
钢坯加热炉炉内运输辊.pdf

一吃****仕龙


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢坯加热炉炉内运输辊.pdf
本发明公开一种钢坯加热炉炉内运输辊,涉及钢坯加热炉制造技术领域,它包括辊子和开设有冷却水腔的辊轴;所述辊轴装配在所述辊子中间,所述辊子和所述辊轴的端头通过焊接连接块密封连接;所述辊子的端头和所述焊接连接块的端面设置有由快干防爆自流浇注料浇注而成的防护块,通过凝固于防护块中的V型锚固钉与所述辊子的端头和所述焊接连接块的端面固定连接。本发明可以解决现有的运输辊的辊子和辊轴装配位置容易烧裂,造成漏水危害加热炉内部其他设备,影响加热炉正常生产的问题。
一种用于钢坯加热炉的水冷悬臂辊道.pdf
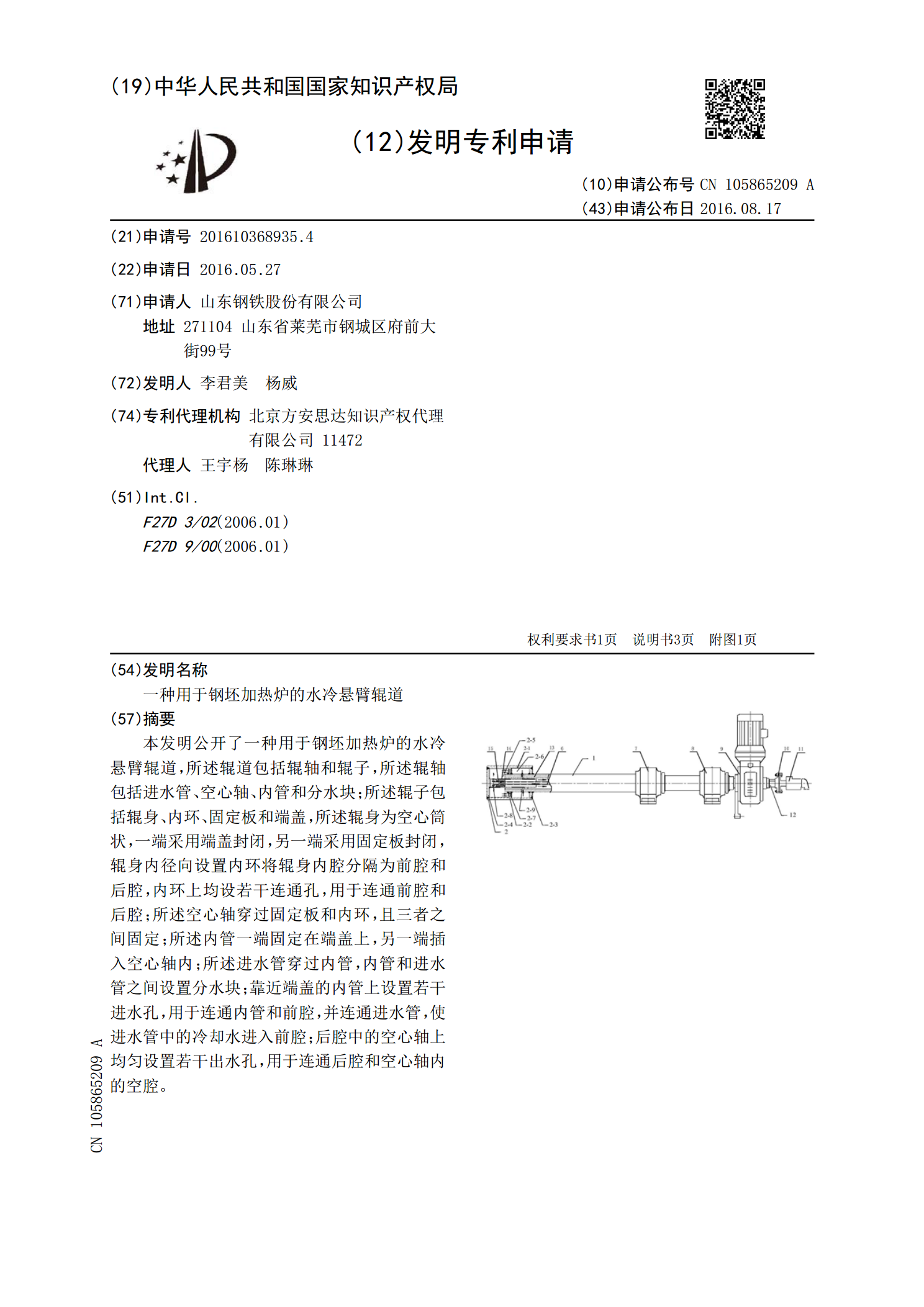
本发明公开了一种用于钢坯加热炉的水冷悬臂辊道,所述辊道包括辊轴和辊子,所述辊轴包括进水管、空心轴、内管和分水块;所述辊子包括辊身、内环、固定板和端盖,所述辊身为空心筒状,一端采用端盖封闭,另一端采用固定板封闭,辊身内径向设置内环将辊身内腔分隔为前腔和后腔,内环上均设若干连通孔,用于连通前腔和后腔;所述空心轴穿过固定板和内环,且三者之间固定;所述内管一端固定在端盖上,另一端插入空心轴内;所述进水管穿过内管,内管和进水管之间设置分水块;靠近端盖的内管上设置若干进水孔,用于连通内管和前腔,并连通进水管,使进水管
一种控制加热炉内钢坯间隙的方法.pdf
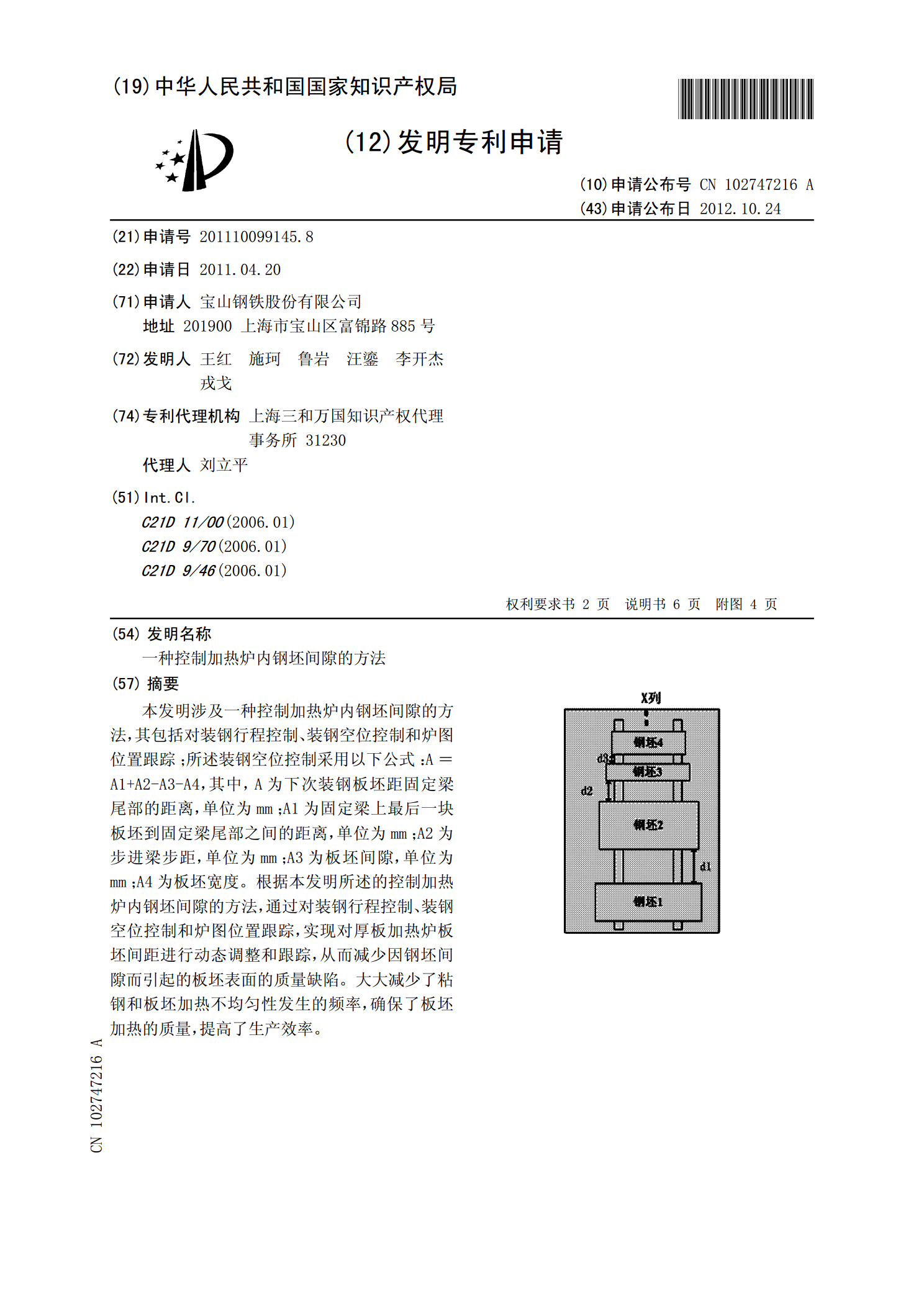
本发明涉及一种控制加热炉内钢坯间隙的方法,其包括对装钢行程控制、装钢空位控制和炉图位置跟踪;所述装钢空位控制采用以下公式:A=A1+A2-A3-A4,其中,A为下次装钢板坯距固定梁尾部的距离,单位为mm;A1为固定梁上最后一块板坯到固定梁尾部之间的距离,单位为mm;A2为步进梁步距,单位为mm;A3为板坯间隙,单位为mm;A4为板坯宽度。根据本发明所述的控制加热炉内钢坯间隙的方法,通过对装钢行程控制、装钢空位控制和炉图位置跟踪,实现对厚板加热炉板坯间距进行动态调整和跟踪,从而减少因钢坯间隙而引起的板坯表面

加热炉内钢坯温度在线红外测试新技术.docx
加热炉内钢坯温度在线红外测试新技术首先,钢铁行业是全球最重要的工业领域之一,钢铁产品的质量直接关系到整个工业生产的效率和产品的质量。而钢铁生产中涉及的加热过程是其中一个至关重要的环节,精确的加热过程能够保证钢坯的质量和性能,直接影响到最终产品的质量和性能。因此,在钢坯加热过程中精确测量钢坯温度的技术显得尤为重要。现代钢铁生产一般采用红外测量技术进行温度监测,下面将对这种技术进行详细的介绍和分析。红外测量技术是一种无接触的、非破坏性的测量方法,通过对目标物体辐射出的红外辐射进行接收和分析,可以测量出目标物体

加热炉内钢坯温度在线红外测试新技术.docx
加热炉内钢坯温度在线红外测试新技术近年来,随着工业自动化的不断推进,对于温度在线检测和控制的需求也越来越高。钢铁工业中,钢坯的加热过程是非常关键的生产环节,加热温度的控制可以直接影响钢坯的性能和质量。因此,如何准确、快速地在线检测钢坯加热过程中的温度变化,一直是钢铁企业所关注的问题。传统的钢坯温度检测方法主要有热电偶、热电阻、红外测温等几种。其中,热电偶和热电阻的测温原理主要是基于热电效应和电阻的变化。这两种方法的检测精度较高,但是需要与钢坯物体直接接触,存在易损坏、易受机械振动等外界干扰的问题。与传统的