
一种锌合金冷却成型工艺方法.pdf

书生****66


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种锌合金冷却成型工艺方法.pdf
本发明公开了一种锌合金冷却成型工艺方法,它包括以下步骤:(1)锌合金浇铸:将锌合金熔液缓慢地浇铸到铸模中;(2)第一次扒皮:锌合金浇铸冲型完成之后,立即对锌合金表面进行扒皮操作,扒掉锌合金表面的氧化渣,使锌合金表面光洁平整无渣;(3)第二次扒皮:完成第一次扒皮之后,自然冷却5?10分钟,待锌合金表面形成氧化膜后,将锌合金表面中部的氧化膜扒掉,完成第二次扒皮;(4)保温冷却:第二次扒皮操作结束后,在铸模上扣上保温罩进行保温冷却至锌合金全部凝固成型。该工艺方法生产的锌合金内部没有缩孔,表面没有缩松和裂纹。

内冷却钻头成型工艺.pdf
本发明公开一种内冷却钻头成型工艺,包括:将金属粉末和成型剂加入至密炼机中密炼,密炼均匀后取出冷却,再经破碎机破碎以获得注射成型用的喂料;将喂料加入注塑机料筒并加热至熔融状态,待加热熔融后再将所述喂料注入模具内冷却成型;将注射成型后的胚料加热,所述胚料包括刀柄端和刀刃端,拧旋时,将所述刀柄端夹紧固定并旋转所述刀刃端,以获得螺旋刀刃和螺旋排屑槽部分的螺旋体;将保温拧旋得到的胚料经溶剂浸泡,以使成型剂部分溶解于溶剂中;将脱脂后的胚料置于真空烧结炉内烧结,去除剩余的成型剂并加热;烧结后的胚料形成钻头形状,在工具磨

一种注射成型工件冷却胎具及冷却方法.pdf
本发明公开了一种注射成型工件冷却胎具及冷却方法,包括:冷却胎具本体,所述冷却胎具本体顶部具有与冷却工件形状相适应的矫形面,所述冷却胎具本体中下部具有一侧开口的胎具空腔,所述胎具空腔与矫形面之间通过若干竖直通孔实现连通,所述胎具空腔与抽真空系统连接,工件可以在自由收缩状态下完成冷却矫形过程,并能在矫形过程中判断工件是否存在变形并且适时的进行调整,从而保证冷却和矫形。

一种高压喷雾冷却铸造成型工艺.pdf
本发明涉及汽车配件铸造技术领域,公开了一种高压喷雾冷却铸造成型工艺:合模,对保温炉采用五段加压并保压,使保温炉内的铝液充型;保压230±20s后,泄压,自然冷却50±10s,开模取出产品。在低压浇铸过程中,通过上模与下模的隔热通道,使上模板与下模板、上模芯与下模芯之间铝液保持温度差:使上模板与下模板之间的铝液凝固,而上模芯与下模芯之间的铝液保持液体状态,方便泄压时铝液回流至保温炉,从而在上模芯与下模芯之间形成轮空腔,有效提高铝液利用率。
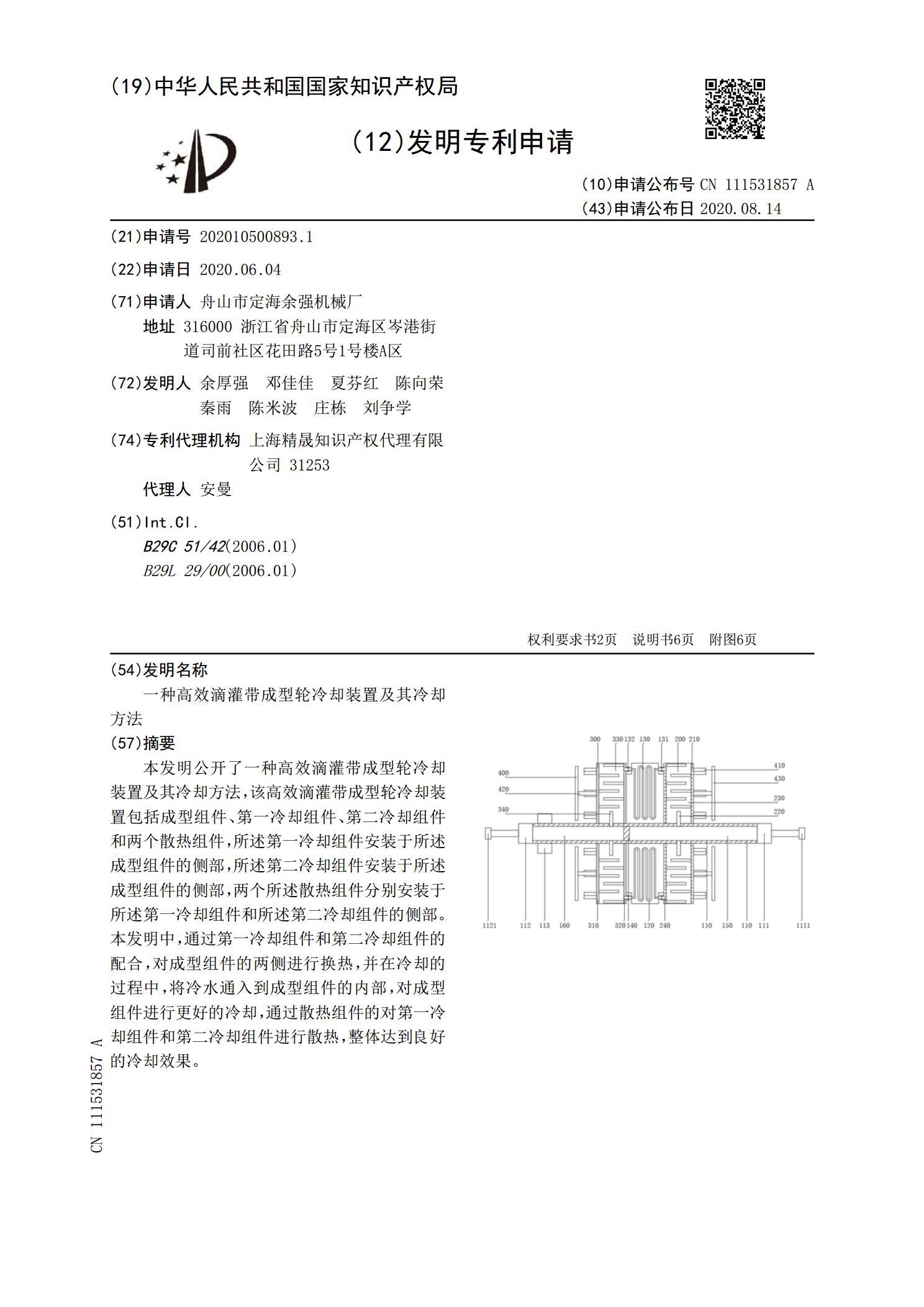
一种高效滴灌带成型轮冷却装置及其冷却方法.pdf
本发明公开了一种高效滴灌带成型轮冷却装置及其冷却方法,该高效滴灌带成型轮冷却装置包括成型组件、第一冷却组件、第二冷却组件和两个散热组件,所述第一冷却组件安装于所述成型组件的侧部,所述第二冷却组件安装于所述成型组件的侧部,两个所述散热组件分别安装于所述第一冷却组件和所述第二冷却组件的侧部。本发明中,通过第一冷却组件和第二冷却组件的配合,对成型组件的两侧进行换热,并在冷却的过程中,将冷水通入到成型组件的内部,对成型组件进行更好的冷却,通过散热组件的对第一冷却组件和第二冷却组件进行散热,整体达到良好的冷却效果。