
一种低磁锚链附件的制造方法.pdf

元枫****文章


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低磁锚链附件的制造方法.pdf
本发明公开了一种低磁锚链附件的制造方法,包括以下步骤:一、采用锯料方式下料;二、开坯拔长方向应沿材料轧制方向;锻造时每火锻造比不超过2.5;三、超声波探伤;四、对初锻坯料加热,锻造加热,始锻温度1100~1250℃,终锻温度不低于900℃,总锻造比不小于3;五、终锻坯料随炉冷却或埋砂冷却;六、对终锻坯料固溶处理;七、探伤;八、对终锻坯料机加工,每次进刀量不超过0.5mm;九、检验、入库;步骤十、时效处理。本发明通过降低加热速度,缩小工件温差,防止开裂。通过减少单次变形量,减少变形阻力,提高成型质量;机加工
一种高强度低磁锚链的闪光焊接工艺.pdf
一种高强度低磁锚链的闪光焊接工艺,其特征在于:烧化量为7‑9mm,顶锻长:6‑8mm,烧化速度为1.8‑2.0mm/s,次级空载电压为4.7V,系统压力为14‑16MPa。本发明相比传统工艺流程,增加预闪光过程,解决低温焊接时材料散热快、焊口加热问题,有效增大热影响区,保证顶锻效果,焊接接头形状能够保证相对一致。对焊接端面施加足够的顶锻压力,接口间隙迅速减小过梁停止爆破,同时挤出端面的液态金属及氧化夹杂物,并使接头区产生一定的塑性变形,以促进再结晶的进行、形成共同晶粒、获得牢固的对接接头。顶锻结束后,电极
一种锚链附件及系泊链附件的铸造工艺.pdf
本发明涉及船舶技术领域,且公开了一种锚链附件及系泊链附件的铸造工艺,包括以下步骤:步骤1),备料:制备锚链附件和系泊链附件同锚链和系泊链所要用到的钢材都应该为镇静钢,将制备锚链附件和系泊链附件所需量的镇静钢准备好放置在熔炼炉旁备用,同时准备好所需要用到的建模材料泡塑板材。该锚链附件及系泊链附件的铸造工艺,通过在制作砂箱时采用钢板、槽钢、不锈钢网及栅条等,保证砂箱的质量,同时在箱内设横向箱带,砂箱内从上至下依次设有砂、第一纱网、第二纱网、多孔钢板和抽气腔,可以有效保证在向砂箱内浇入金属液后,极大程度减少塌箱

一种锚链附件的模锻装置.pdf
一种锚链附件的模锻装置,包括锤砧子、锤头、机架、制动系统和升降系统,在机架中部垂直设置轨道,轨道内设置有皮带,皮带的最下端连接所述锤头,皮带可以带动锤头在轨道内做上下的往复运动;皮带的上端,经制动系统和升降系统相连接;锤砧子设置于锤头正下方的锻锤基础上;制动系统包括平面板及凸轮,平面板设置于皮带的内侧,相应地,凸轮设置于所述皮带的外侧;升降系统包括主动轮及被动轮,主动轮设置于皮带的一侧,相应地,所述被动轮设置于所述皮带的另一侧。其优点是:它使用皮带作为锤杆,避免了锤杆容易损坏的问题,完成了空气锤无法完成的
一种低偏析敏感性低磁不锈钢及其制造方法.pdf
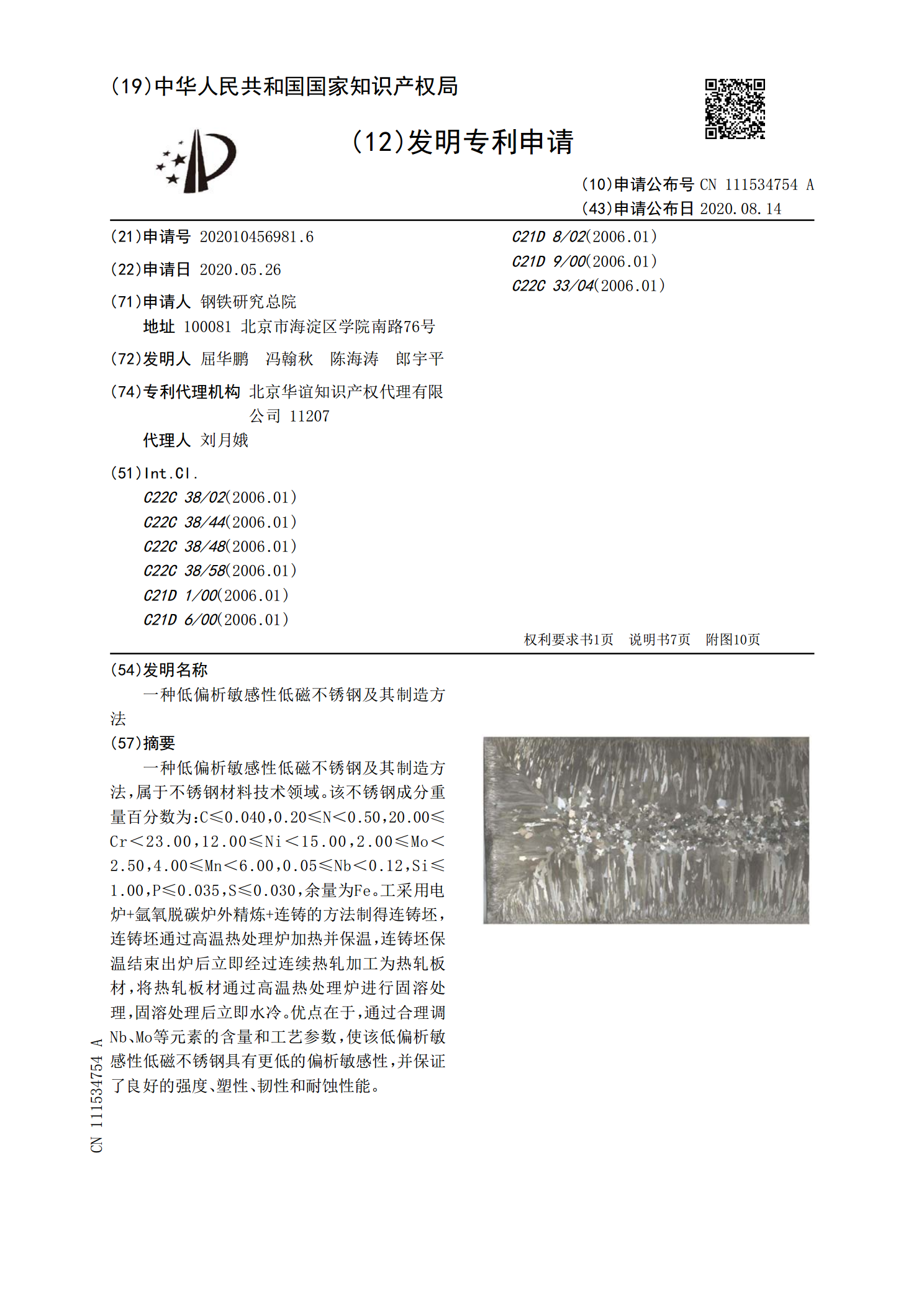
一种低偏析敏感性低磁不锈钢及其制造方法,属于不锈钢材料技术领域。该不锈钢成分重量百分数为:C≤0.040,0.20≤N<0.50,20.00≤Cr<23.00,12.00≤Ni<15.00,2.00≤Mo<2.50,4.00≤Mn<6.00,0.05≤Nb<0.12,Si≤1.00,P≤0.035,S≤0.030,余量为Fe。工采用电炉+氩氧脱碳炉外精炼+连铸的方法制得连铸坯,连铸坯通过高温热处理炉加热并保温,连铸坯保温结束出炉后立即经过连续热轧加工为热轧板材,将热轧板材通过高温热处理炉进行固溶处理,固溶