
一种制氢炉管内壁蠕变裂纹超声透射原位检测方法.pdf

春兰****89

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种制氢炉管内壁蠕变裂纹超声透射原位检测方法.pdf
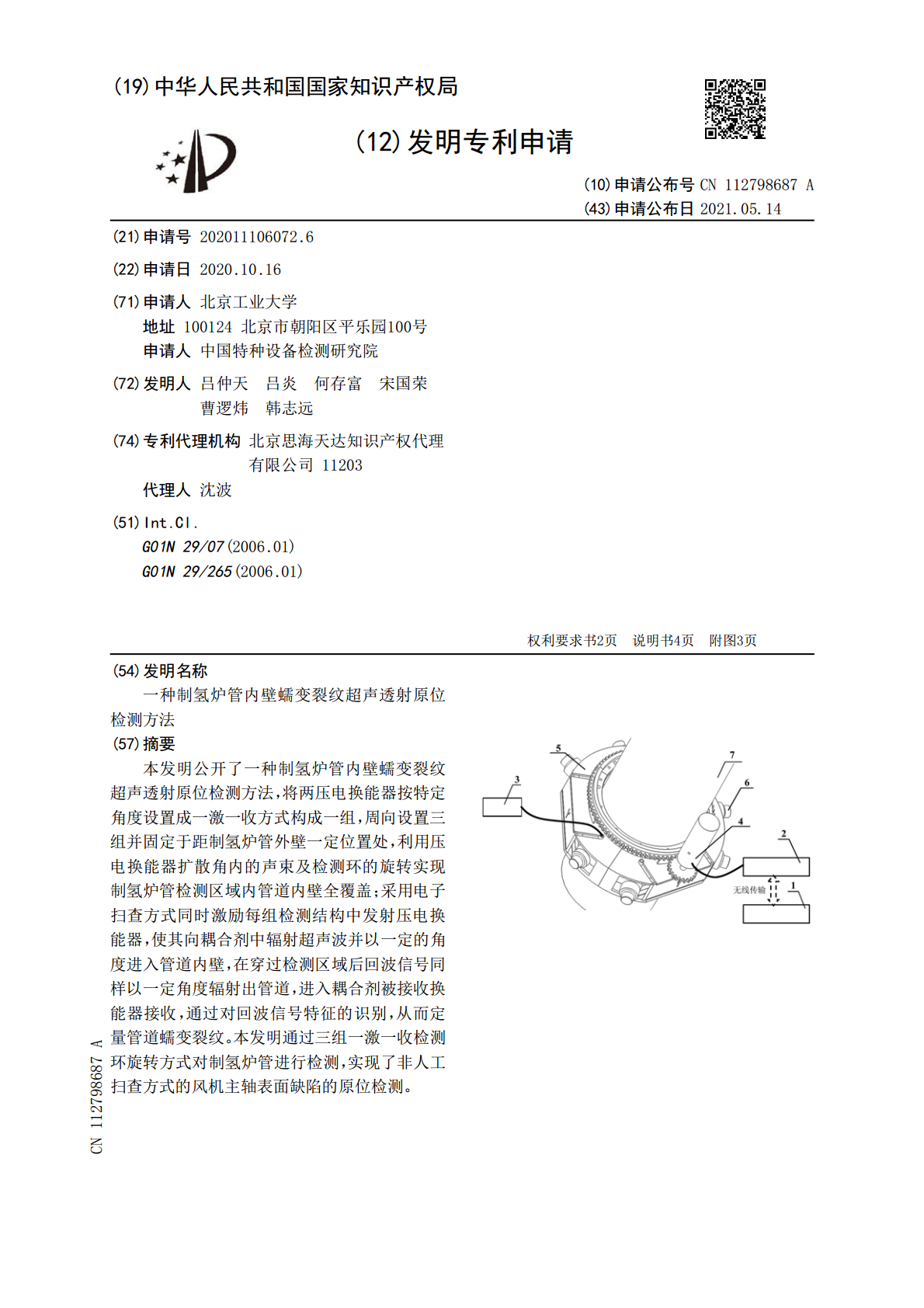
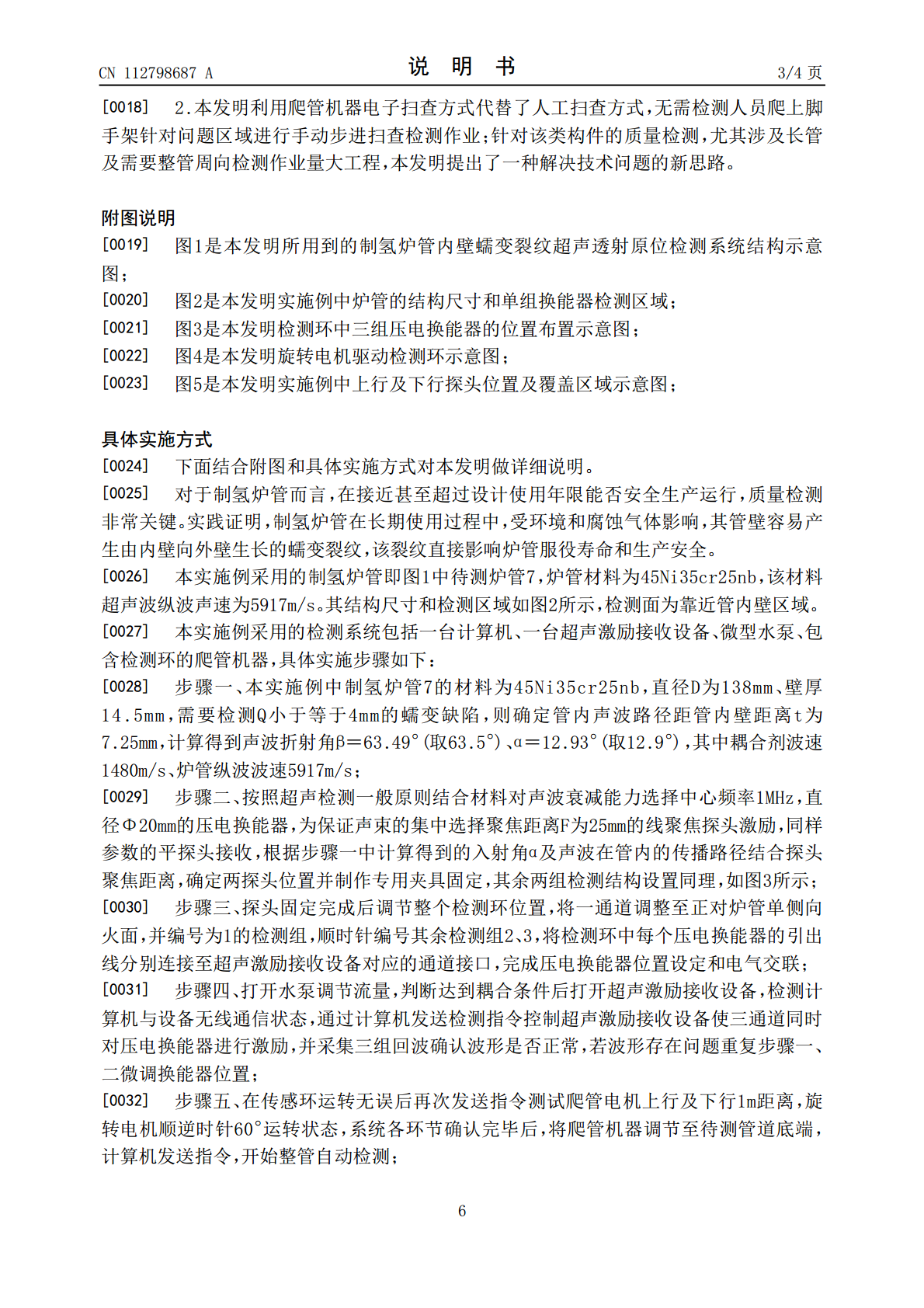
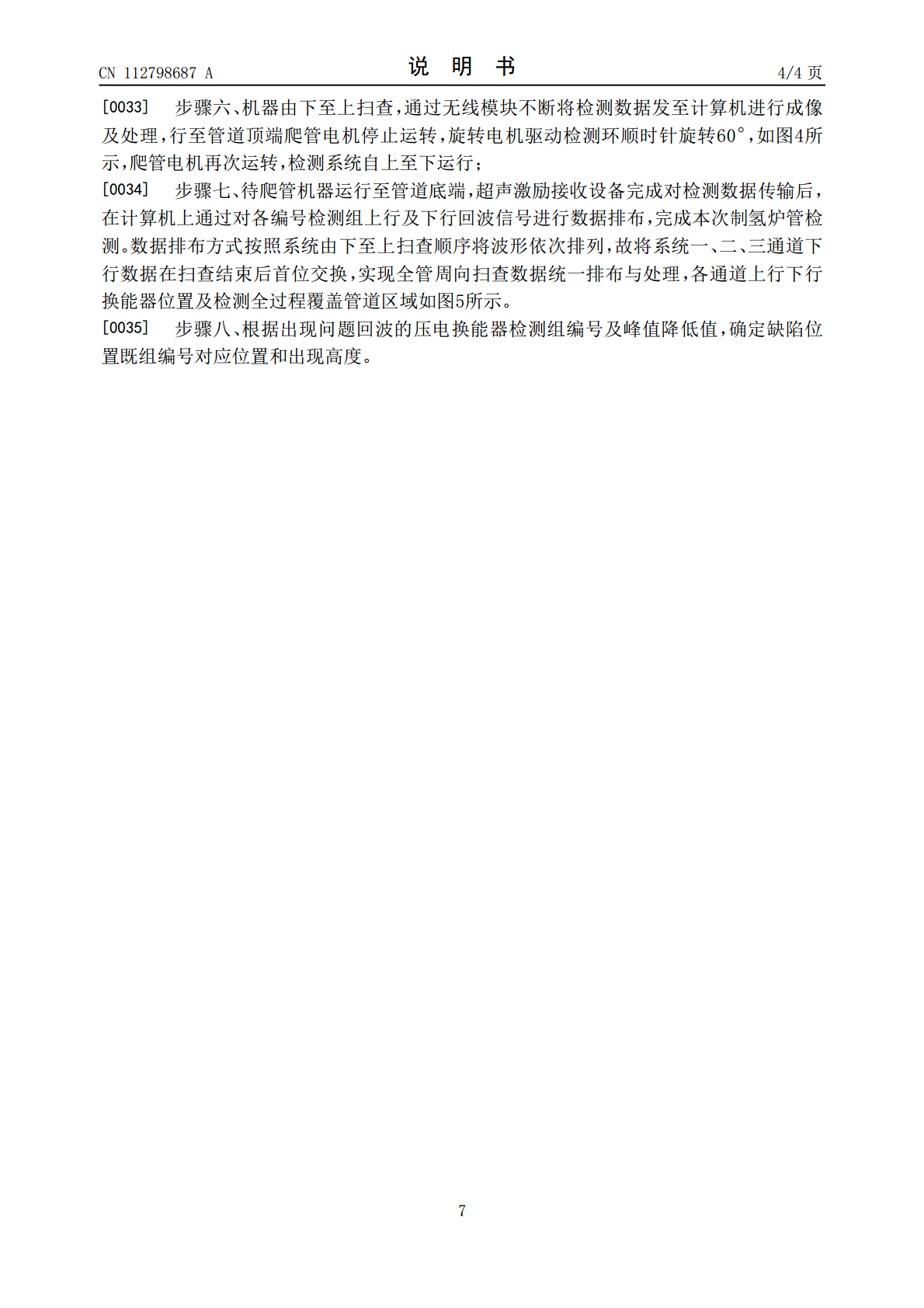
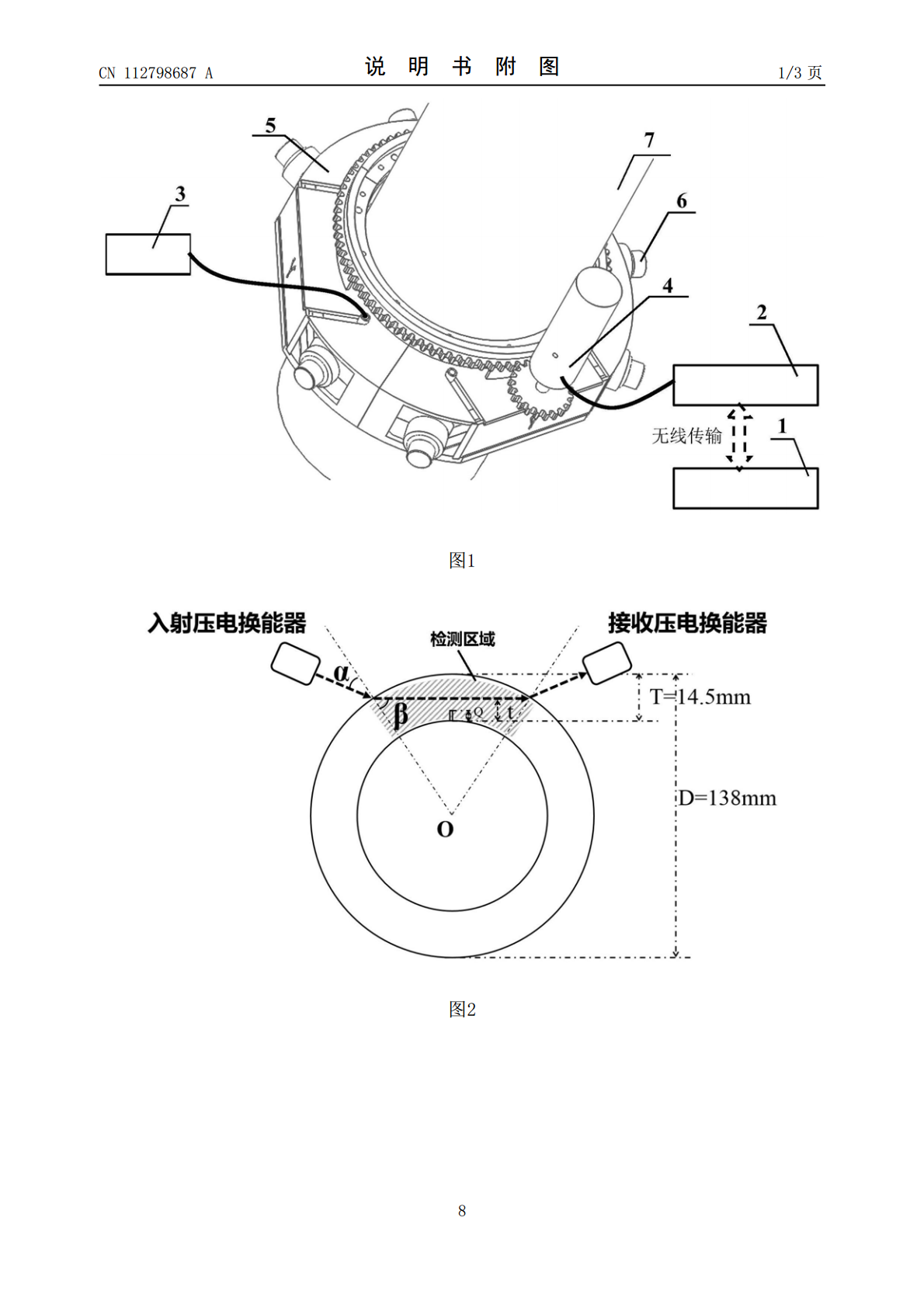
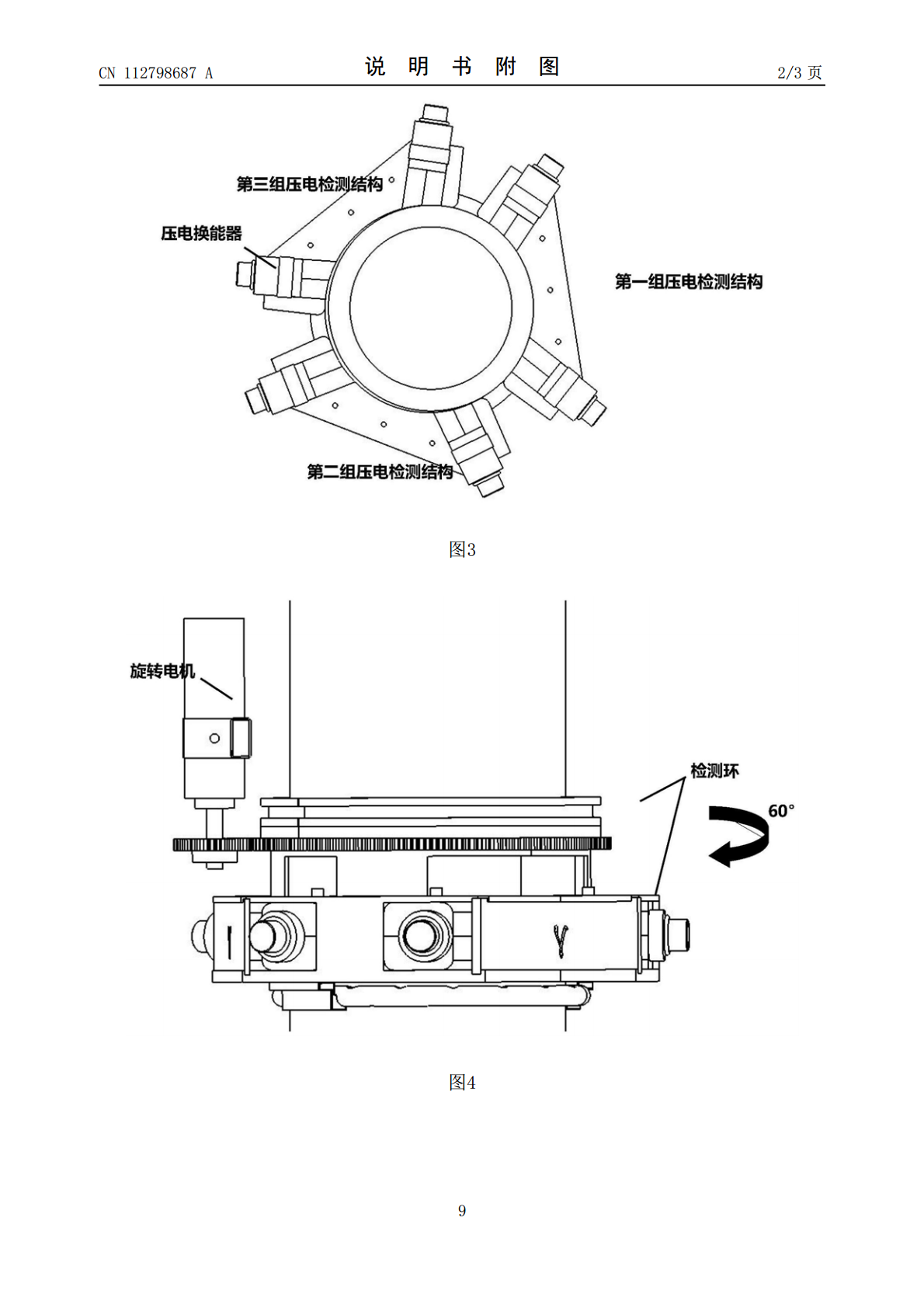
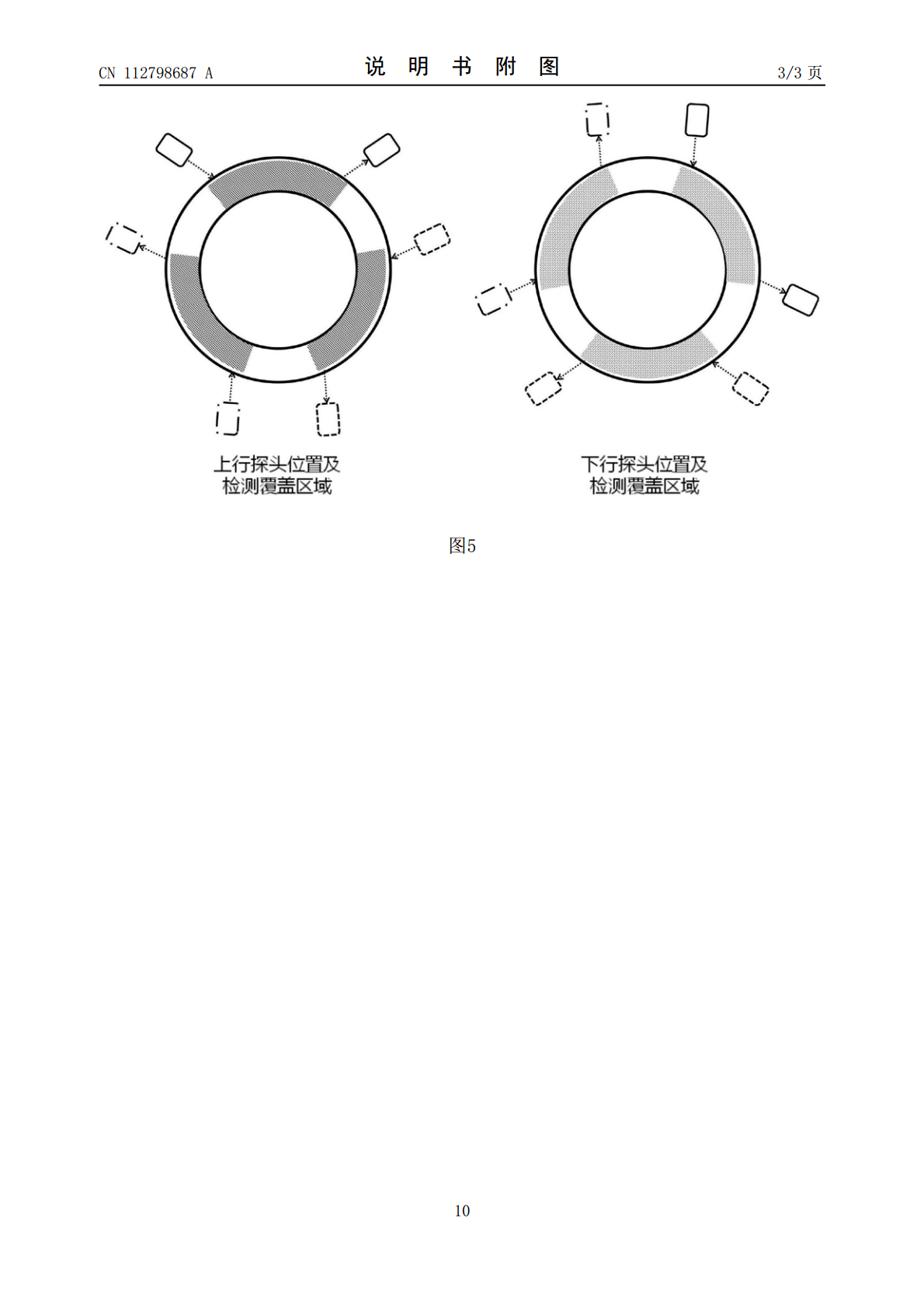
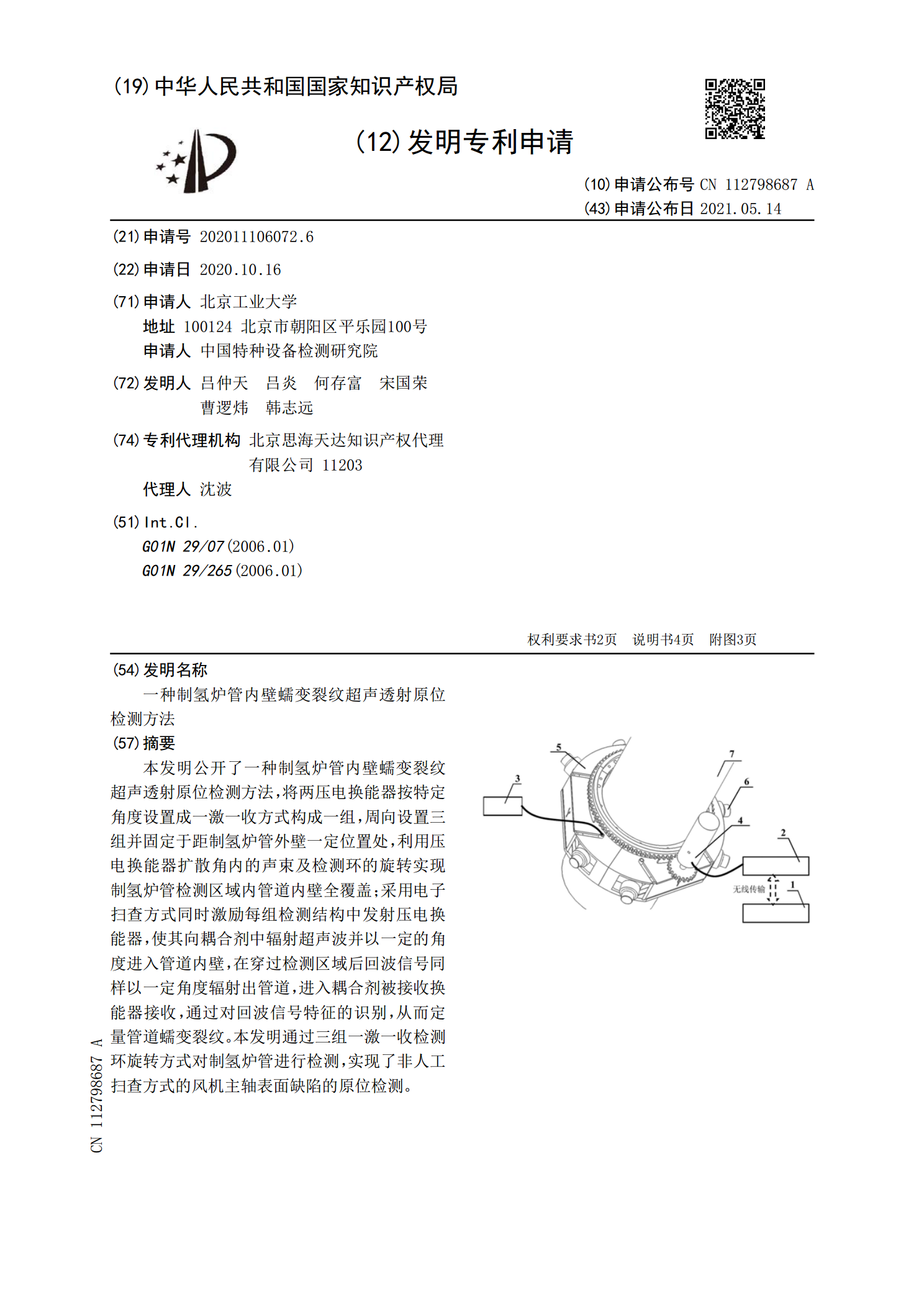
本发明公开了一种制氢炉管内壁蠕变裂纹超声透射原位检测方法,将两压电换能器按特定角度设置成一激一收方式构成一组,周向设置三组并固定于距制氢炉管外壁一定位置处,利用压电换能器扩散角内的声束及检测环的旋转实现制氢炉管检测区域内管道内壁全覆盖;采用电子扫查方式同时激励每组检测结构中发射压电换能器,使其向耦合剂中辐射超声波并以一定的角度进入管道内壁,在穿过检测区域后回波信号同样以一定角度辐射出管道,进入耦合剂被接收换能器接收,通过对回波信号特征的识别,从而定量管道蠕变裂纹。本发明通过三组一激一收检测环旋转方式对制氢
一种参数可调式炉管蠕变损伤超声检测探头架.pdf
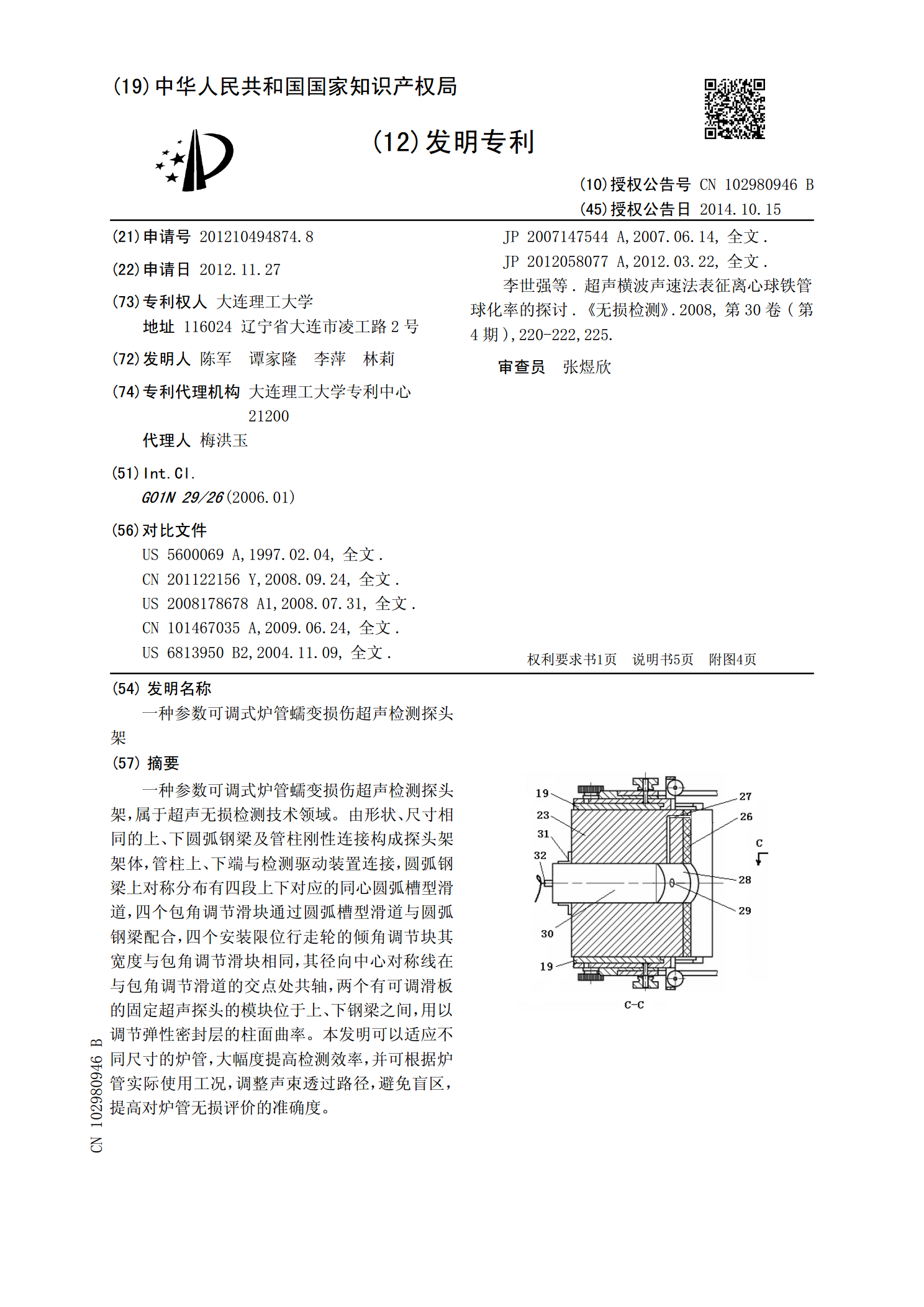
一种参数可调式炉管蠕变损伤超声检测探头架,属于超声无损检测技术领域。由形状、尺寸相同的上、下圆弧钢梁及管柱刚性连接构成探头架架体,管柱上、下端与检测驱动装置连接,圆弧钢梁上对称分布有四段上下对应的同心圆弧槽型滑道,四个包角调节滑块通过圆弧槽型滑道与圆弧钢梁配合,四个安装限位行走轮的倾角调节块其宽度与包角调节滑块相同,其径向中心对称线在与包角调节滑道的交点处共轴,两个有可调滑板的固定超声探头的模块位于上、下钢梁之间,用以调节弹性密封层的柱面曲率。本发明可以适应不同尺寸的炉管,大幅度提高检测效率,并可根据炉管
制氢炉炉管的检测方法.pdf
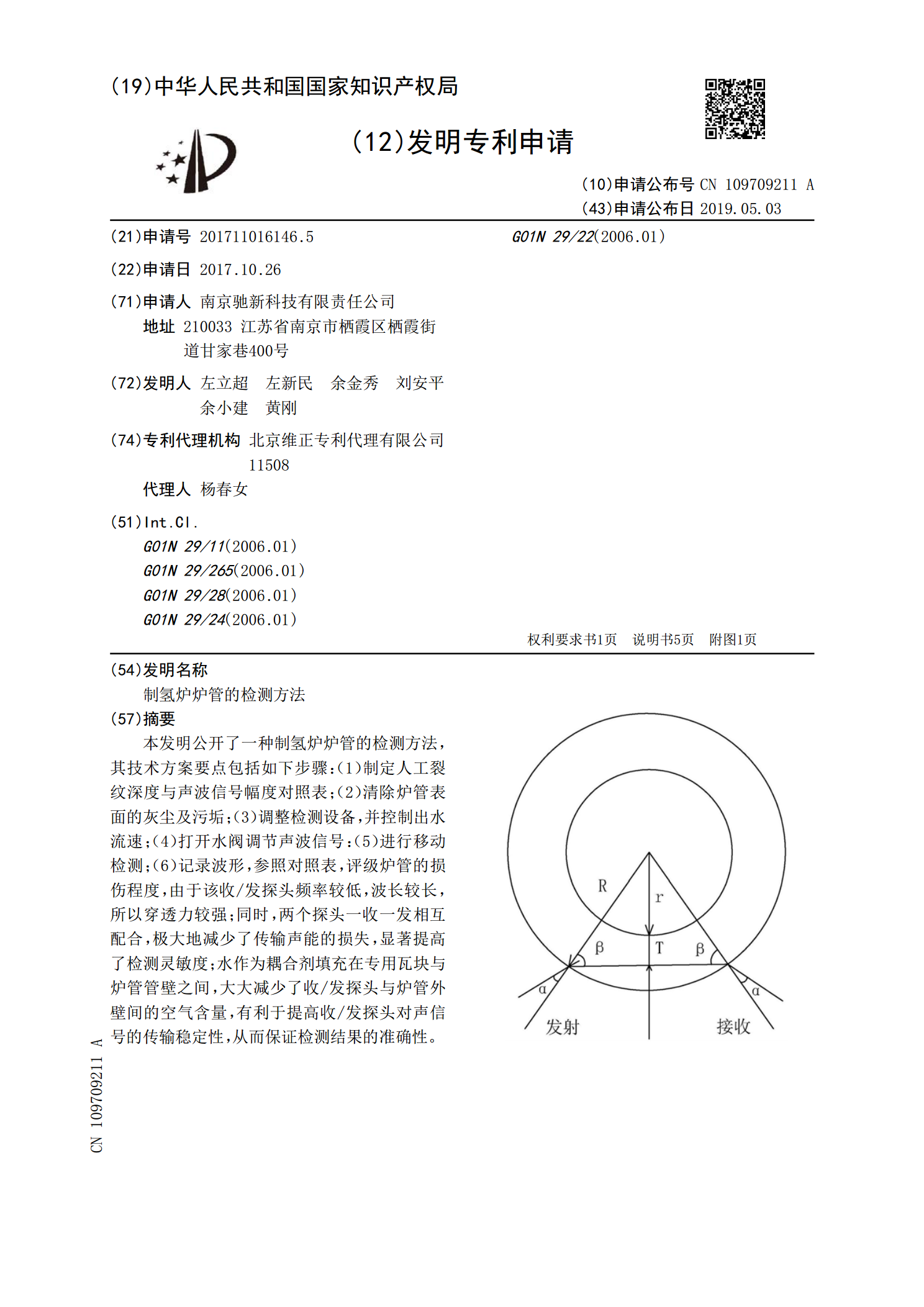
本发明公开了一种制氢炉炉管的检测方法,其技术方案要点包括如下步骤:(1)制定人工裂纹深度与声波信号幅度对照表;(2)清除炉管表面的灰尘及污垢;(3)调整检测设备,并控制出水流速;(4)打开水阀调节声波信号:(5)进行移动检测;(6)记录波形,参照对照表,评级炉管的损伤程度,由于该收/发探头频率较低,波长较长,所以穿透力较强;同时,两个探头一收一发相互配合,极大地减少了传输声能的损失,显著提高了检测灵敏度;水作为耦合剂填充在专用瓦块与炉管管壁之间,大大减少了收/发探头与炉管外壁间的空气含量,有利于提高收/发

一种高温制氢转化炉管超声自动无损检测设备及系统.pdf
本发明公开了一种高温制氢转化炉管超声自动无损检测设备及系统,一种高温制氢转化炉管超声自动无损检测设备,包括管道爬行设备主体,管道爬行设备主体的顶端设有旋转盖板,爬行设备主体的内部设有蓄电池、控制主板、无线收发器以及存储卡,无线收发器无线连接电脑客户端,每个第一电动伸缩杆的输出端均设有检测套,每个检测套的前侧设有激光测距仪,每个检测套内侧均设有高频超声激励接收采集器,管道爬行设备主体与旋转盖板相邻的两个边的背侧均设有正反电机,两个正反电机的输出端均设有贯穿管道爬行设备主体侧壁的丝杆,两个丝杆上均套设有丝杆螺
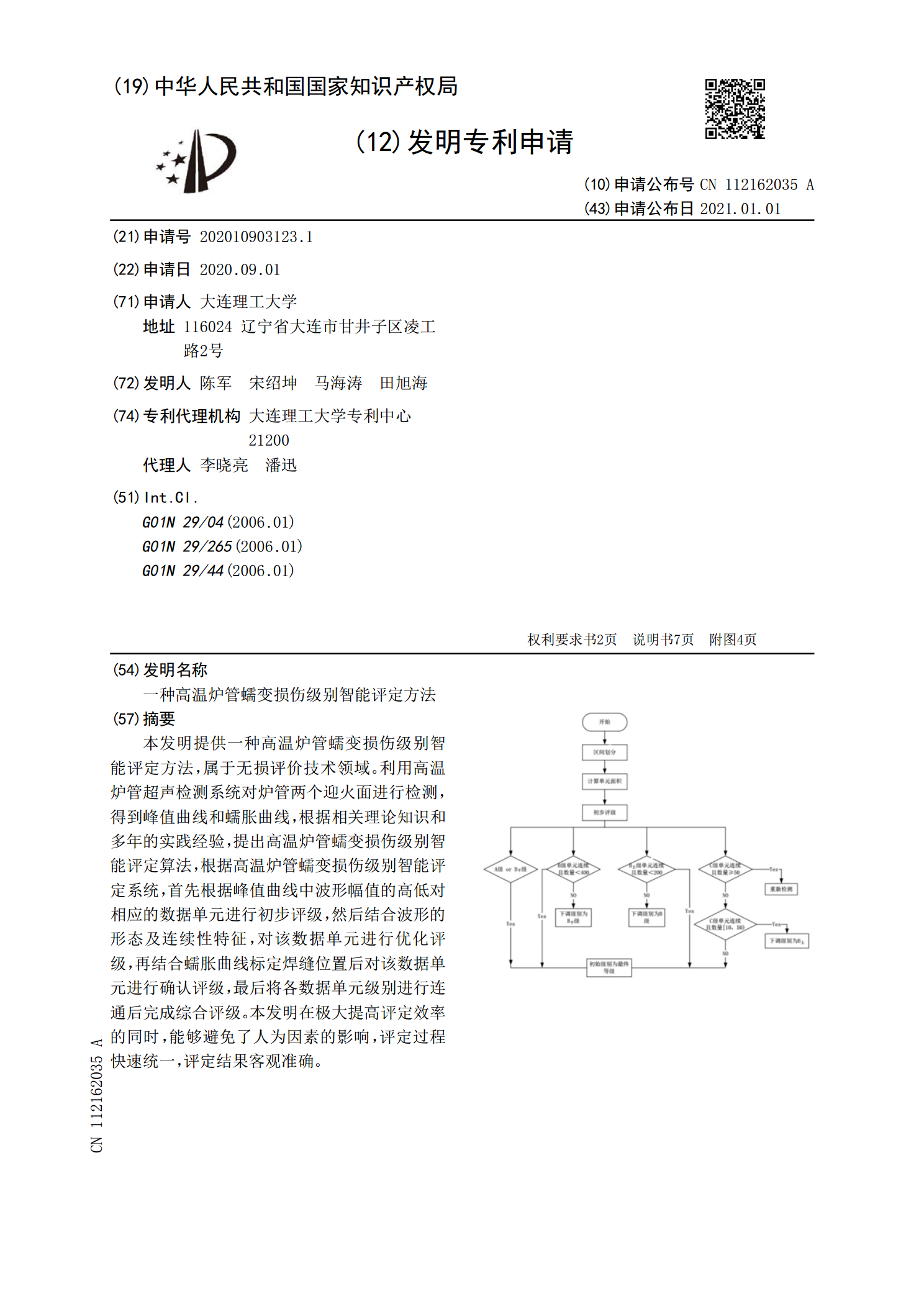
一种高温炉管蠕变损伤级别智能评定方法.pdf
本发明提供一种高温炉管蠕变损伤级别智能评定方法,属于无损评价技术领域。利用高温炉管超声检测系统对炉管两个迎火面进行检测,得到峰值曲线和蠕胀曲线,根据相关理论知识和多年的实践经验,提出高温炉管蠕变损伤级别智能评定算法,根据高温炉管蠕变损伤级别智能评定系统,首先根据峰值曲线中波形幅值的高低对相应的数据单元进行初步评级,然后结合波形的形态及连续性特征,对该数据单元进行优化评级,再结合蠕胀曲线标定焊缝位置后对该数据单元进行确认评级,最后将各数据单元级别进行连通后完成综合评级。本发明在极大提高评定效率的同时,能够避