
一种EB炉设备插板阀阀板耐磨涂层及其喷涂工艺.pdf

Do****76


1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种EB炉设备插板阀阀板耐磨涂层及其喷涂工艺.pdf
一种EB炉设备插板阀阀板耐磨涂层及其喷涂工艺,所述耐磨涂层的各成份及其质量百分比为:Cr
插板阀及其制备工艺.pdf
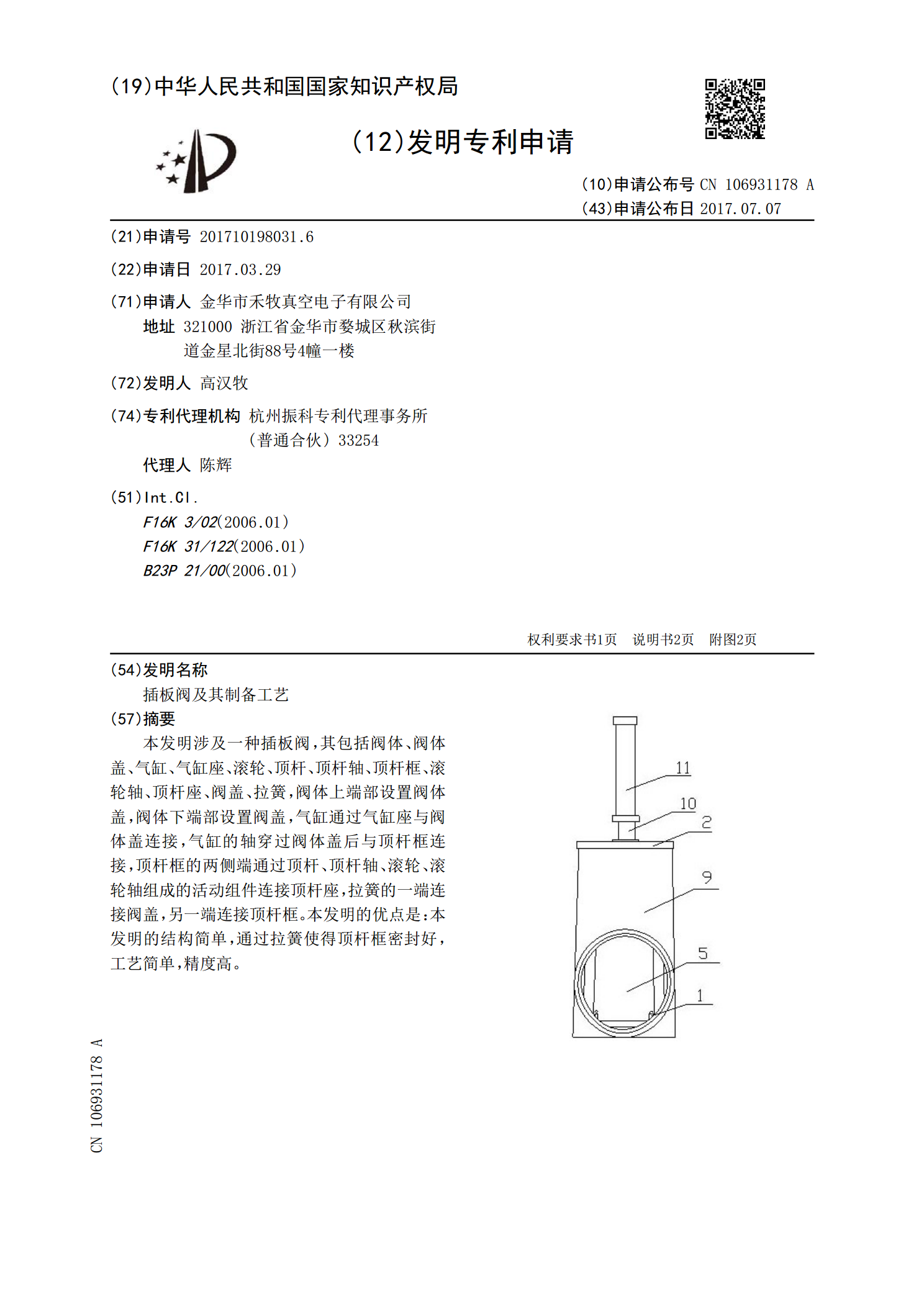
本发明涉及一种插板阀,其包括阀体、阀体盖、气缸、气缸座、滚轮、顶杆、顶杆轴、顶杆框、滚轮轴、顶杆座、阀盖、拉簧,阀体上端部设置阀体盖,阀体下端部设置阀盖,气缸通过气缸座与阀体盖连接,气缸的轴穿过阀体盖后与顶杆框连接,顶杆框的两侧端通过顶杆、顶杆轴、滚轮、滚轮轴组成的活动组件连接顶杆座,拉簧的一端连接阀盖,另一端连接顶杆框。本发明的优点是:本发明的结构简单,通过拉簧使得顶杆框密封好,工艺简单,精度高。

插板阀.pdf
本发明属于机械制造技术领域,特别是涉及插板阀。包括阀体、气缸、导轨、连杆、压杆、阀板,导向轮,所述阀板和连杆与压杆相连接,所述的压杆上设有导向轮,导向轮设置在导轨内,阀体和阀板之间具有相契合的锯齿形密封结构。所述的密封结构的锯齿数至少2个,所述的密封结构的锯齿表面设置有密封胶垫。本发明通过在插板阀阀板以及阀体之间设置的密封结构,使插板阀具有良好的密封,结构中的密封胶垫进一步提高了密封效果,提高了设备的精度和效率,使得阀体本身很难受到内容物的侵蚀,延长了插板阀的使用寿命。
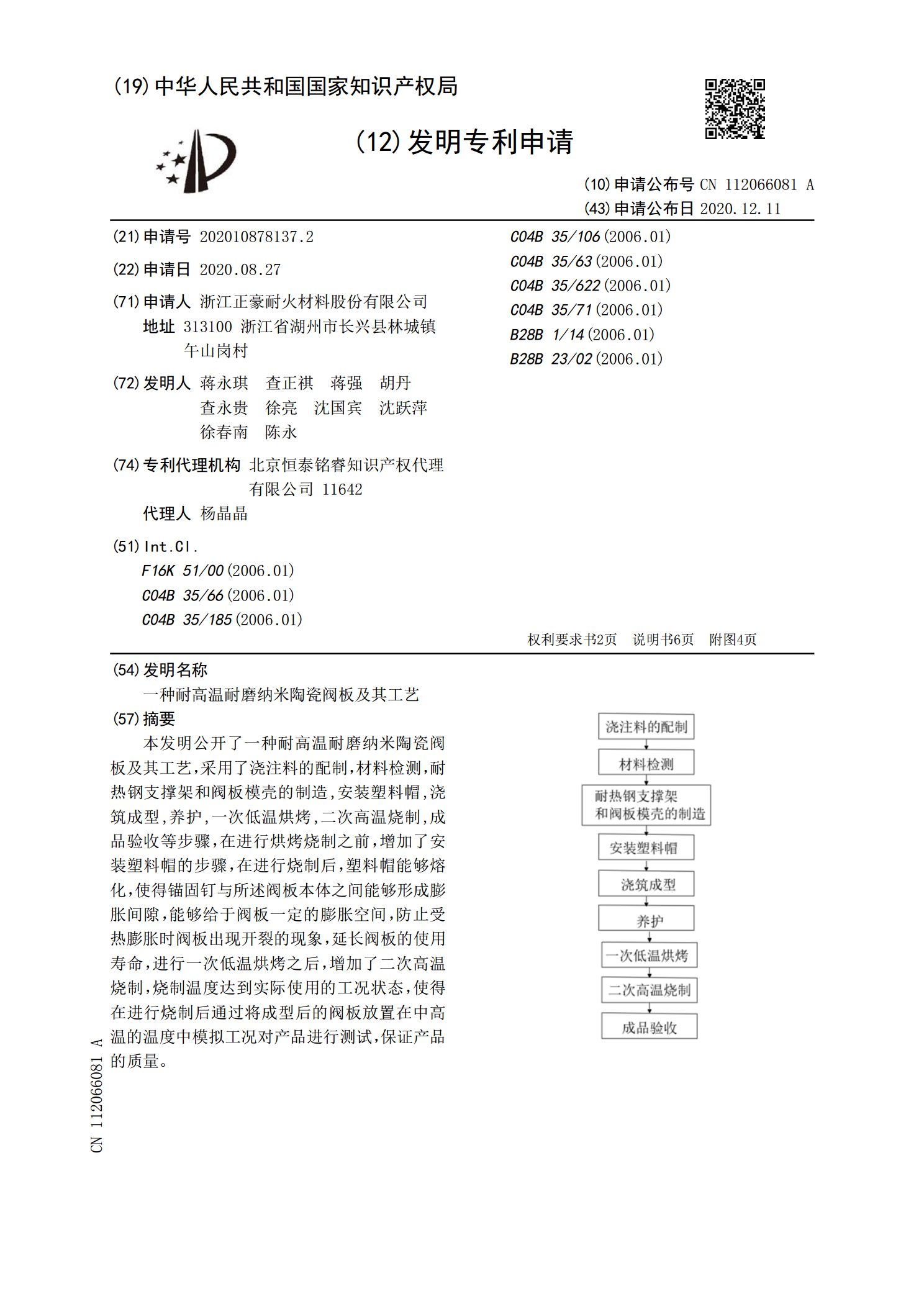
一种耐高温耐磨纳米陶瓷阀板及其工艺.pdf
本发明公开了一种耐高温耐磨纳米陶瓷阀板及其工艺,采用了浇注料的配制,材料检测,耐热钢支撑架和阀板模壳的制造,安装塑料帽,浇筑成型,养护,一次低温烘烤,二次高温烧制,成品验收等步骤,在进行烘烤烧制之前,增加了安装塑料帽的步骤,在进行烧制后,塑料帽能够熔化,使得锚固钉与所述阀板本体之间能够形成膨胀间隙,能够给于阀板一定的膨胀空间,防止受热膨胀时阀板出现开裂的现象,延长阀板的使用寿命,进行一次低温烘烤之后,增加了二次高温烧制,烧制温度达到实际使用的工况状态,使得在进行烧制后通过将成型后的阀板放置在中高温的温度中
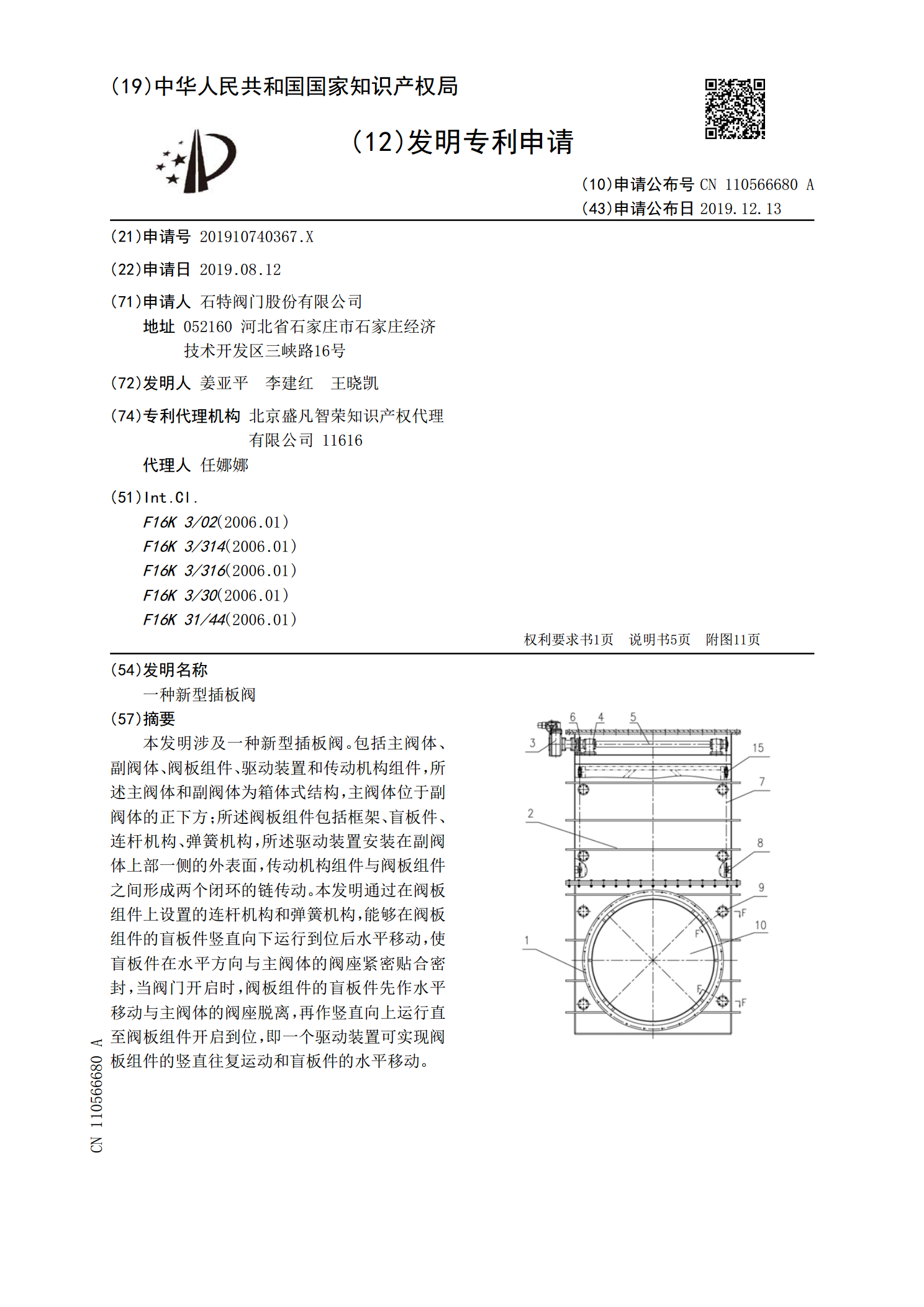
一种新型插板阀.pdf
本发明涉及一种新型插板阀。包括主阀体、副阀体、阀板组件、驱动装置和传动机构组件,所述主阀体和副阀体为箱体式结构,主阀体位于副阀体的正下方;所述阀板组件包括框架、盲板件、连杆机构、弹簧机构,所述驱动装置安装在副阀体上部一侧的外表面,传动机构组件与阀板组件之间形成两个闭环的链传动。本发明通过在阀板组件上设置的连杆机构和弹簧机构,能够在阀板组件的盲板件竖直向下运行到位后水平移动,使盲板件在水平方向与主阀体的阀座紧密贴合密封,当阀门开启时,阀板组件的盲板件先作水平移动与主阀体的阀座脱离,再作竖直向上运行直至阀板组