
制氢炉炉管的检测方法.pdf

猫巷****忠娟

1/8

2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制氢炉炉管的检测方法.pdf
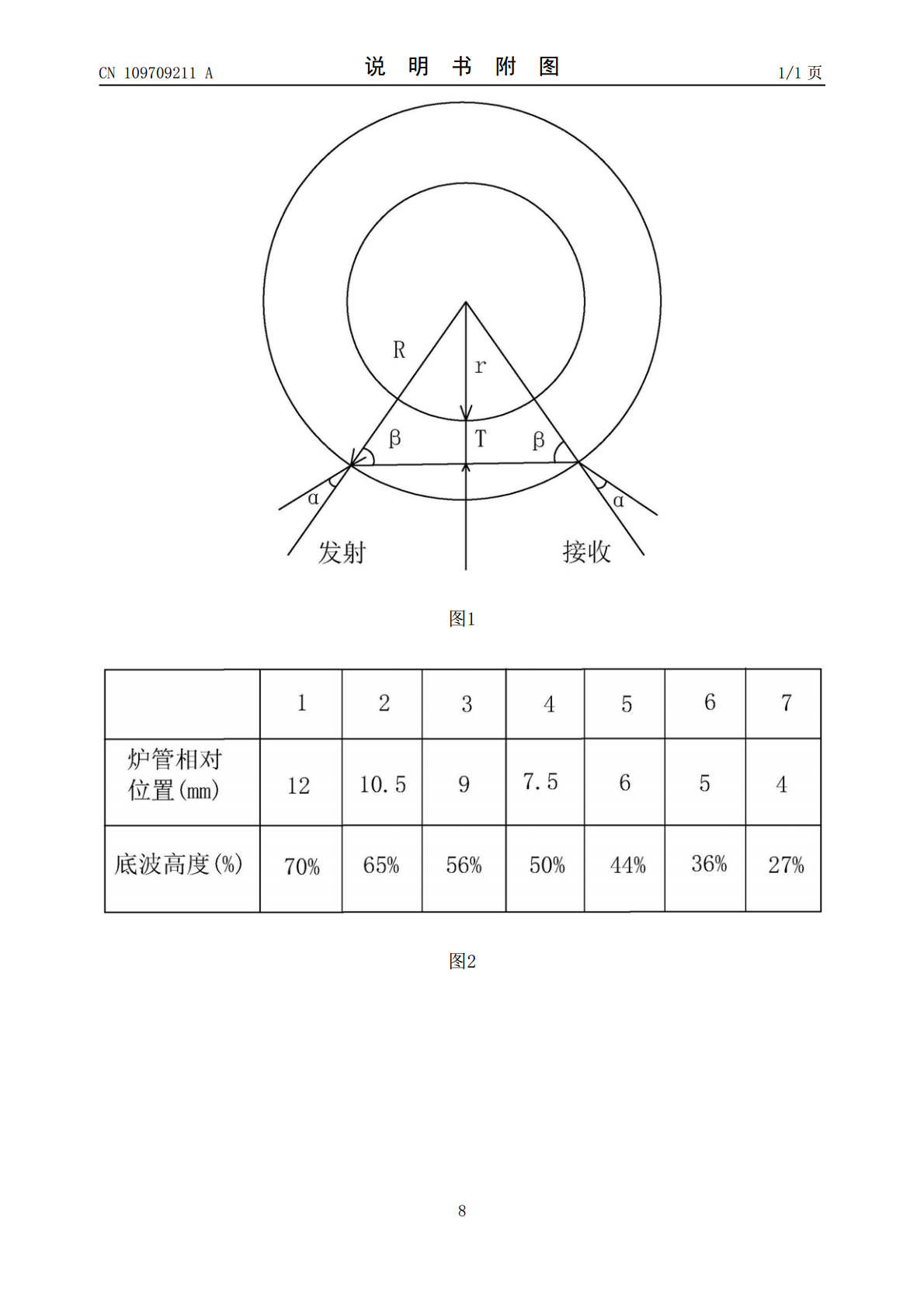
本发明公开了一种制氢炉炉管的检测方法,其技术方案要点包括如下步骤:(1)制定人工裂纹深度与声波信号幅度对照表;(2)清除炉管表面的灰尘及污垢;(3)调整检测设备,并控制出水流速;(4)打开水阀调节声波信号:(5)进行移动检测;(6)记录波形,参照对照表,评级炉管的损伤程度,由于该收/发探头频率较低,波长较长,所以穿透力较强;同时,两个探头一收一发相互配合,极大地减少了传输声能的损失,显著提高了检测灵敏度;水作为耦合剂填充在专用瓦块与炉管管壁之间,大大减少了收/发探头与炉管外壁间的空气含量,有利于提高收/发

制氢转化炉炉管腐蚀分析.docx
制氢转化炉炉管腐蚀分析引言随着人类对清洁能源的需求不断增加,氢成为了这个时代最为关注的能源之一。然而,氢能源的应用仍然面临着很多技术难题,其中制氢转化炉炉管腐蚀问题是一个非常重要的问题。氢能源研究始于上世纪60年代,随着时间推移,制氢转化炉的炉管腐蚀问题已经得到了广泛关注。为了解决这一问题,人们进行了大量的研究,本文旨在对制氢转化炉炉管腐蚀现象进行详细分析和探讨。制氢转化炉炉管腐蚀的类型制氢转化炉炉管腐蚀主要分为4种类型:1.氧化还原反应腐蚀氧化还原反应腐蚀是指金属与存在于转化炉气氛中的氧和水蒸汽等氧化性

制氢转化炉炉管损坏原因的分析.docx
制氢转化炉炉管损坏原因的分析制氢转化炉炉管损坏原因的分析摘要:制氢转化炉作为常见的化工设备之一,其关键组件之一为炉管。然而,炉管往往会出现损坏现象,导致运行不稳定和生产效率下降。因此,本论文就制氢转化炉炉管损坏原因进行了深入的分析,侧重于热应力、金属腐蚀和机械损伤等三个主要因素,并针对每个因素提出了相应的解决方案,以提高炉管的使用寿命和稳定性。1.引言随着工业化进程的快速推进,制氢转化炉作为一种常见的化工设备,广泛应用于化工行业中。然而,转化炉的关键组件炉管往往会出现损坏现象,严重影响炉子的运行效率和生产

一种制氢转化炉的炉管智能监测方法.pdf
本发明公开了一种制氢转化炉的炉管智能监测方法,包括超高温光栅FBG、波分复用、解调,采集光电检测器输出的电信号,记录相应的锯齿波电压,得到反射波长的值。将超高温光栅FBG和FBG应变传感器串联,应用于转化炉炉管的温度监测和炉管的应变应力分布监测,充分利用光纤传感技术的优势,对炉管温度、应变场进行直接、高精度的监测。

制氢转化炉炉管焊缝开裂原因分析.pptx
,目录PartOne焊缝开裂的具体现象开裂对制氢转化炉的影响PartTwo制造和安装过程中的问题运行过程中产生的应力使用的材料问题PartThree无损检测技术外观检测焊接工艺评定PartFour提高制造和安装质量优化运行参数选择合适的材料PartFive修复技术更换炉管加强日常维护和保养THANKS