
可视化连退炉辊自动修磨方法及介质.pdf

霞英****娘子


1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
可视化连退炉辊自动修磨方法及介质.pdf
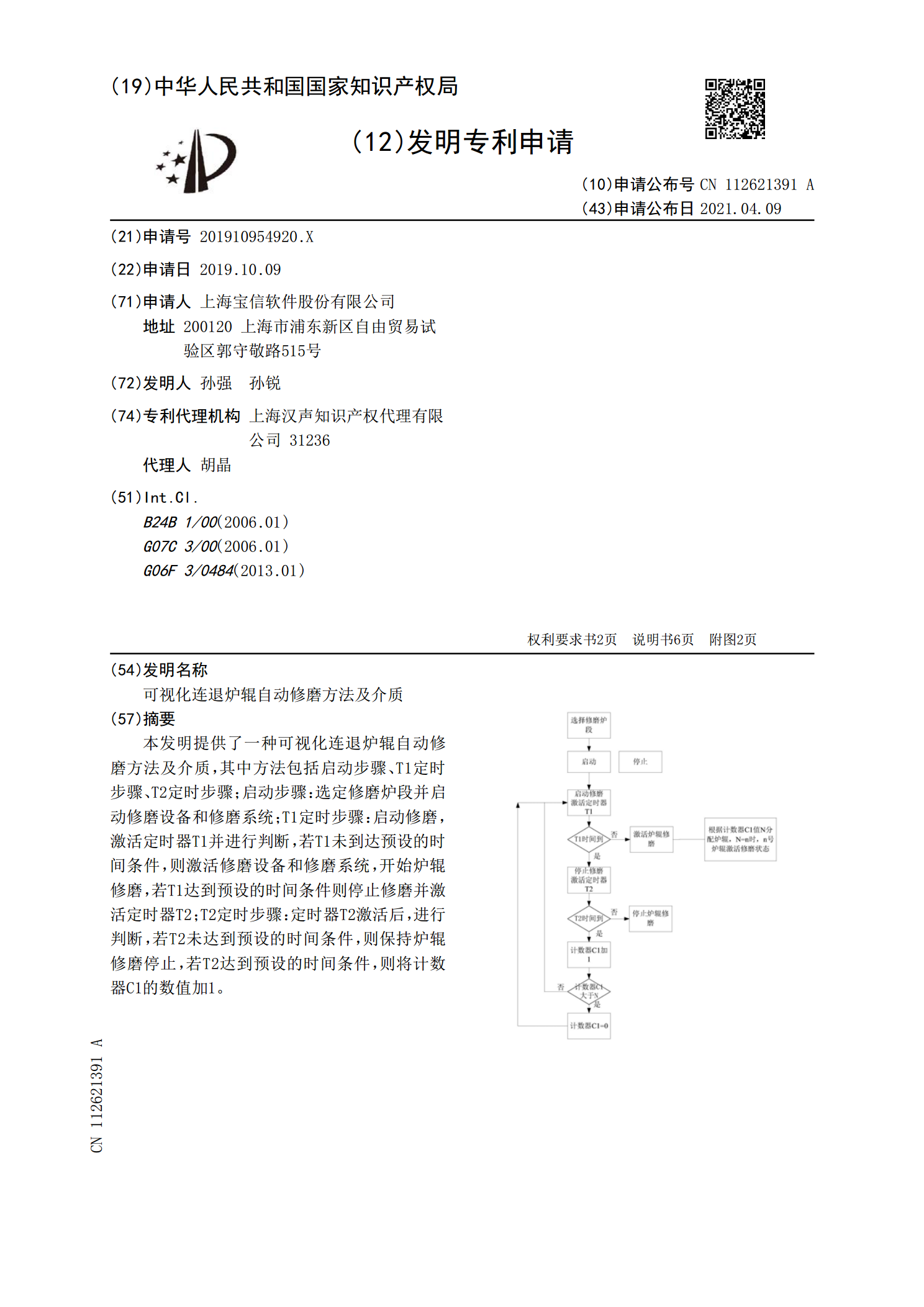
本发明提供了一种可视化连退炉辊自动修磨方法及介质,其中方法包括启动步骤、T1定时步骤、T2定时步骤;启动步骤:选定修磨炉段并启动修磨设备和修磨系统;T1定时步骤:启动修磨,激活定时器T1并进行判断,若T1未到达预设的时间条件,则激活修磨设备和修磨系统,开始炉辊修磨,若T1达到预设的时间条件则停止修磨并激活定时器T2;T2定时步骤:定时器T2激活后,进行判断,若T2未达到预设的时间条件,则保持炉辊修磨停止,若T2达到预设的时间条件,则将计数器C1的数值加1。
一种缓解连退炉炉辊结瘤的方法.pdf
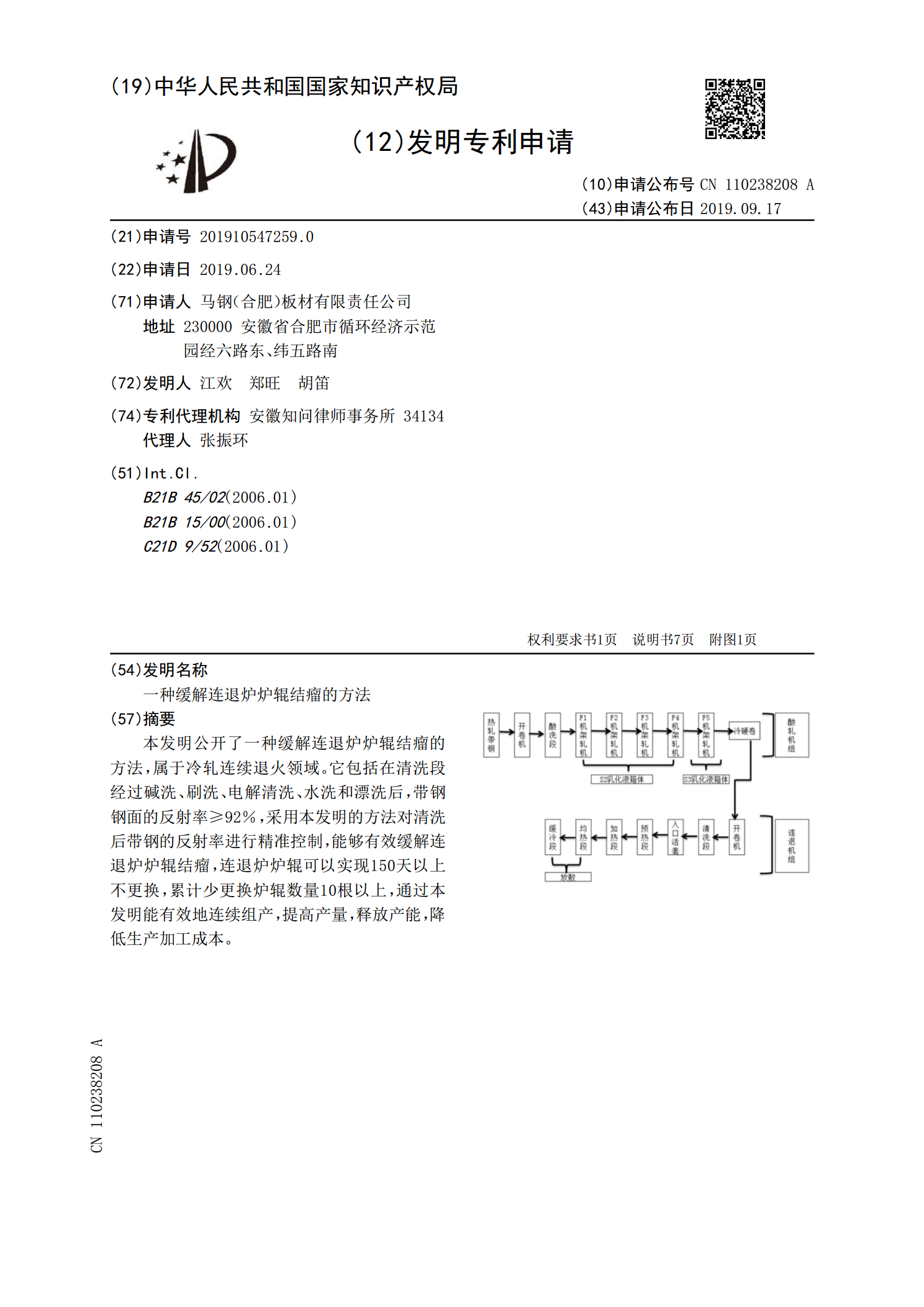
本发明公开了一种缓解连退炉炉辊结瘤的方法,属于冷轧连续退火领域。它包括在清洗段经过碱洗、刷洗、电解清洗、水洗和漂洗后,带钢钢面的反射率≥92%,采用本发明的方法对清洗后带钢的反射率进行精准控制,能够有效缓解连退炉炉辊结瘤,连退炉炉辊可以实现150天以上不更换,累计少更换炉辊数量10根以上,通过本发明能有效地连续组产,提高产量,释放产能,降低生产加工成本。
一种连退炉出口密封辊下辊的拆装方法.pdf
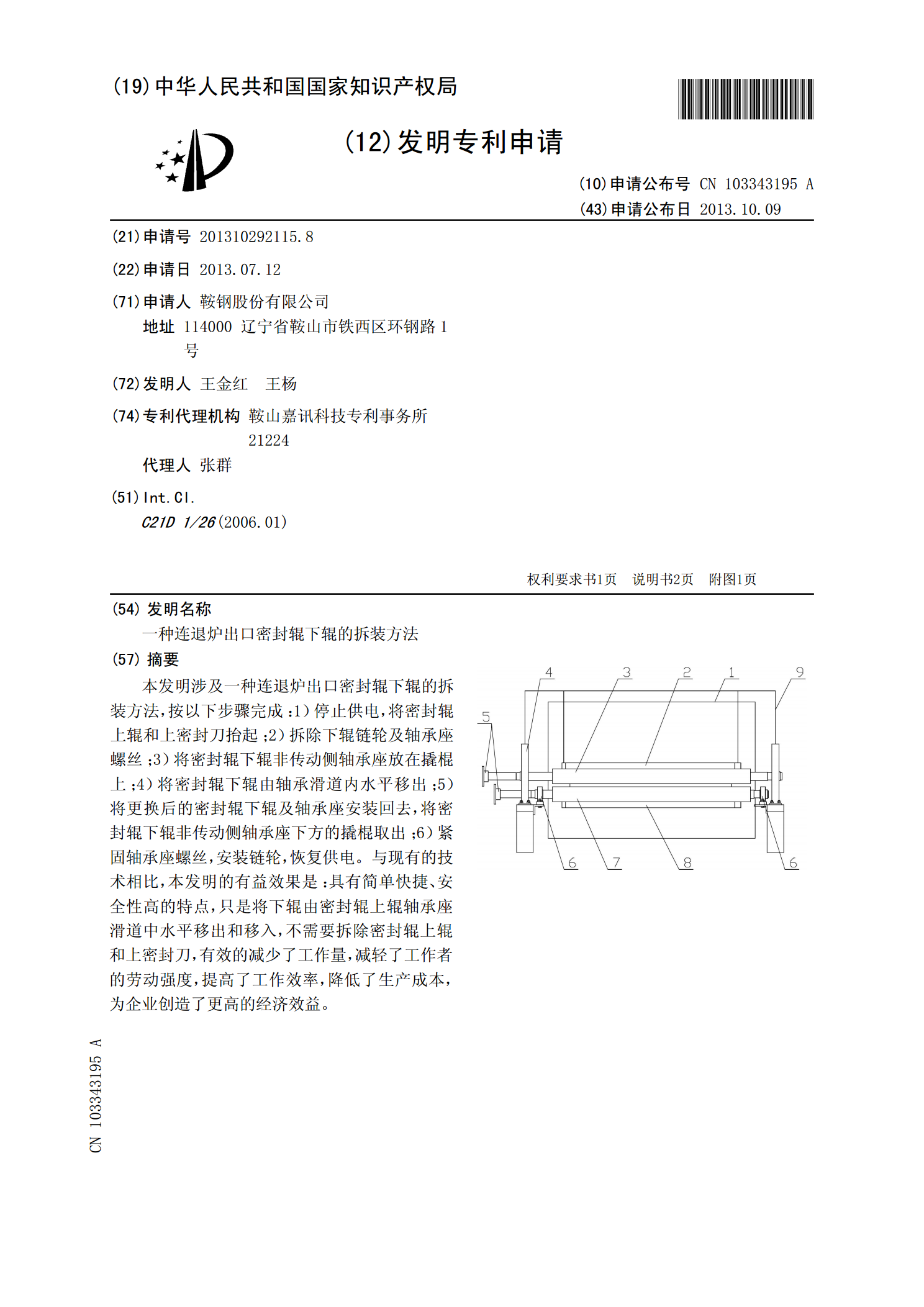
本发明涉及一种连退炉出口密封辊下辊的拆装方法,按以下步骤完成:1)停止供电,将密封辊上辊和上密封刀抬起;2)拆除下辊链轮及轴承座螺丝;3)将密封辊下辊非传动侧轴承座放在撬棍上;4)将密封辊下辊由轴承滑道内水平移出;5)将更换后的密封辊下辊及轴承座安装回去,将密封辊下辊非传动侧轴承座下方的撬棍取出;6)紧固轴承座螺丝,安装链轮,恢复供电。与现有的技术相比,本发明的有益效果是:具有简单快捷、安全性高的特点,只是将下辊由密封辊上辊轴承座滑道中水平移出和移入,不需要拆除密封辊上辊和上密封刀,有效的减少了工作量,减
一种连退机组在线磨炉底辊的方法.pdf
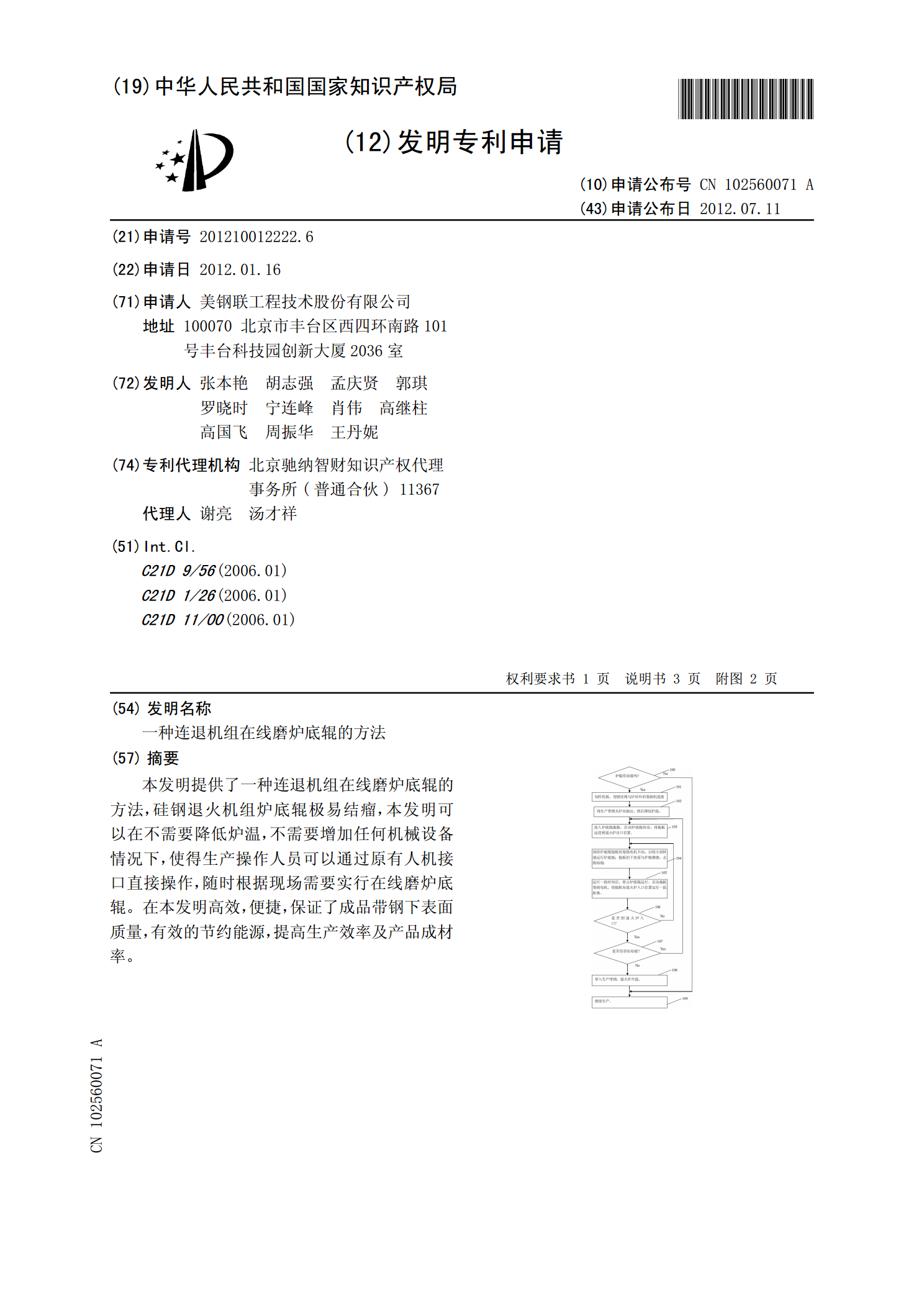
本发明提供了一种连退机组在线磨炉底辊的方法,硅钢退火机组炉底辊极易结瘤,本发明可以在不需要降低炉温,不需要增加任何机械设备情况下,使得生产操作人员可以通过原有人机接口直接操作,随时根据现场需要实行在线磨炉底辊。在本发明高效,便捷,保证了成品带钢下表面质量,有效的节约能源,提高生产效率及产品成材率。
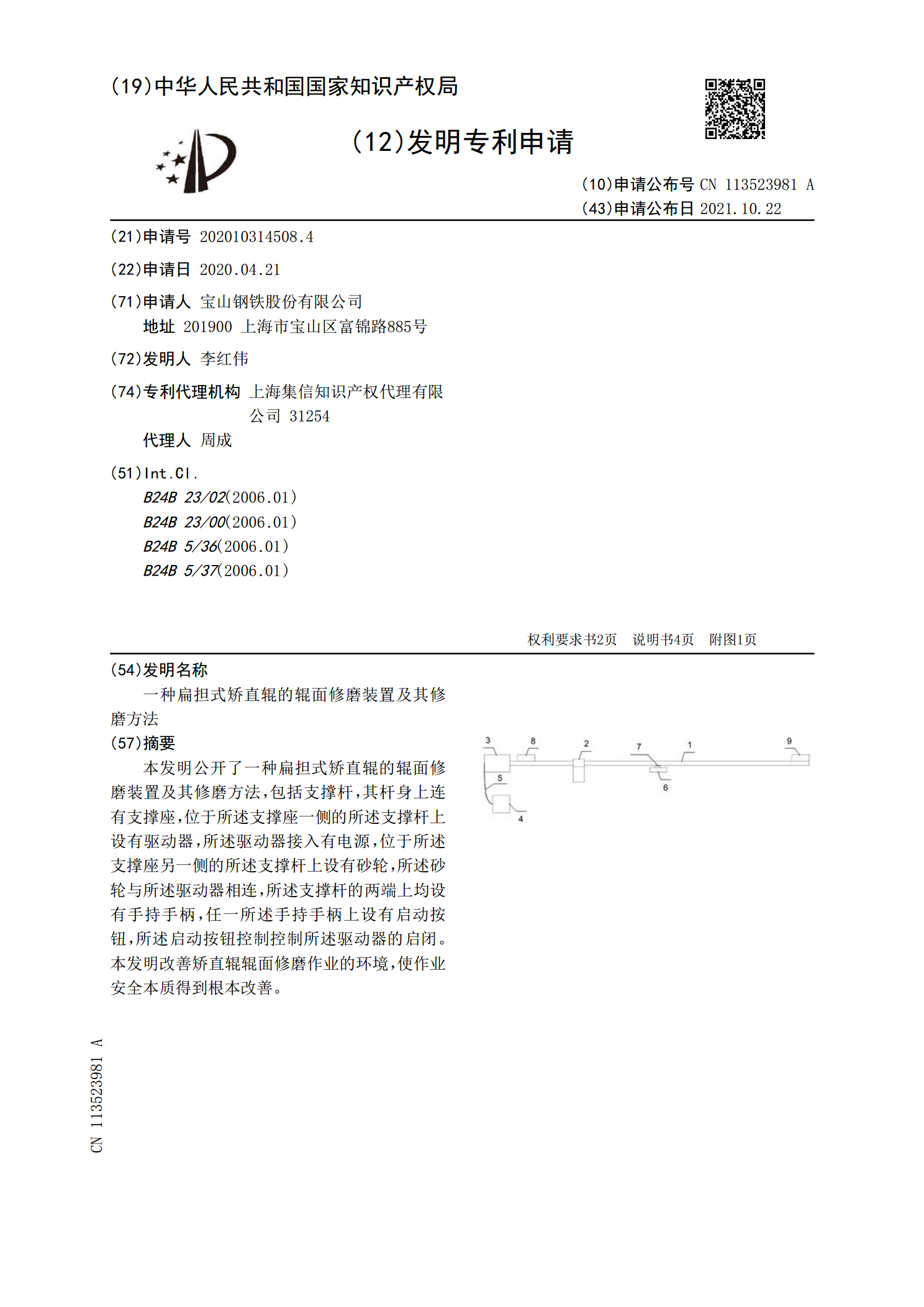
一种扁担式矫直辊的辊面修磨装置及其修磨方法.pdf
本发明公开了一种扁担式矫直辊的辊面修磨装置及其修磨方法,包括支撑杆,其杆身上连有支撑座,位于所述支撑座一侧的所述支撑杆上设有驱动器,所述驱动器接入有电源,位于所述支撑座另一侧的所述支撑杆上设有砂轮,所述砂轮与所述驱动器相连,所述支撑杆的两端上均设有手持手柄,任一所述手持手柄上设有启动按钮,所述启动按钮控制控制所述驱动器的启闭。本发明改善矫直辊辊面修磨作业的环境,使作业安全本质得到根本改善。