
一种碳锰钢锻件及其冶炼方法.pdf

是你****盟主


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种碳锰钢锻件及其冶炼方法.pdf
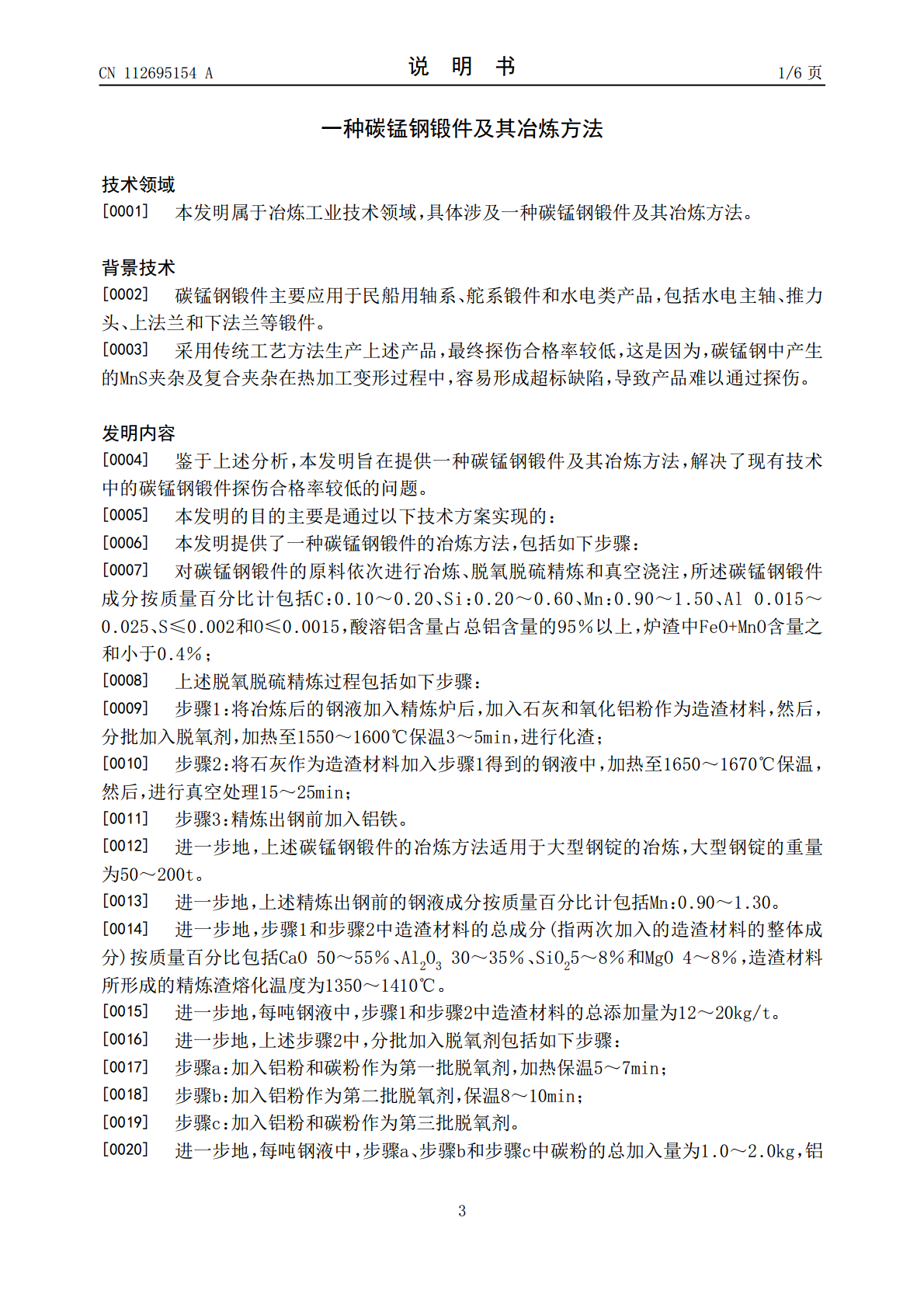
本发明公开了一种碳锰钢锻件及其冶炼方法,属于冶炼工业技术领域,解决了现有技术中的碳锰钢锻件探伤合格率较低的问题。本发明的冶炼方法包括如下步骤:对碳锰钢锻件的原料依次进行冶炼、脱氧脱硫精炼和真空浇注,碳锰钢锻件成分按质量百分比计包括C:0.10~0.20、Si:0.20~0.60、Mn:0.90~1.50、Al0.015~0.025、S≤0.002和O≤0.0015;脱氧脱硫精炼包括如下步骤:将冶炼后的钢液加入精炼炉后,加入石灰和氧化铝粉作为造渣材料,然后,分批加入脱氧剂,加热至保温,进行化渣;将石灰作为
一种低碳高锰钢的冶炼方法.pdf
本发明公开了一种低碳高锰钢的冶炼方法,将脱硫后的铁水兑入转炉,终点控制碳含量为0.03%~0.05%,出钢氧值400~500ppm,温度控制在1660~1680℃;进RH炉温度大于1610℃,将碳脱至0.01%以下;将RH炉处理好的钢水兑入转炉,兑钢水之前,转炉炉内加入金属锰和铝的混合物以便进行锰合金化;兑钢水之后摇炉,下枪点吹,待炉内合金全部熔化后出钢,温度控制在1600℃以上;进入LF炉后,如温度低于1530℃,先将温度提至1530℃以上再进行锰的合金化,LF炉搬出的温度大于1500℃。本发明可稳定的
一种高锰钢及其冶炼方法.pdf
本发明涉及一种高锰钢及其冶炼方法,所述高锰钢的化学成分为:C:0.32%~0.38%,Si:0.18%~0.28%,Mn:26%~30%,P≤0.0030%,S≤0.0050%,Als:0.015%~0.030%,其余为铁及不可避免的杂质;高锰钢的冶炼方法包括熔炼、LF炉精炼、RH真空处理及连铸过程;在LF炉精炼处理前,将锰含量为高锰钢成品锰含量95%以上的金属锰加入到钢液中。在不增加熔炼设备的前提下,能够将锰含量为26%~30%高锰钢中的磷含量控制在超低水平,并能够实现连续生产,且工艺过程简单,生产稳定

一种中碳高锰钢的冶炼方法.pdf
本发明公开了一种中碳高锰钢的冶炼方法,将脱硫后的铁水兑入转炉,终点控制碳含量为0.03%~0.05%,出钢氧值500~650ppm,温度1660~1680℃;进RH炉温度大于1620℃,搬入后将碳脱至0.01%以下,加铝镇静钢水,循环均匀后少量多批次加金属锰,每次加入量小于16kg/t钢,RH炉搬出钢水锰值在6.5%~8%,温度1570℃以上;进入LF炉后,如温度低于1570℃,先将温度提至1570℃以上后再进行锰的合金化,少量多批次加金属锰,LF炉搬出的温度大于1520℃,之后上机等待浇注。本发明利用转

一种高铝中锰钢及其冶炼方法.pdf
本发明涉及一种高铝中锰钢及其冶炼方法,冶炼方法包括:对化学成分为C:1.0‑6.0%,Si:0.10‑0.75%,Mn:0.10‑0.20%,P:0.040‑0.090%,S:0.015‑0.040%,其余为Fe及其它不可避免的杂质的铁水预处理;对预处理铁水的转炉工序,包括出站前加入电解锰与铝线,出钢开始到钢包1/3时,加入细石灰和电解锰,出钢结束后,钢包表面加入合成渣与铝粉;LF炉精炼,钢包放到LF罐车内;到站温度1560‑1580℃,渣厚70‑90mm。本发明在合理的工艺控制下开发出了性能优异的低密度