
小型薄壁类复杂型腔不锈钢铸件成形方法.pdf

雨巷****彦峰


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
小型薄壁类复杂型腔不锈钢铸件成形方法.pdf
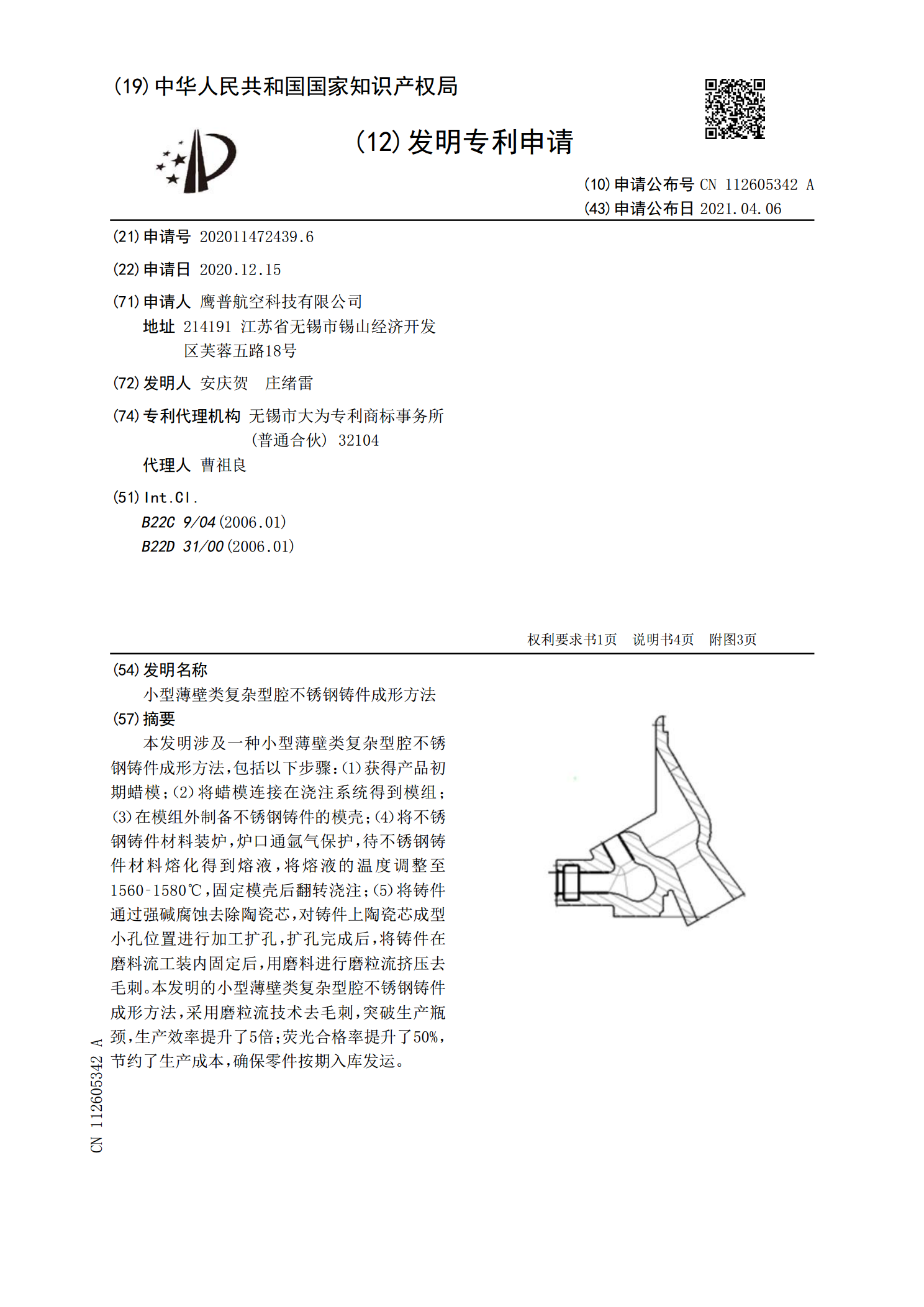
本发明涉及一种小型薄壁类复杂型腔不锈钢铸件成形方法,包括以下步骤:(1)获得产品初期蜡模;(2)将蜡模连接在浇注系统得到模组;(3)在模组外制备不锈钢铸件的模壳;(4)将不锈钢铸件材料装炉,炉口通氩气保护,待不锈钢铸件材料熔化得到熔液,将熔液的温度调整至1560‑1580℃,固定模壳后翻转浇注;(5)将铸件通过强碱腐蚀去除陶瓷芯,对铸件上陶瓷芯成型小孔位置进行加工扩孔,扩孔完成后,将铸件在磨料流工装内固定后,用磨料进行磨粒流挤压去毛刺。本发明的小型薄壁类复杂型腔不锈钢铸件成形方法,采用磨粒流技术去毛刺,突
一种大型内腔复杂结构薄壁铝合金铸件石膏铸型制备方法.pdf
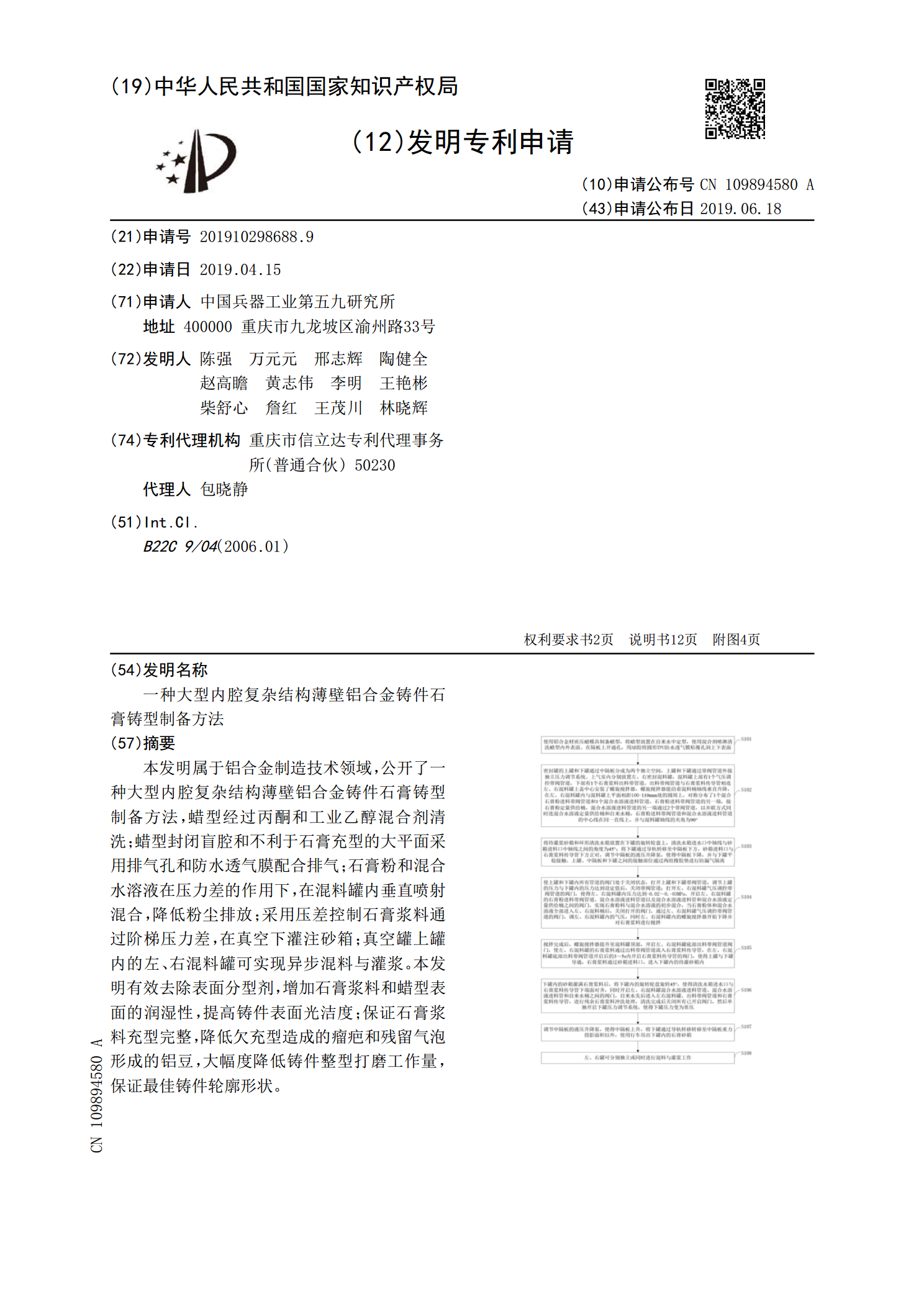
本发明属于铝合金制造技术领域,公开了一种大型内腔复杂结构薄壁铝合金铸件石膏铸型制备方法,蜡型经过丙酮和工业乙醇混合剂清洗;蜡型封闭盲腔和不利于石膏充型的大平面采用排气孔和防水透气膜配合排气;石膏粉和混合水溶液在压力差的作用下,在混料罐内垂直喷射混合,降低粉尘排放;采用压差控制石膏浆料通过阶梯压力差,在真空下灌注砂箱;真空罐上罐内的左、右混料罐可实现异步混料与灌浆。本发明有效去除表面分型剂,增加石膏浆料和蜡型表面的润湿性,提高铸件表面光洁度;保证石膏浆料充型完整,降低欠充型造成的瘤疤和残留气泡形成的铝豆,大
高温合金复杂薄壁铸件精密铸造方法.pdf
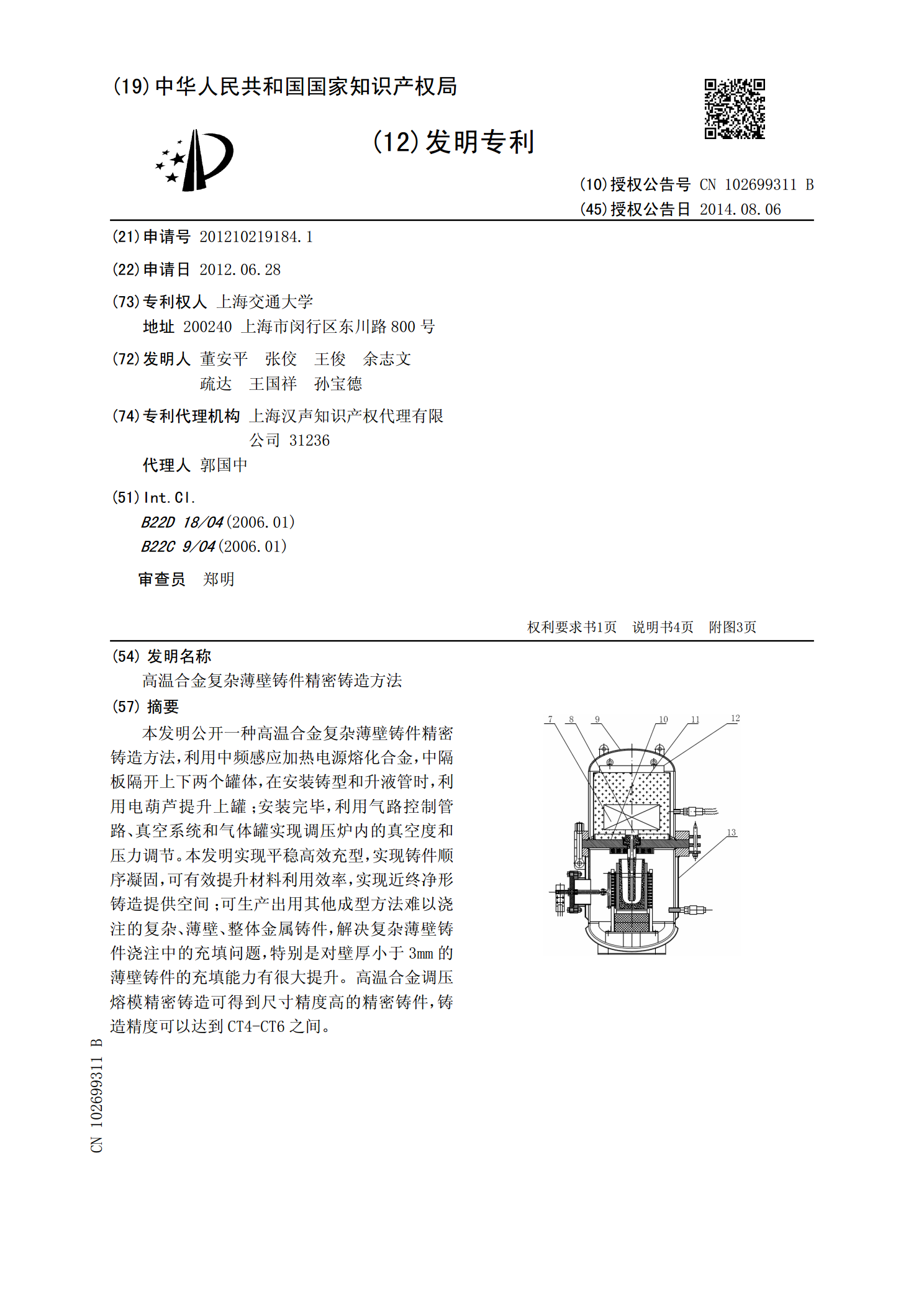
本发明公开一种高温合金复杂薄壁铸件精密铸造方法,利用中频感应加热电源熔化合金,中隔板隔开上下两个罐体,在安装铸型和升液管时,利用电葫芦提升上罐;安装完毕,利用气路控制管路、真空系统和气体罐实现调压炉内的真空度和压力调节。本发明实现平稳高效充型,实现铸件顺序凝固,可有效提升材料利用效率,实现近终净形铸造提供空间;可生产出用其他成型方法难以浇注的复杂、薄壁、整体金属铸件,解决复杂薄壁铸件浇注中的充填问题,特别是对壁厚小于3mm的薄壁铸件的充填能力有很大提升。高温合金调压熔模精密铸造可得到尺寸精度高的精密铸件,
一种复杂型腔结构钛合金铸件精密铸造方法.pdf
本发明公开了一种复杂型腔结构钛合金铸件精密铸造方法,主要采用数控加工石墨铸型、数控加工低碳钢金属型芯、并对其表面进行等离子喷涂高化学稳定性涂层、真空自耗电极电弧凝壳熔炼炉真空离心铸造相复合的铸造工艺,进行复杂型腔钛合金过流部件精密成型的精密铸造新工艺。通过利用金属型芯较好的保温性能和表面涂层,可以减少铸型表面的冷隔和流痕缺陷,并且金属型芯的尺寸精度高,可以有效保证铸件复杂型腔的尺寸精度,提供了一种高尺寸精度控制、高内部质量、高表面质量、高性能、短工期、低成本的钛合金精密铸造方法。

一种小型薄壁铸件复合孕育方法.pdf
本发明涉及一种小型薄壁铸件复合孕育方法,包括以下过程:在垂直分型无箱射压造型线中,以废钢、增碳剂和回炉料的配料方式采用中频炉熔炼铁水,在生产中,每包铁水加入占其重量0.2%的一次孕育剂;随流孕育中,每型浇注重量加入占其重量0.1%的含锶孕育剂。本发明所述方法有效避免了大批量生产时,铸铁的金相组织不合格不稳定的状况。同时,一次孕育剂既降低了成本,又进一步强化其孕育效果,保证金相组织中的石墨形态A型为主(80%以上)、珠光体90%以上,有效防止白口。