
一种高强高韧镍基高温合金箔材及其制备方法.pdf

是向****23

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高强高韧镍基高温合金箔材及其制备方法.pdf
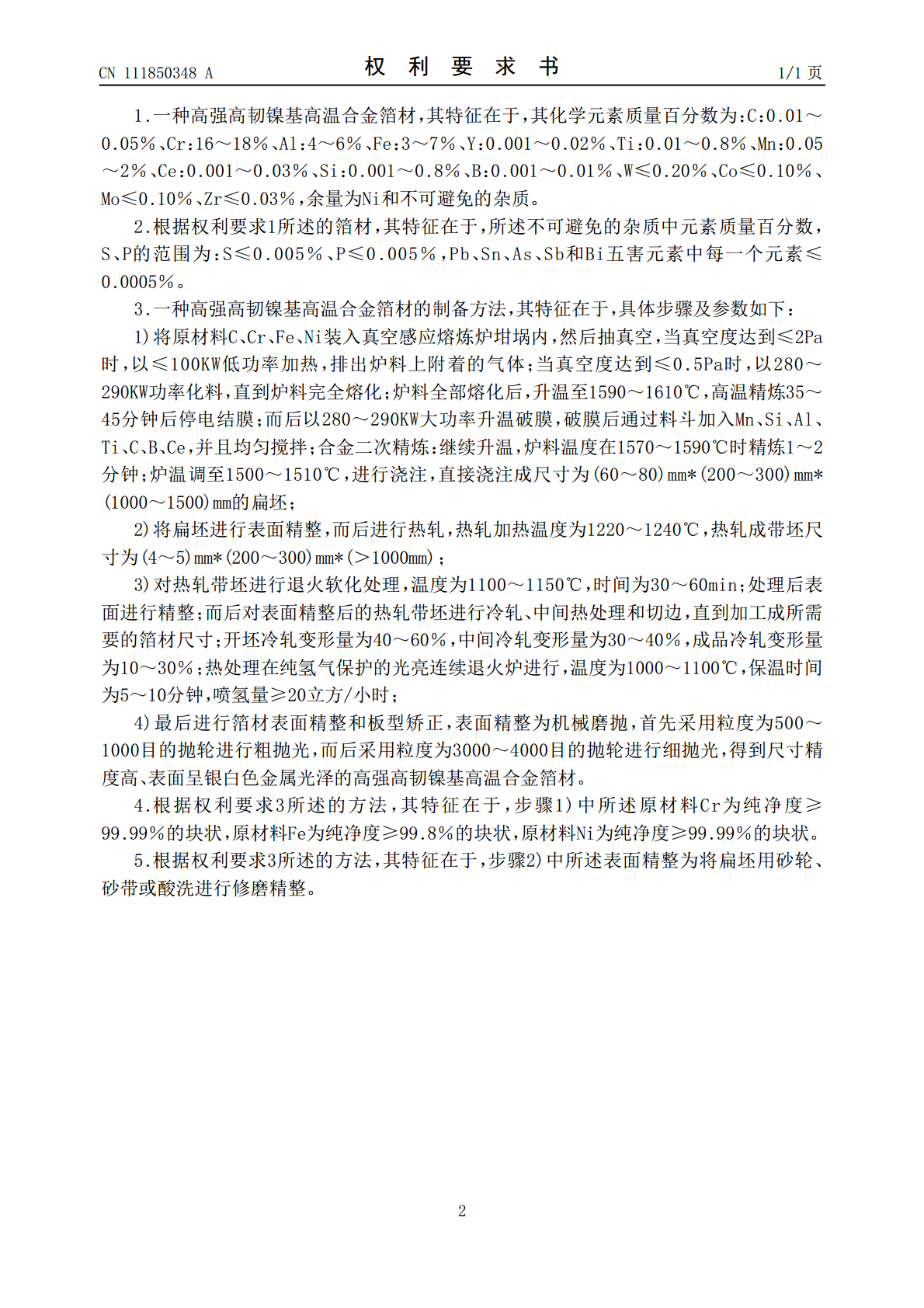
一种高强高韧镍基高温合金箔材及其制备方法,属于镍基高温合金材料技术领域。箔材化学元素质量百分数为:C:0.01~0.05%、Cr:16~18%、Al:4~6%、Fe:3~7%、Y:0.001~0.02%、Ti:0.01~0.8%、Mn:0.05~2%、Ce:0.001~0.03%、Si:0.001~0.8%、B:0.001~0.01%、W≤0.20%、Co≤0.10%、Mo≤0.10%、Zr≤0.03%,余量为Ni和不可避免的杂质。优点在于,提供了一种在980℃及以下温度服役兼具密度小、线膨胀系数低、抗高
一种高铝含量镍基高温合金及其制备方法.pdf
本发明公开了一种高铝含量镍基高温合金及其制备方法,按照质量百分数,由以下原料制备而成:Ni:40.0~60.0%、Cr:13.0~18.0%、W:5.0~8.0%、Mo:2.0~4.0%、Ti:1.5~2.5%、Al:1.3~2.0%、Fe:2.5~4.0%、Nb:0.5~1.5%、Ce:0.3~0.8%、C:0.05~0.2%、Zr:0.02~0.08%、B:0.01~0.05%、O≤0.02%、P≤0.02%、S≤0.02%,其余为Fe和不可避免的杂质元素。本发明提供的一种高铝含量镍基高温合金及其制备
一种高强高韧圆钢及其制备方法与应用.pdf
本发明公开了一种高强高韧长寿命凿岩钎杆用圆钢,该圆钢采用C‑Mn‑Si‑Cr‑Mo‑V的合金设计,包括:0.10‑0.18wt%的C、0.8‑1.2wt%的Si、1.8‑2.3wt%的Mn、0.1‑0.3wt%的Mo、0.2‑0.9wt%的Cr、0.02‑0.15wt%的V和0‑0.04wt%的Ti,余量为Fe,该圆钢采用带有电磁搅拌的电弧炉精炼,钢包炉精炼和循环脱气精炼之后,经铸造、开坯、轧制成圆钢,采用该圆钢生产的凿岩钎杆经过热处理之后,抗拉强度可达到1280MPa以上,冲击韧性AKV达到90J,凿岩
高强高导高韧铜母线及其制备方法.pdf
本发明涉及一种高强高导高韧铜母线及其制备方法,材料中铜+银:99.96%-99.998%,钇稀土:0.002%-0.02%,杂质:0%-0.038%;其中银占铜+银:0.0005%-0.01%;将钇稀土铜基中间合金作为变质剂。其制备步骤为:(1)铜料熔化:将阴极铜置于工频有芯感应电炉内加热熔化成阴极铜熔液;(2)铜液的变质处理:将变质剂熔入阴极铜熔液,并充分混合;(3)上引连铸铜杆:连铸机的结晶器伸入阴极铜熔液中,阴极铜熔液在结晶器内凝结成铜杆,并经过连铸机中两对牵引辊机构把铜杆向上牵引,经导轮架进入收线
一种高纯净镍基高温合金及其球形粉末的制备方法.pdf
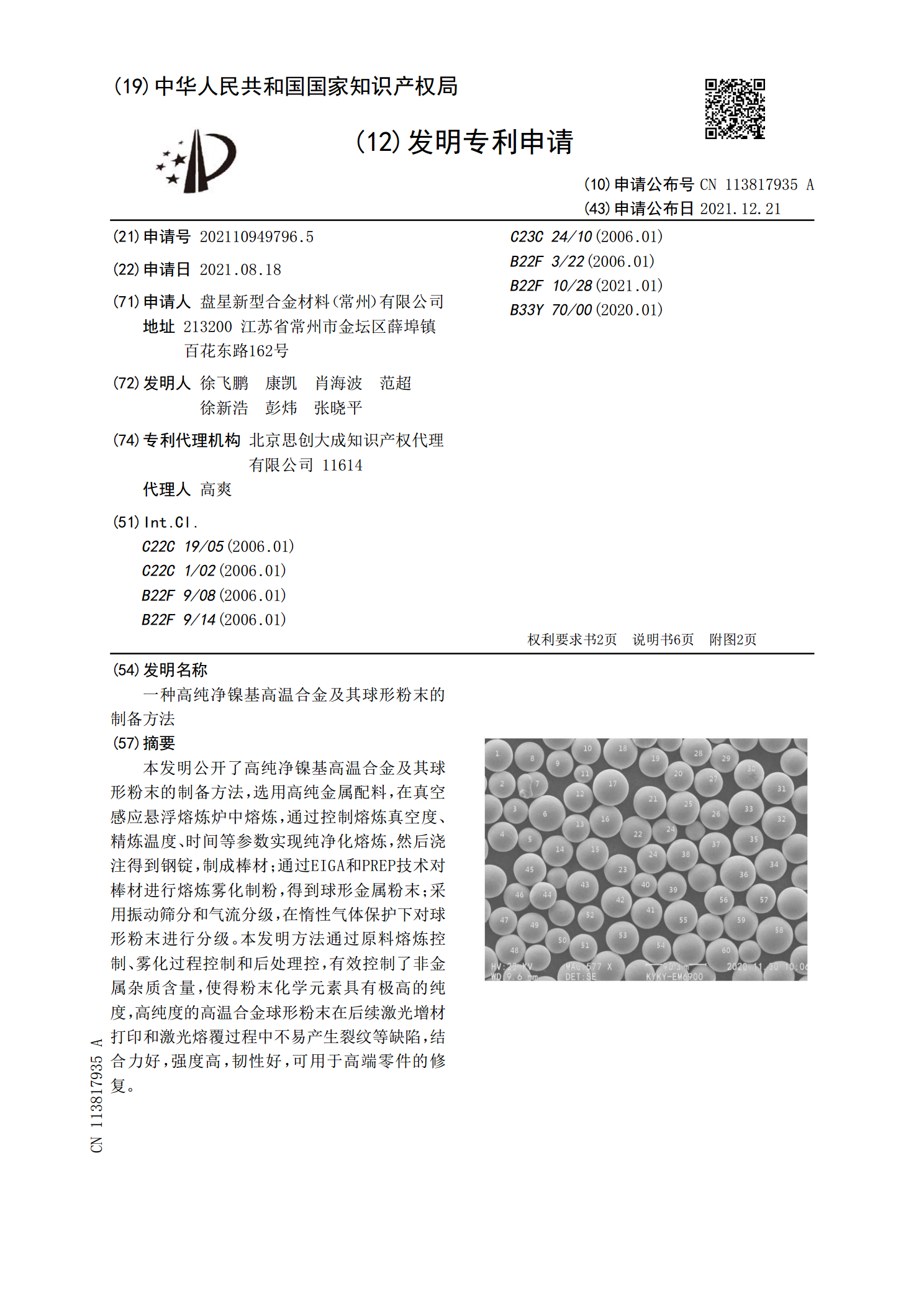
本发明公开了高纯净镍基高温合金及其球形粉末的制备方法,选用高纯金属配料,在真空感应悬浮熔炼炉中熔炼,通过控制熔炼真空度、精炼温度、时间等参数实现纯净化熔炼,然后浇注得到钢锭,制成棒材;通过EIGA和PREP技术对棒材进行熔炼雾化制粉,得到球形金属粉末;采用振动筛分和气流分级,在惰性气体保护下对球形粉末进行分级。本发明方法通过原料熔炼控制、雾化过程控制和后处理控,有效控制了非金属杂质含量,使得粉末化学元素具有极高的纯度,高纯度的高温合金球形粉末在后续激光增材打印和激光熔覆过程中不易产生裂纹等缺陷,结合力好,