
一种高硅镍基合金冷轧板材的制造方法.pdf

念珊****写意

1/8
2/8

3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高硅镍基合金冷轧板材的制造方法.pdf
本发明公开一种高硅镍基合金冷轧板材的制造方法。通过采用创新工艺:优化成分设计,合理控制合金中主元素含量,低控硫、磷等残余元素含量;控制真空感应炉高真空度下的保持时间、低真空度下浇注及浇注温度,控制电渣炉工艺参数、电渣选用合适渣系;控制锻造+轧机三步开坯工艺及加热温度和变形量;控制冷轧成品变形量和固溶工艺,成功解决合金由于钢锭偏析、气体含量高,熔点低等原因而造成的热加工过程中坯料内部或表面开裂问题。本发明的有益效果:获得表面良好、板型规整、组织均匀:晶粒度7级~5级,室温拉伸性能优异:抗拉强度(Rm,MPa
一种气垫炉淬火的高硅铝合金板材的制造方法.pdf
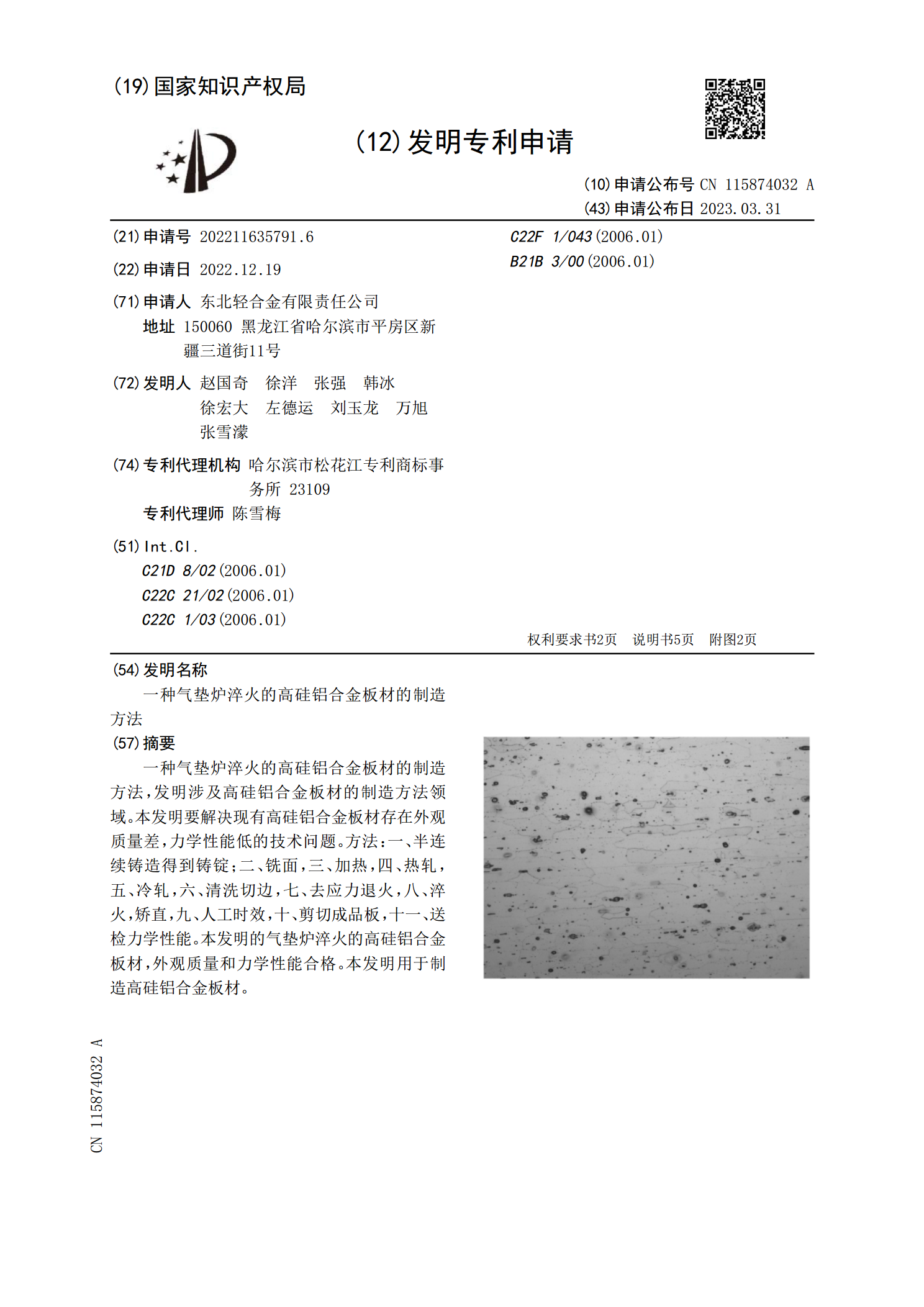
一种气垫炉淬火的高硅铝合金板材的制造方法,发明涉及高硅铝合金板材的制造方法领域。本发明要解决现有高硅铝合金板材存在外观质量差,力学性能低的技术问题。方法:一、半连续铸造得到铸锭;二、铣面,三、加热,四、热轧,五、冷轧,六、清洗切边,七、去应力退火,八、淬火,矫直,九、人工时效,十、剪切成品板,十一、送检力学性能。本发明的气垫炉淬火的高硅铝合金板材,外观质量和力学性能合格。本发明用于制造高硅铝合金板材。

镍‑硅合金的制造方法.pdf
本发明提供一种将已使用过的镍‑硅系海绵催化剂用作原料的一部分而制造镍‑硅合金的方法,其主要构成在于:将包含已使用过的海绵镍催化剂的镍源、硅源及碳源供给到电炉内,在电炉的炉内温度为1,200℃至1,500℃下进行4小时至30小时加热反应。镍源可使用新镍、已使用过的海绵镍催化剂、电炉残存镍‑硅合金半制品的混合物,硅源可使用将金属硅混合到硅石中而成的物质,碳源可使用市售的木炭或锯屑炭。电炉的炉内温度最优选1,230℃至1,270℃。

一种镍基高温合金冷轧板材表面纹现象的研究.docx
一种镍基高温合金冷轧板材表面纹现象的研究摘要本文调查了镍基高温合金冷轧板材表面的纹理现象。通过SEM和EDS对不同样品进行分析,结果发现纹理形态是由合金中挥发性元素和非挥发性元素的沉积差异引起的。此外,本研究探讨了纹理对合金腐蚀性能的影响。结果表明,纹理有可能会影响合金的耐蚀性能。因此,对于应用长期暴露在恶劣环境下的镍基高温合金,表面处理和防腐涂层的选择尤为重要。关键词:镍基高温合金;表面纹理;挥发性元素;非挥发性元素;耐蚀性能1.介绍镍基高温合金广泛应用于航空、航天和能源工业,在极端高温环境下能够保持良
一种高导热铝硅合金板材的制备方法.pdf
本发明提供了一种高导热铝硅合金板材的制备方法,通过如下步骤制备:(1)取Al‑Si合金锭,上下表面铣平后,清理/清洗铝锭试样表面;(2)将步骤(1)处理完成的Al‑Si合金锭放入热处理炉中进行均匀化处理;(3)在冷却后的铸锭放入热处理炉中进行轧制前的预加热处理;(4)将步骤(3)均匀加热的铸锭进行轧制,总下压量为75%;(5)轧制结束后,将轧制获得的Al‑Si合金板材重新放置于热处理炉中进行T6热处理。本发明的高导热合金具有较高的导热系数、较好的力学性能,优良的机械加工性能、制备方法原理可靠,操作简便以及