沫芯层和面板之间完全融合

一种电磁超声钎焊制备泡沫铝夹芯板的方法.pdf
本发明涉及一种电磁超声钎焊制备泡沫铝夹芯板的方法,包括:将泡沫铝与铝板加工至尺寸大小完全一致,将表面打磨、清洗、烘干;制备钎料;在各铝板的一个表面以及泡沫铝的一个表面完成钎料涂覆;将一块铝板涂覆有钎料的一面与泡沫铝涂覆钎料的一面相复合,置于马弗炉内,升温后,在垂直方向加静磁场中,静磁场由超导磁石产生,在这块铝板两端通入交流电流,同时对泡沫铝铝板复合结构施加压力,在压力以及电磁和交流电流的共同作用下钎料在铝板和泡沫铝的表面润湿充分;将焊好的泡沫铝铝板复合结构翻转,在泡沫铝的另一面同样钎料涂覆,与另一块涂覆有

泡沫铝夹芯板制备及其冲击性能研究.docx
泡沫铝夹芯板制备及其冲击性能研究摘要本文针对泡沫铝夹芯板的制备方法及其冲击性能进行了研究。首先介绍了泡沫铝的性质和用途,然后讨论了夹芯板的结构和用途,并对泡沫铝夹芯板的制备方法进行了描述。接着进行了夹芯板的冲击试验,评估了其冲击性能,结果显示泡沫铝夹芯板具有较好的冲击性能,尤其表现出极佳的吸能能力。最后,总结了本文的研究成果,并提出了未来泡沫铝夹芯板的发展方向。关键词:泡沫铝,夹芯板,制备,冲击性能引言随着人们对轻量化、高强度、高刚度材料需求的增加,泡沫铝因其轻量、高强度、低密度等优异性能,已成为一种新型
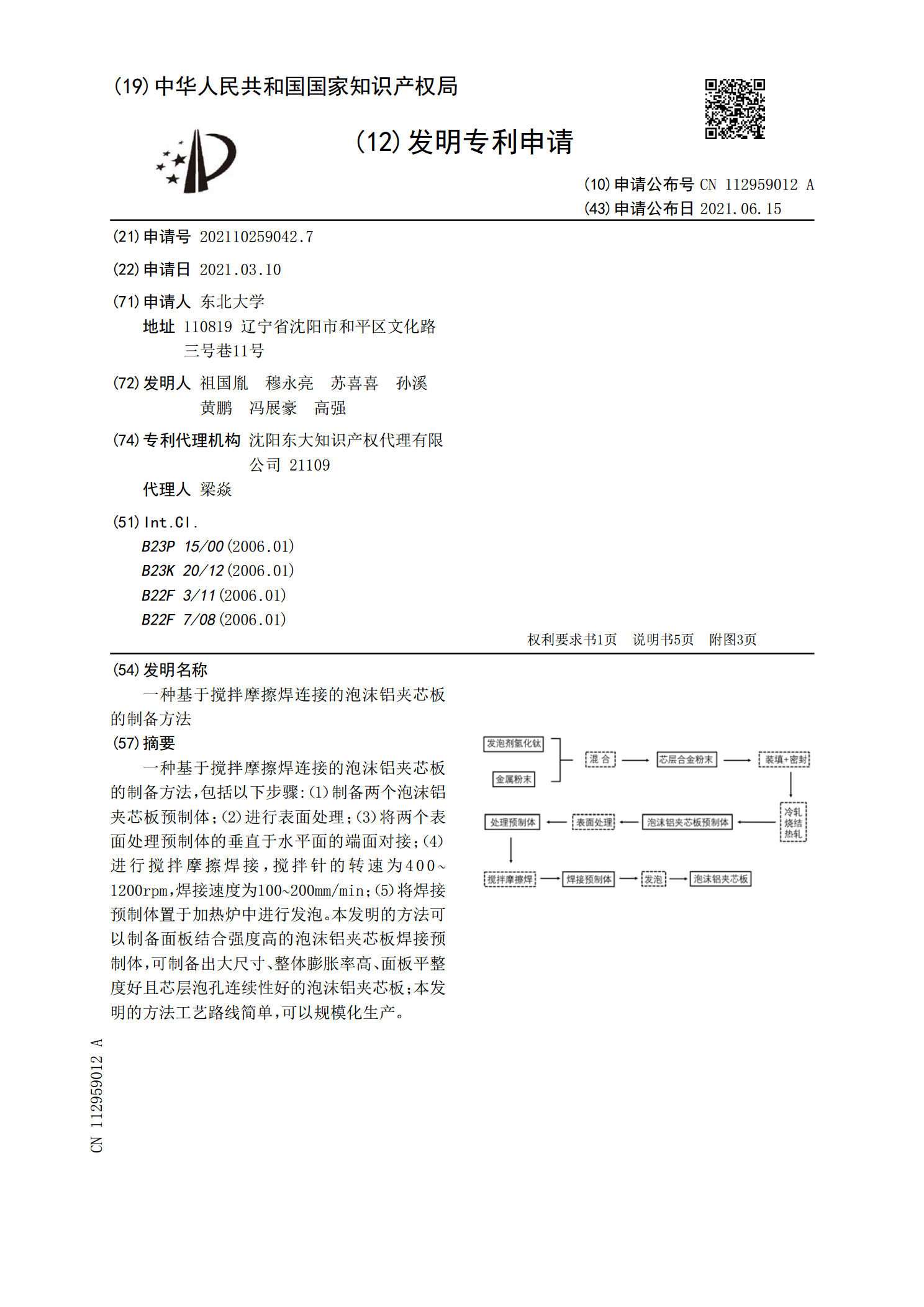
一种基于搅拌摩擦焊连接的泡沫铝夹芯板的制备方法.pdf
一种基于搅拌摩擦焊连接的泡沫铝夹芯板的制备方法,包括以下步骤:(1)制备两个泡沫铝夹芯板预制体;(2)进行表面处理;(3)将两个表面处理预制体的垂直于水平面的端面对接;(4)进行搅拌摩擦焊接,搅拌针的转速为400~1200rpm,焊接速度为100~200mm/min;(5)将焊接预制体置于加热炉中进行发泡。本发明的方法可以制备面板结合强度高的泡沫铝夹芯板焊接预制体,可制备出大尺寸、整体膨胀率高、面板平整度好且芯层泡孔连续性好的泡沫铝夹芯板;本发明的方法工艺路线简单,可以规模化生产。