
一种3D车载玻璃热弯成型设备和成型工艺.pdf

一只****呀淑

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种3D车载玻璃热弯成型设备和成型工艺.pdf
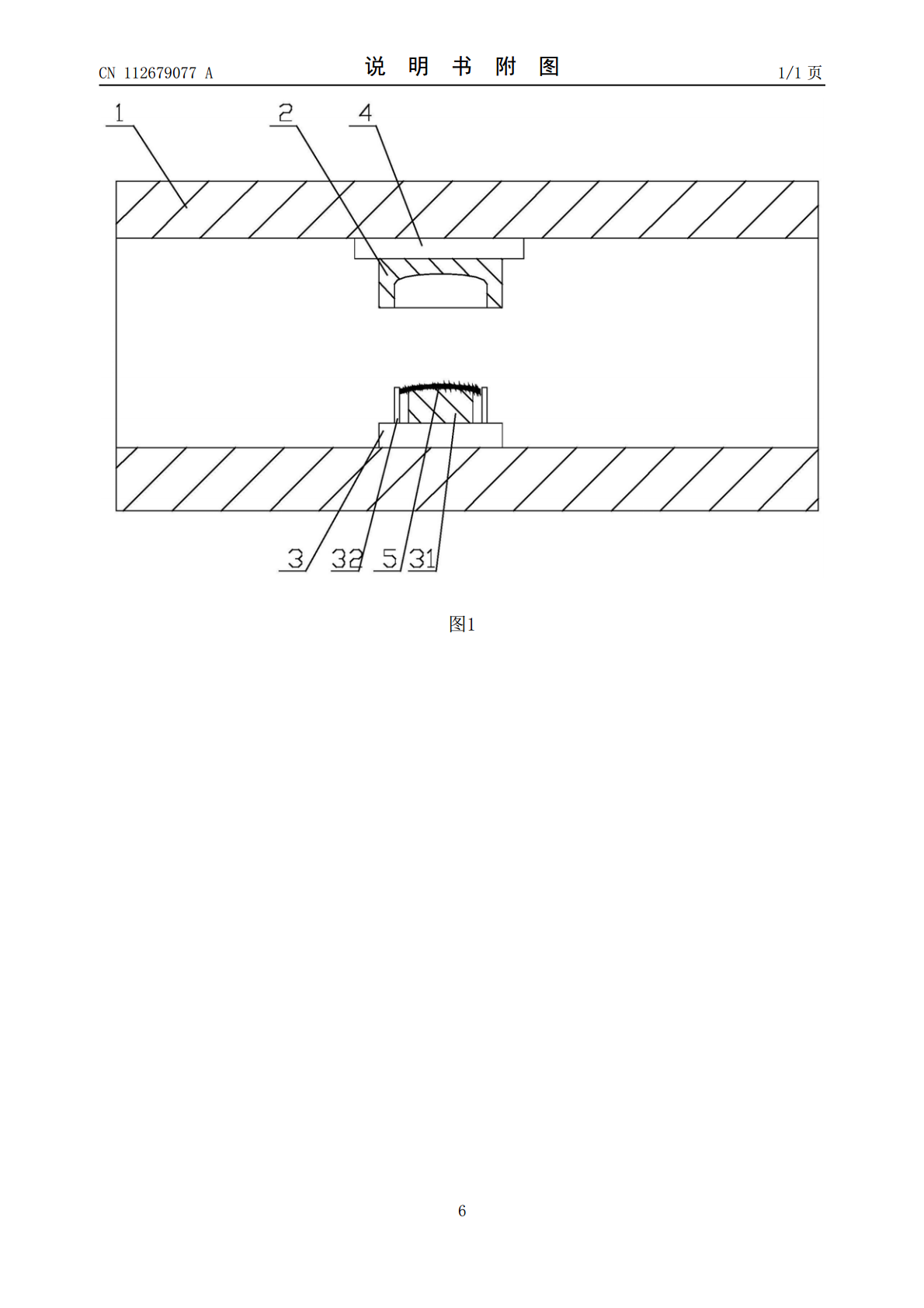
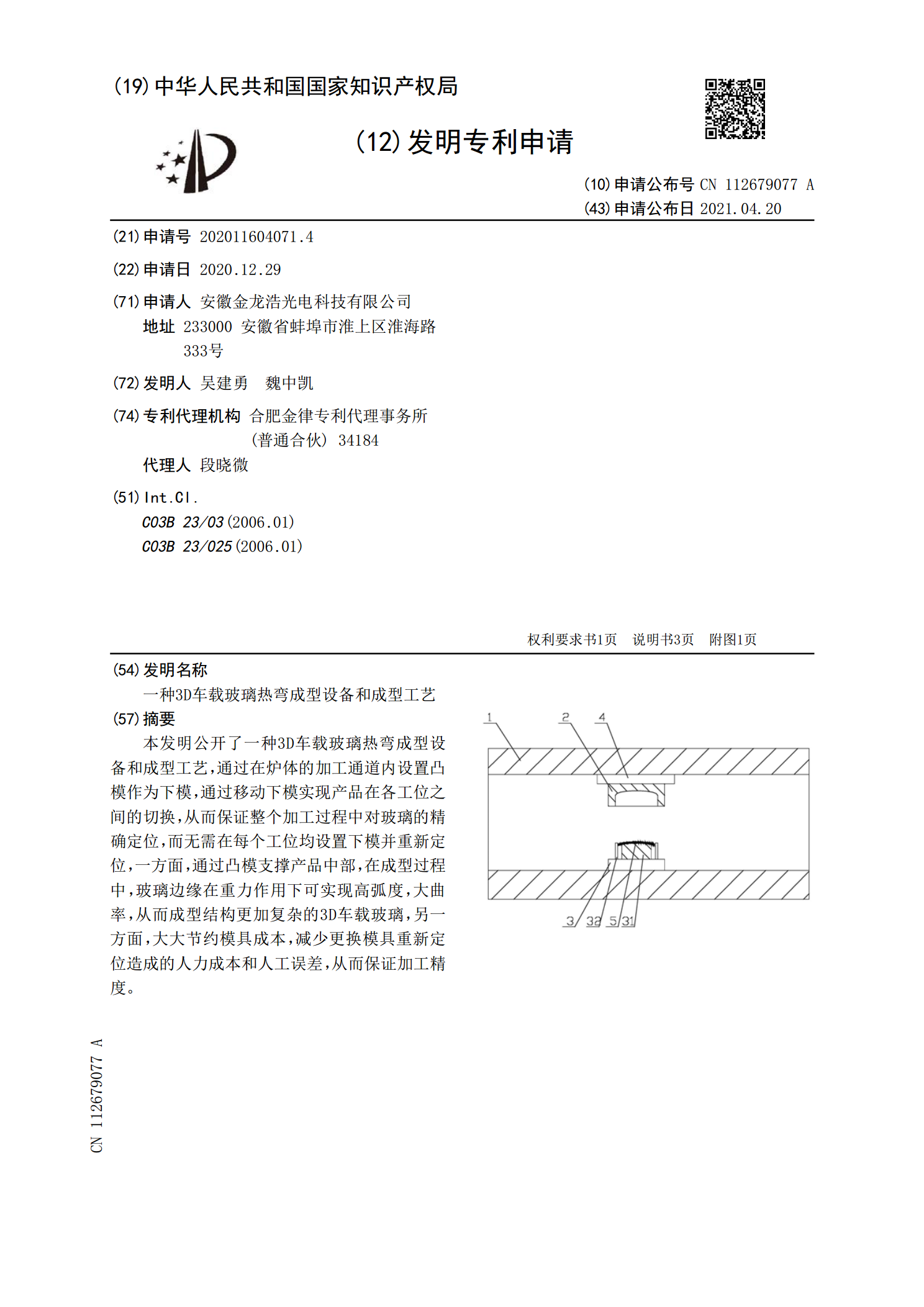
本发明公开了一种3D车载玻璃热弯成型设备和成型工艺,通过在炉体的加工通道内设置凸模作为下模,通过移动下模实现产品在各工位之间的切换,从而保证整个加工过程中对玻璃的精确定位,而无需在每个工位均设置下模并重新定位,一方面,通过凸模支撑产品中部,在成型过程中,玻璃边缘在重力作用下可实现高弧度,大曲率,从而成型结构更加复杂的3D车载玻璃,另一方面,大大节约模具成本,减少更换模具重新定位造成的人力成本和人工误差,从而保证加工精度。
3D玻璃热弯机和3D玻璃成型方法.pdf
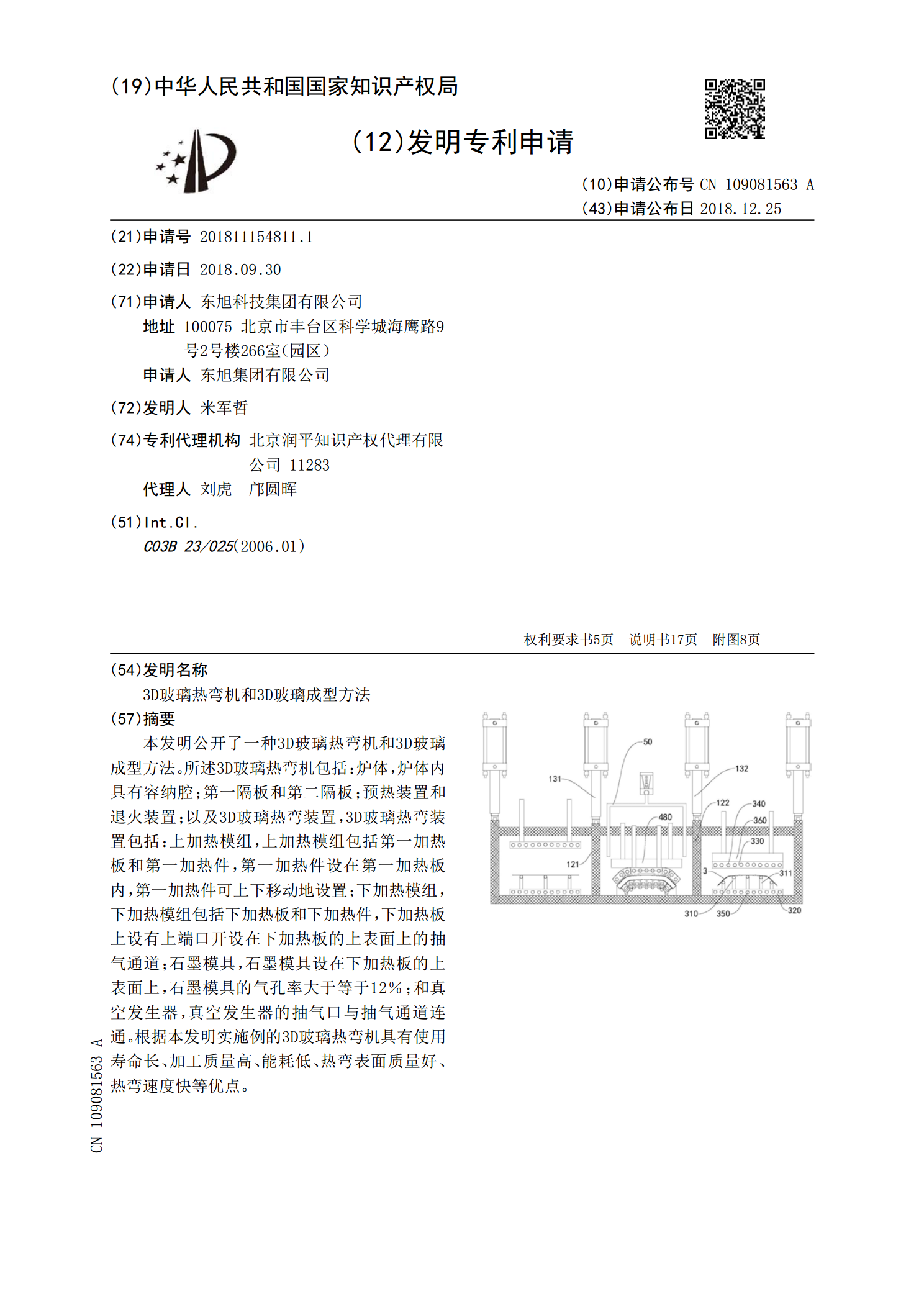
本发明公开了一种3D玻璃热弯机和3D玻璃成型方法。所述3D玻璃热弯机包括:炉体,炉体内具有容纳腔;第一隔板和第二隔板;预热装置和退火装置;以及3D玻璃热弯装置,3D玻璃热弯装置包括:上加热模组,上加热模组包括第一加热板和第一加热件,第一加热件设在第一加热板内,第一加热件可上下移动地设置;下加热模组,下加热模组包括下加热板和下加热件,下加热板上设有上端口开设在下加热板的上表面上的抽气通道;石墨模具,石墨模具设在下加热板的上表面上,石墨模具的气孔率大于等于12%;和真空发生器,真空发生器的抽气口与抽气通道连通

一种玻璃热弯治具和玻璃热弯成型设备.pdf
本实用新型公开了一种玻璃热弯治具,其特征在于,包括:第一组件、第二组件和至少一个第三组件,其中,第一组件、第二组件和第三组件可套叠并且通过固定结构可拆卸地固定连接为整体治具。本实用新型还公开了一种采用该玻璃热弯治具的玻璃热弯成型设备。本实用新型能够通过搭配组件以适用于不同尺寸模具的调试,提高了工作效率。

3D车载玻璃显示盖板热弯成型设备.pdf
本发明涉及一种3D车载玻璃显示盖板热弯成型设备,包括:炉体;下加热板,用于承载玻璃模板;上红外发热灯箱,上红外发热灯箱由设置在炉体之外的驱动装置控制而相对下加热板升降移动,上红外发热灯箱的发热位置可控且发热功率可调;真空泵装置,且与穿过下加热板的真空管道连通,以在2D玻璃的底面与玻璃模板之间的形变位置形成形变吸附腔室;以及氮气喷射组件,氮气喷射组件绕设于玻璃模板四周喷出氮气而形成氮气幕帘,玻璃模板四周的氮气幕帘与上红外发热灯箱、下加热板之间形成隔离腔室;通过采用持续的氮气幕帘来形成隔离腔室,有效地减少氧气
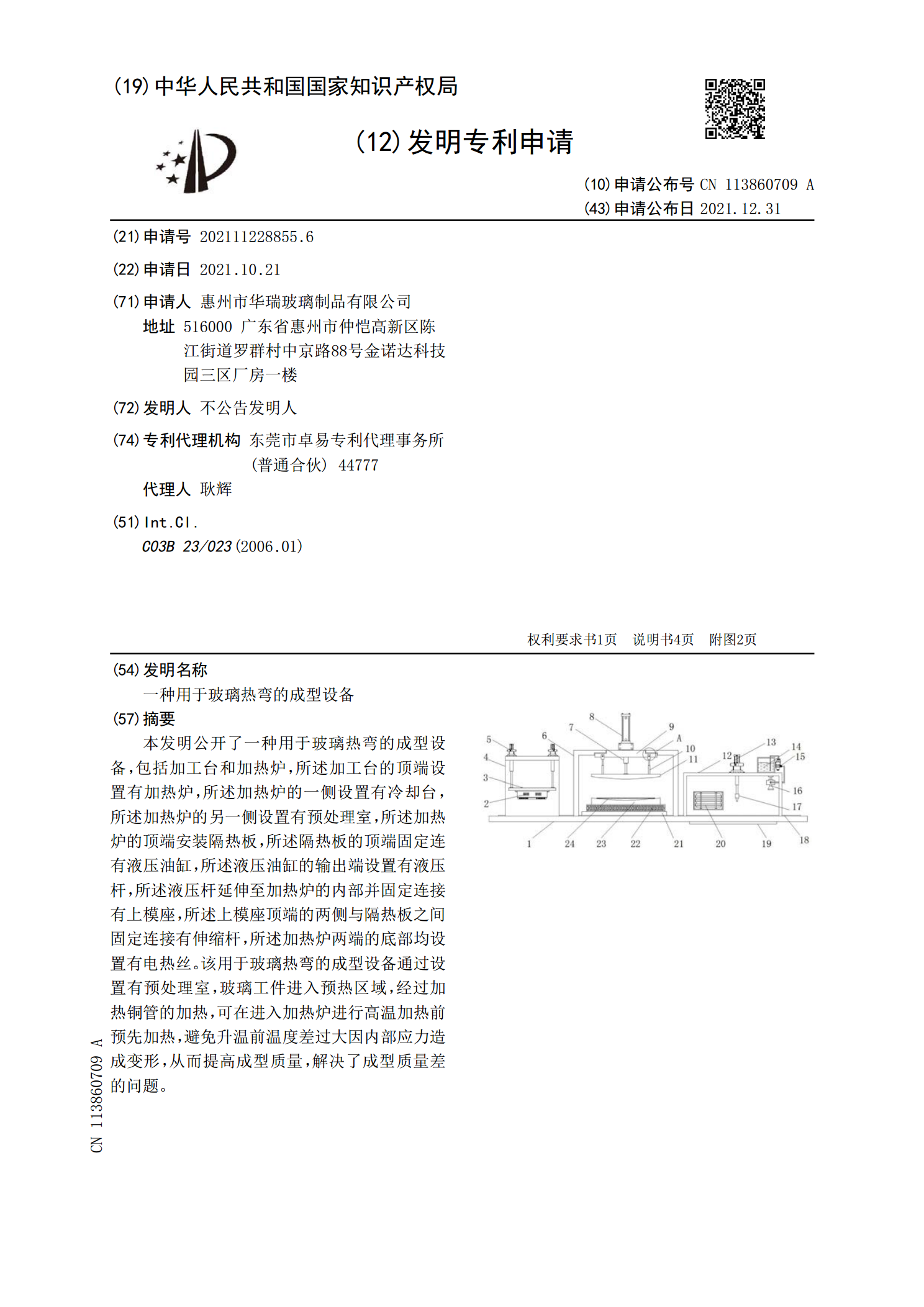
一种用于玻璃热弯的成型设备.pdf
本发明公开了一种用于玻璃热弯的成型设备,包括加工台和加热炉,所述加工台的顶端设置有加热炉,所述加热炉的一侧设置有冷却台,所述加热炉的另一侧设置有预处理室,所述加热炉的顶端安装隔热板,所述隔热板的顶端固定连有液压油缸,所述液压油缸的输出端设置有液压杆,所述液压杆延伸至加热炉的内部并固定连接有上模座,所述上模座顶端的两侧与隔热板之间固定连接有伸缩杆,所述加热炉两端的底部均设置有电热丝。该用于玻璃热弯的成型设备通过设置有预处理室,玻璃工件进入预热区域,经过加热铜管的加热,可在进入加热炉进行高温加热前预先加热,避