
一种制备金锡合金箔材的方法.pdf

和裕****az


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种制备金锡合金箔材的方法.pdf
本发明公开了一种制备金锡合金箔材的方法,包括以下步骤:步骤一、将金锡层叠体压合,得到复合坯料;步骤二、将复合坯料放入真空感应炉的刚玉坩埚中加热,至复合坯料完全熔化,保持加热,向所述真空感应炉内充氩气,至真空感应炉内呈正压,将刚玉坩埚向远离感应加热区方向匀速移动,至刚玉坩埚内物料凝固成铸锭;步骤三、将铸锭保温后,进行轧制,得到粗轧后箔材;步骤四、将粗轧后箔材进行轧制,得到精轧后箔材;步骤五、油浴条件下,退火处理步骤四精轧后箔材,得到退火后箔材;步骤六、将步骤五退火后箔材经抛光、剪边和清洗,得到成品箔材。本发
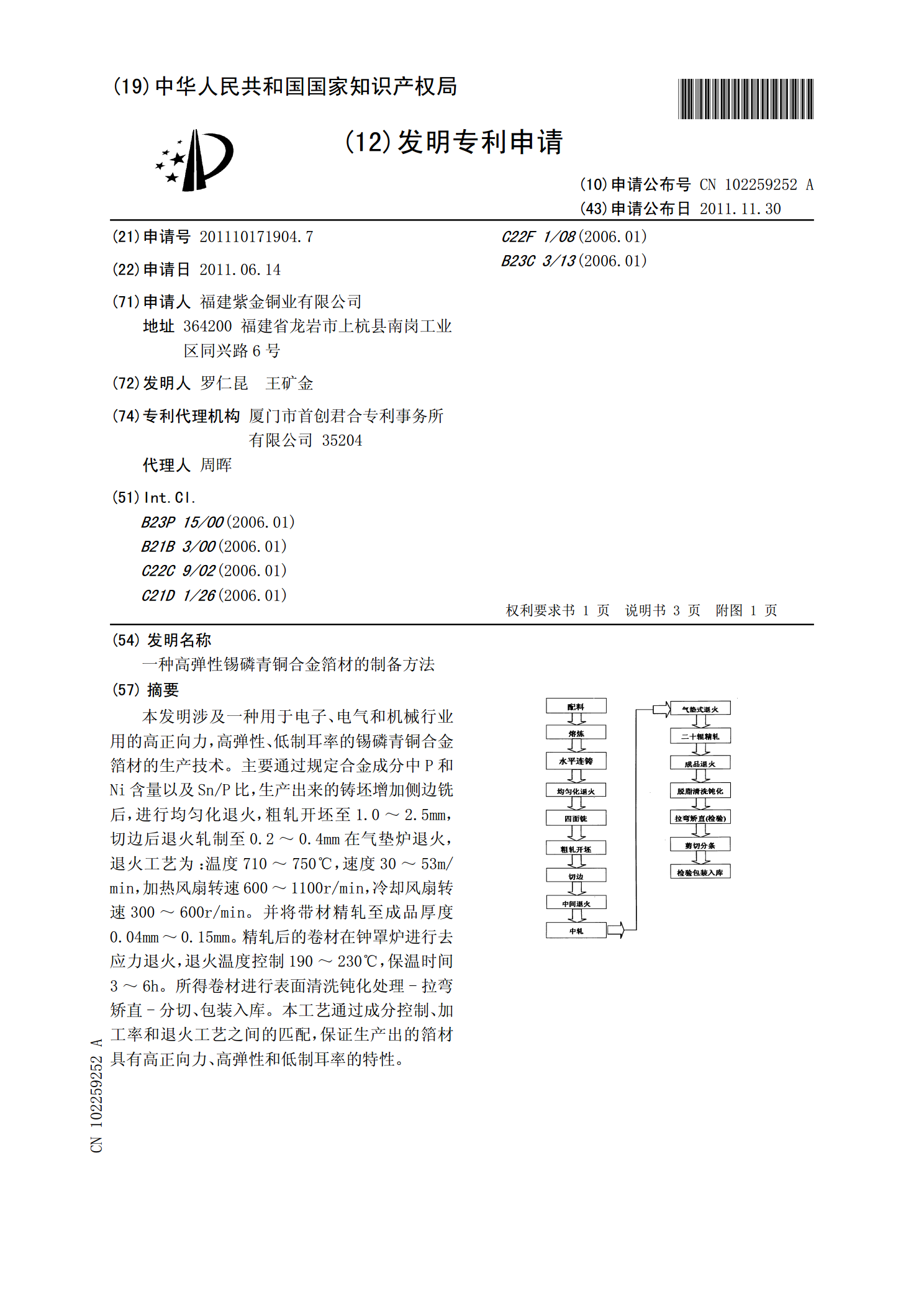
一种高弹性锡磷青铜合金箔材的制备方法.pdf
本发明涉及一种用于电子、电气和机械行业用的高正向力,高弹性、低制耳率的锡磷青铜合金箔材的生产技术。主要通过规定合金成分中P和Ni含量以及Sn/P比,生产出来的铸坯增加侧边铣后,进行均匀化退火,粗轧开坯至1.0~2.5mm,切边后退火轧制至0.2~0.4mm在气垫炉退火,退火工艺为:温度710~750℃,速度30~53m/min,加热风扇转速600~1100r/min,冷却风扇转速300~600r/min。并将带材精轧至成品厚度0.04mm~0.15mm。精轧后的卷材在钟罩炉进行去应力退火,退火温度控制19
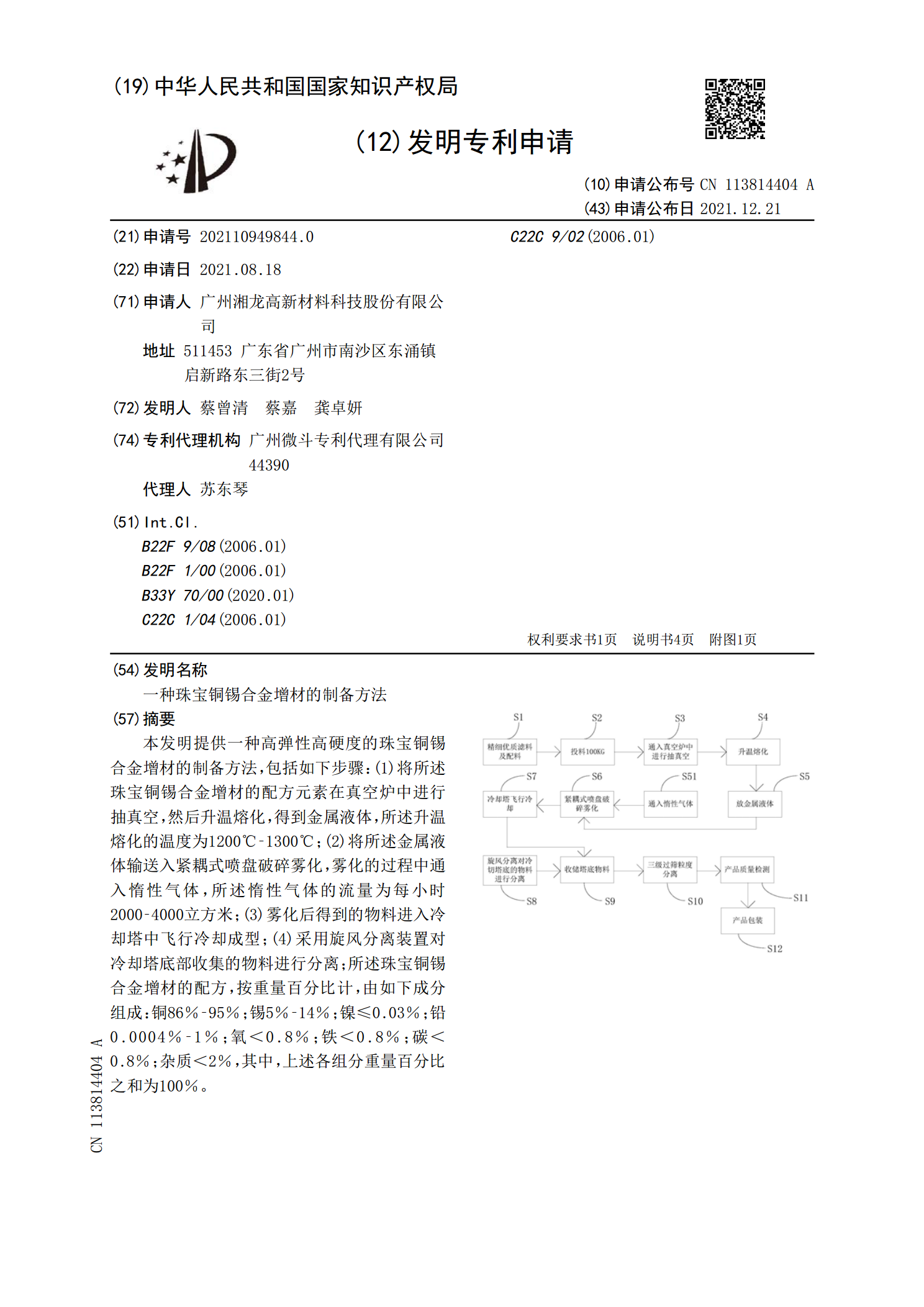
一种珠宝铜锡合金增材的制备方法.pdf
本发明提供一种高弹性高硬度的珠宝铜锡合金增材的制备方法,包括如下步骤:(1)将所述珠宝铜锡合金增材的配方元素在真空炉中进行抽真空,然后升温熔化,得到金属液体,所述升温熔化的温度为1200℃‑1300℃;(2)将所述金属液体输送入紧耦式喷盘破碎雾化,雾化的过程中通入惰性气体,所述惰性气体的流量为每小时2000‑4000立方米;(3)雾化后得到的物料进入冷却塔中飞行冷却成型;(4)采用旋风分离装置对冷却塔底部收集的物料进行分离;所述珠宝铜锡合金增材的配方,按重量百分比计,由如下成分组成:铜86%‑95%;锡5
一种锡酸镉靶材的制备方法.pdf
本发明公开了一种锡酸镉靶材的制备方法,包括以下步骤:(1)将氧化镉、二氧化锡和锡酸镉粉末混合均匀,所述氧化镉、二氧化锡和锡酸镉的摩尔比为:2:1:1~2;(2)将混合好的物料装入模具中,放入真空热压炉中;(3)抽真空,升温至500~700℃,保温T1=20~60min后加压,在10~40MPa下保持T2=20~40min,保温总时长T3=50~80min,T1<T3;(4)降温、降压、脱模,即得所述锡酸镉靶材。本发明所述制备方法用氧化镉、二氧化锡原料直接真空热压烧结,降低了靶材烧结的温度,锡酸镉粉末的加入

一种高强高韧镍基高温合金箔材及其制备方法.pdf
一种高强高韧镍基高温合金箔材及其制备方法,属于镍基高温合金材料技术领域。箔材化学元素质量百分数为:C:0.01~0.05%、Cr:16~18%、Al:4~6%、Fe:3~7%、Y:0.001~0.02%、Ti:0.01~0.8%、Mn:0.05~2%、Ce:0.001~0.03%、Si:0.001~0.8%、B:0.001~0.01%、W≤0.20%、Co≤0.10%、Mo≤0.10%、Zr≤0.03%,余量为Ni和不可避免的杂质。优点在于,提供了一种在980℃及以下温度服役兼具密度小、线膨胀系数低、抗高