
一种溢流法玻璃基板成型厚度控制装置和方法.pdf

森林****io

1/9

2/9
3/9
4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种溢流法玻璃基板成型厚度控制装置和方法.pdf
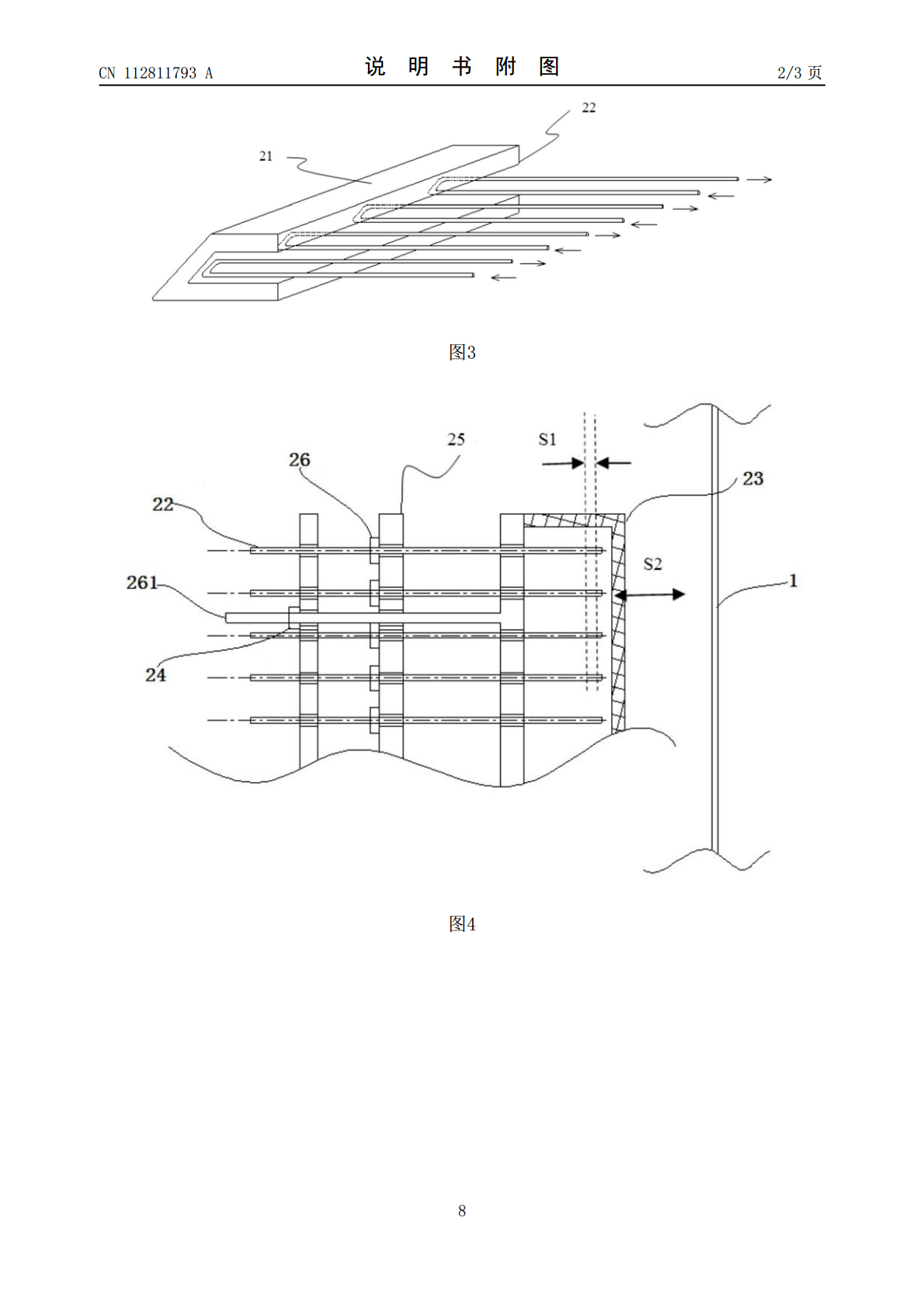
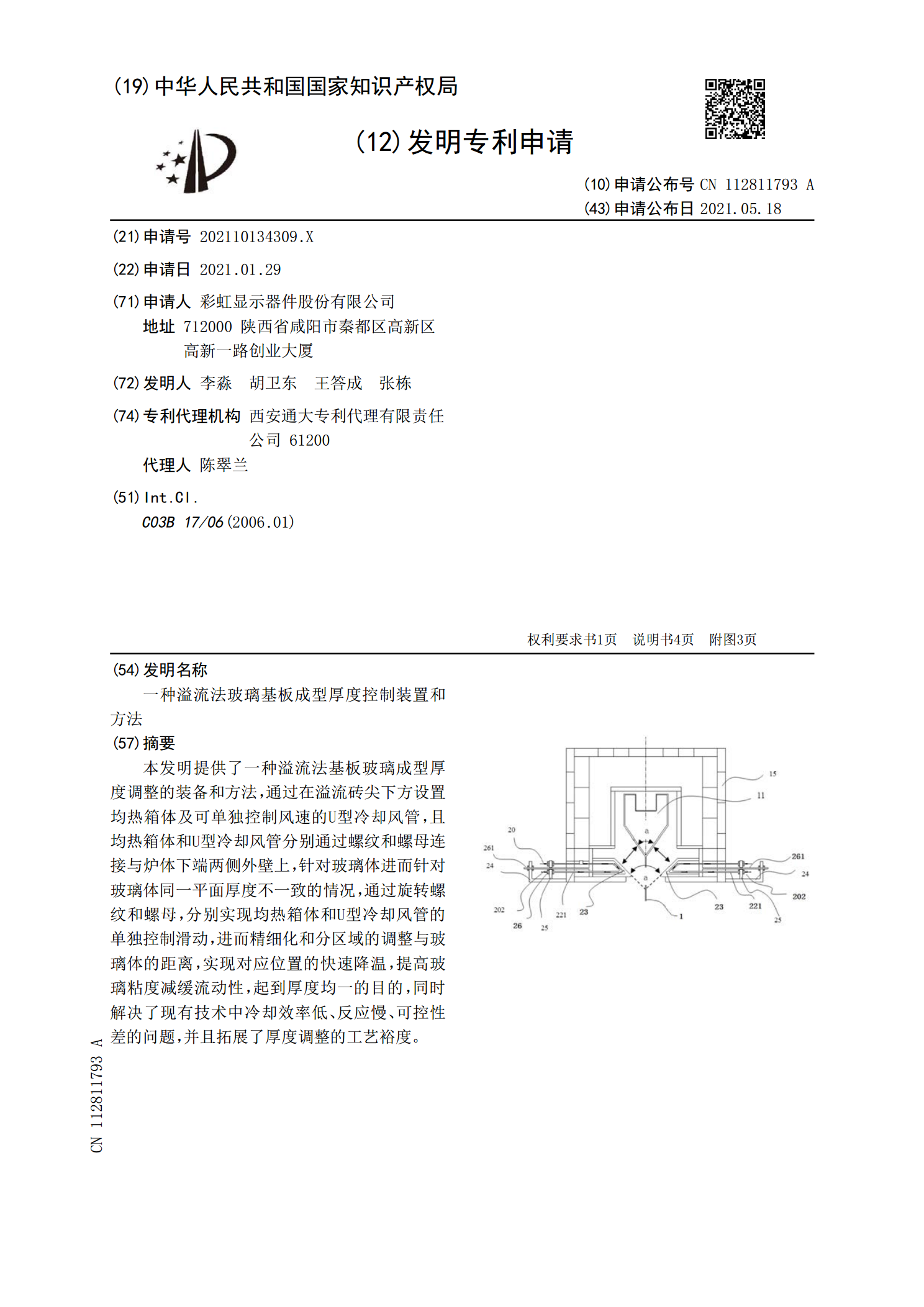
本发明提供了一种溢流法基板玻璃成型厚度调整的装备和方法,通过在溢流砖尖下方设置均热箱体及可单独控制风速的U型冷却风管,且均热箱体和U型冷却风管分别通过螺纹和螺母连接与炉体下端两侧外壁上,针对玻璃体进而针对玻璃体同一平面厚度不一致的情况,通过旋转螺纹和螺母,分别实现均热箱体和U型冷却风管的单独控制滑动,进而精细化和分区域的调整与玻璃体的距离,实现对应位置的快速降温,提高玻璃粘度减缓流动性,起到厚度均一的目的,同时解决了现有技术中冷却效率低、反应慢、可控性差的问题,并且拓展了厚度调整的工艺裕度。

一种玻璃基板成型装置及方法.pdf
本发明涉及玻璃基板加工技术领域,具体涉及一种玻璃基板成型装置及方法,包括处理座,处理座上设置第一输送组件,处理座一侧设置第二输送组件,第二输送组件包括收卷杆,收卷杆上收卷输送带件,输送带件包括等间距设置的第二输送辊,相邻的两个第二输送辊的端部之间通过连接架连接,连接架上设置夹持件,输送带件的另一端设置第一支撑杆,收卷杆下方设置有与处理座连接的控制件,控制件连接有控制轴并用于控制其转动,控制轴与收卷杆传动连接,控制轴侧壁与第一支撑杆之间连接第二支撑杆,收卷杆的上方设置有限位辊,限位辊一侧设置有位于处理座上方
一种基板玻璃成型弯曲度控制装置及方法.pdf
本发明公开一种基板玻璃成型弯曲度控制装置及方法,包括第一挡板、第二挡板以及第三挡板,第一挡板设置于基板玻璃成型装置的厚度成型区与应力退火区之间,第二挡板设置于应力退火区与BOW型控制区之间,第三挡板设置于BOW型控制区与掰板裁切区之间;第二挡板与第三挡板之间设置有压力控制装置;第一挡板、第二挡板以及第三挡板均可靠近或远离基板玻璃;掰板裁切区的砧板条与玻璃接触的一侧设置为弧形面。该装置在基板玻璃成型装置的不同区域设置不同的调节部件,实现了对基板玻璃成型弯曲度的精准控制,保持炉内玻璃板BOW型的稳定性。弧形砧

一种TFT基板玻璃厚度调控装置及方法.pdf
本发明公开了一种TFT基板玻璃厚度调控装置及方法,包括TFT玻璃成形溢流装置、直线引动装置、测距传感器和玻璃裁切辅助装置,裁切玻璃刀头机构设置于TFT玻璃成形溢流装置下端,裁切玻璃刀头机构位于TFT玻璃成形溢流装置溢流成型的溢流玻璃带一侧,测距传感器固定于直线引动装置一侧,通过在玻璃基板成形下拉过程,与玻璃带母板脱离的位置处即裁切为半成品板的位置,安装高温在线测距传感器,测量玻璃板的厚度,把玻璃板厚度数据反馈给玻璃基板工艺调控DCS系统中,对各种场景进行规则的初步量化,实现玻璃基板厚度在线自动调整,该方法

一种基板玻璃成型温度场控制装置及方法.pdf
本发明提供一种基板玻璃成型温度场控制装置及方法,包括成型炉内所形成的若干温度层,每个温度层内均设有加热单元和冷却装置;所述加热单元以成型炉内的基板玻璃为对称面对称设置在成型炉侧壁的框架上,加热单元包括若干个加热装置,所述若干个加热装置依次沿着成型炉顶部至底部排列设置;所述加热装置包括保温块,所述保温块与成型炉侧壁框架滑动连接;所述冷却装置以成型炉内的基板玻璃为对称面对称设置在成型炉内,且位于加热单元和基板玻璃之间;所述冷却装置包括出水管和保温隔热环;出水管沿成型炉顶部至底部贯穿设置,出水管的管壁上固定套设