
内冷却钻头成型工艺.pdf

一条****彩妍

1/9
2/9
3/9
4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内冷却钻头成型工艺.pdf
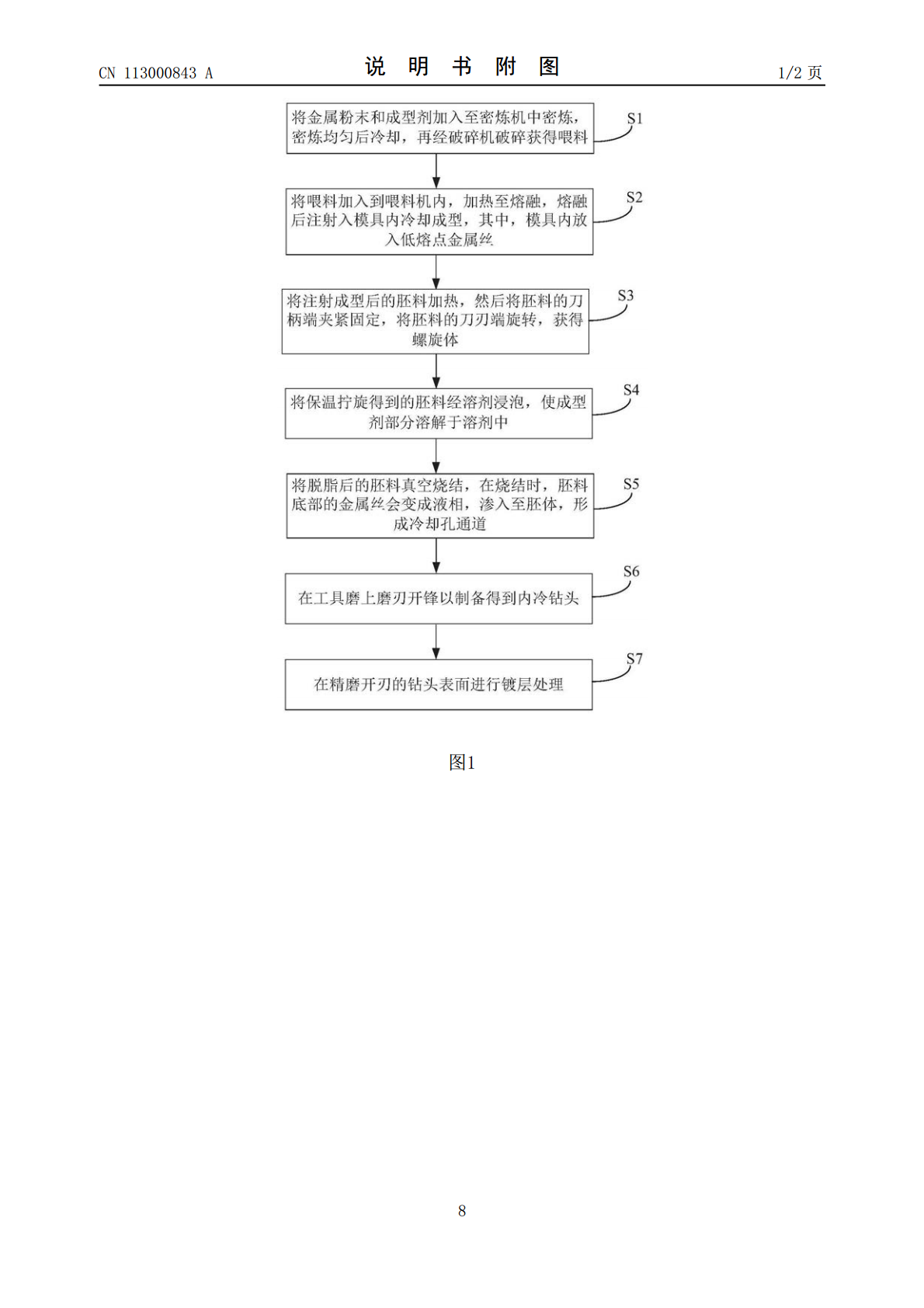
本发明公开一种内冷却钻头成型工艺,包括:将金属粉末和成型剂加入至密炼机中密炼,密炼均匀后取出冷却,再经破碎机破碎以获得注射成型用的喂料;将喂料加入注塑机料筒并加热至熔融状态,待加热熔融后再将所述喂料注入模具内冷却成型;将注射成型后的胚料加热,所述胚料包括刀柄端和刀刃端,拧旋时,将所述刀柄端夹紧固定并旋转所述刀刃端,以获得螺旋刀刃和螺旋排屑槽部分的螺旋体;将保温拧旋得到的胚料经溶剂浸泡,以使成型剂部分溶解于溶剂中;将脱脂后的胚料置于真空烧结炉内烧结,去除剩余的成型剂并加热;烧结后的胚料形成钻头形状,在工具磨

电锤钻头冷镦件成型工艺.pdf
本发明公开了电锤钻头冷镦件成型工艺,包括4?5道冷镦成型工序,成品丝原料的上段被镦粗形成电锤钻头冷镦件的钻柄杆体,成品丝的下段被镦细形成电锤钻头冷镦件的钻身杆体,其特征在于第一道冷镦成型工序前还包括以下成型步骤:①成品丝原料在拉拔后的线径要小于所述钻柄杆体外径0.35mm以上;②成品丝原料经表面磷化处理;③成品丝原料被定长切断后进行预冷镦工序,在成品丝的下端端部形成包边缩口,包边缩口的端口口径小于第一道冷镦成型工序后的钻身杆体外径。通过上述成型工艺,可直接对成品丝原料(金属线材)在不经退火处理的前提下进行

一种内冷式螺旋钻头坯料成型机.pdf
本发明公开了一种内冷式螺旋钻头坯料成型机,包括电机、主轴和卡盘,扭轮架滑动支撑在床身的导轨上且与主轴上的卡盘相对,两个相同的扭轮分别套设在两个扭轮轴上,此扭轮轴转动支撑在扭轮架的侧板孔中,两个相同且啮合的齿轮分别套设在所述扭轮轴上,一绳轮套设在所述两个扭轮轴中的一个轴上,所述扭轮的周面上设有截面形状与钻头坯料沟背相配的槽,扭轮设有缺口,在一个扭轮的端面上设有挡板与扭轮架上的限位块相对。本发明用于成型螺旋沟背沟槽的钻头坯料。

一种锌合金冷却成型工艺方法.pdf
本发明公开了一种锌合金冷却成型工艺方法,它包括以下步骤:(1)锌合金浇铸:将锌合金熔液缓慢地浇铸到铸模中;(2)第一次扒皮:锌合金浇铸冲型完成之后,立即对锌合金表面进行扒皮操作,扒掉锌合金表面的氧化渣,使锌合金表面光洁平整无渣;(3)第二次扒皮:完成第一次扒皮之后,自然冷却5?10分钟,待锌合金表面形成氧化膜后,将锌合金表面中部的氧化膜扒掉,完成第二次扒皮;(4)保温冷却:第二次扒皮操作结束后,在铸模上扣上保温罩进行保温冷却至锌合金全部凝固成型。该工艺方法生产的锌合金内部没有缩孔,表面没有缩松和裂纹。

成型组合钻头的应用.docx
成型组合钻头的应用成型组合钻头的应用摘要:成型组合钻头是一种新型的钻井工具,具有多种应用领域。本论文将从成型组合钻头的原理、结构和性能特点入手,深入探讨其在石油勘探开发、地质探测和工程钻探等领域的广泛应用。通过对成型组合钻头的分析,我们可以看到其在提高钻井效率、降低钻井成本、减少环境污染等方面的重要作用。一、引言成型组合钻头是近年来在钻井工具领域出现的一种新型产品。其采用了先进的材料和制造工艺,具有较高的强度、耐磨性和稳定性,可在复杂地质条件下进行高效的钻井作业。本论文将从成型组合钻头的原理、结构和性能特