
炼钢转炉氧枪冷却水胶管制作方法.pdf

慧红****ad


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

炼钢转炉氧枪冷却水胶管硫化方法.pdf
本发明提供炼钢转炉氧枪冷却水胶管硫化方法,通过添加改性材料吸收渗透入橡胶中的水分,避免主体材料因为吸水导致的水解变色而造成的老化,从而提高输水橡胶管耐水性能,延长冷却机组橡胶管寿命,通过纤维层包覆来增强橡胶管,减少外胶管层弯折时的损伤。由于胶管经挤出机挤出内胶层后,直接进行纤维线缠绕,无需挂浆和干燥工序,缠绕线直接与内胶层粘合,再经过挤出机直接在纤维增强层上挤出外胶层,直接达到粘合的效果,因此简化了生产工艺,节约了成本,同时粘合牢固,产品质量好;胶料采用逆向混合的方法混合,是防止胶料过热焦烧。

炼钢转炉氧枪冷却水胶管制作方法.pdf
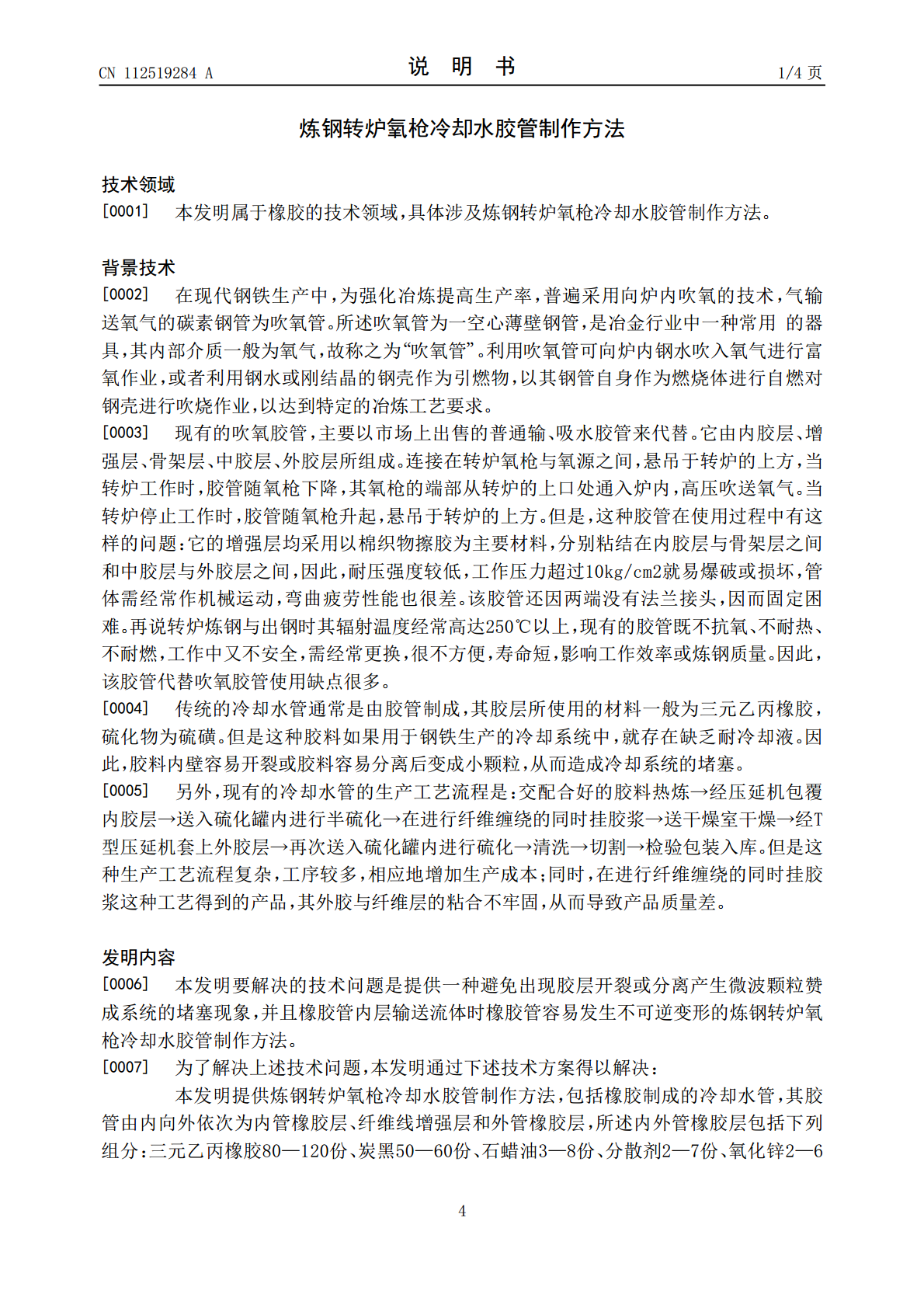
本发明提供炼钢转炉氧枪冷却水胶管制作方法,通过添加改性材料吸收渗透入橡胶中的水分,避免主体材料因为吸水导致的水解变色而造成的老化,从而提高输水橡胶管耐水性能,延长冷却机组橡胶管寿命,通过纤维层包覆来增强橡胶管,减少外胶管层弯折时的损伤。由于胶管经压延机包覆内胶层后,直接进行纤维线缠绕,无需挂浆和干燥工序,缠绕线直接与内胶层粘合,再经过压延机直接在纤维增强层上包覆外胶层,直接达到粘合的效果,因此简化了生产工艺,节约了成本,同时粘合牢固,产品质量好;胶料采用逆向混合的方法混合,是防止胶料过热焦烧。
炼钢转炉氧枪吹氧胶管制作方法.pdf
本发明提供炼钢转炉氧枪吹氧胶管制作方法,本发明这种炼钢转炉氧枪吹氧胶管制作方法通过添加改性材料吸收渗透入橡胶中的水分,避免主体材料因为吸水导致的水解变色而造成的老化,从而提高输水橡胶管耐水性能,延长冷却机组橡胶管寿命,通过纤维层包覆来增强橡胶管,减少外胶管层弯折时的损伤。针对橡胶管中防腐高分子内衬膜难以与胶管体紧密连接,容易脱落使防腐效果不佳,并且橡胶管内层输送热流体时橡胶管容易发生不可逆变形,解决了不耐弯折不易于施工的问题。

炼钢转炉氧枪吹氧胶管硫化方法.pdf
本发明提供炼钢转炉氧枪吹氧胶管硫化方法,本发明这种炼钢转炉氧枪吹氧胶管硫化方法通过原材料采用特殊物料配方,原料成本低,生产出的产品性能优异,具有较好的耐酸碱、抗腐蚀效果,耐油、耐热、耐老化性能好,且利用粘结剂粘结,结构紧密,结合效果好,增强了使用性能和使用寿命;在工艺过程中,采用特殊方式加热处理,且实现循环供给冷却水,降低了生产成本,通过纤维层包覆来增强橡胶管,减少外胶管层弯折时的损伤。
一种转炉炼钢用氧枪.pdf
本发明涉及氧气顶吹炼钢设备技术领域,且公开了一种转炉炼钢用氧枪,包括内管,所述内管的外部设有中管,所述中管的右端设有进氧管,所述中管的底部设有进水管,所述中管的外部设有外管,所述外管的左端设有喷头,所述外管的底部设有出水管。通过填料将防护套与外管隔开,使防护套表面的温度接近转炉内部的温度,喷溅到防护套表面的金属液不会凝固,具有很好的流动性,通过防护套锥形的设置,使相邻两个圆环的外边沿相互错开,防护套表面的金属液沿圆环的斜面滴落,缩短了金属液流动的行程,金属液能够快速滑落进熔池,氧枪枪体不会变粗,吹炼全程都