
一种SnAgBiIn钎料在制备Sn基钎料互连焊点中的应用.pdf

是来****文章

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种SnAgBiIn钎料在制备Sn基钎料互连焊点中的应用.pdf
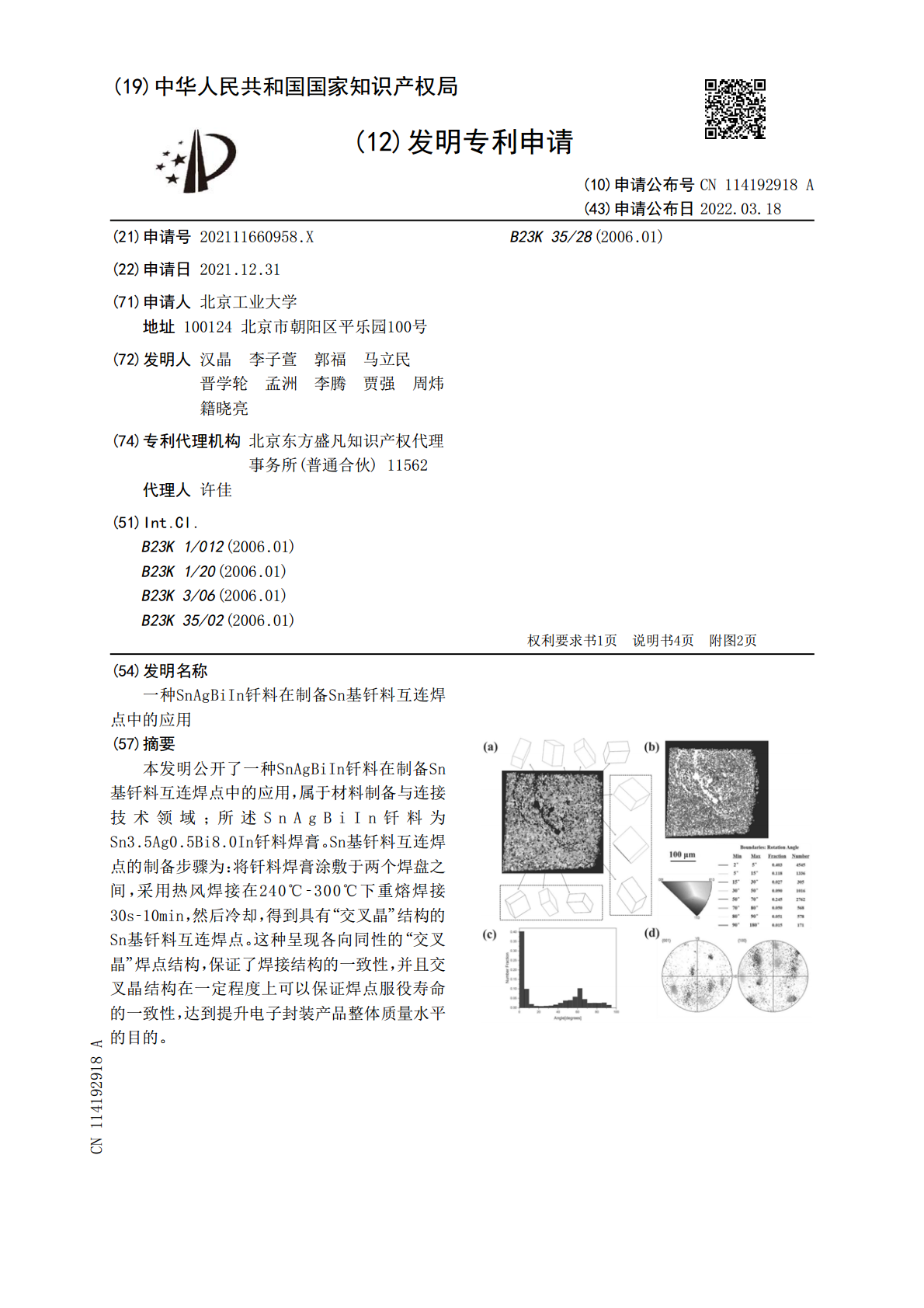
本发明公开了一种SnAgBiIn钎料在制备Sn基钎料互连焊点中的应用,属于材料制备与连接技术领域;所述SnAgBiIn钎料为Sn3.5Ag0.5Bi8.0In钎料焊膏。Sn基钎料互连焊点的制备步骤为:将钎料焊膏涂敷于两个焊盘之间,采用热风焊接在240℃‑300℃下重熔焊接30s‑10min,然后冷却,得到具有“交叉晶”结构的Sn基钎料互连焊点。这种呈现各向同性的“交叉晶”焊点结构,保证了焊接结构的一致性,并且交叉晶结构在一定程度上可以保证焊点服役寿命的一致性,达到提升电子封装产品整体质量水平的目的。

一种铝基钎料、制备方法及其应用.pdf
本发明公开了一种铝基钎料、制备方法及其应用,属于铝合金焊接材料技术领域,按质量百分比计,包括如下组分:Si9.5%~10.5%,Cu5.5%~6.5%,Mg1.5%~2.5%,Zn14.5%~15.5%,Sn5.5%~6.5%,Ti0.04%~0.06%,Zr0.15%~0.2%,RE0.2%~0.4%,余量为Al,钎料的熔化温度范围为445.59~514.70℃。适用于铝合金的中温钎焊。LF2铝合金在炉中钎焊时采用该材料,剪切强度大于101MPa,接头强度系数达到母材的80%。

药芯钎料制备装置及药芯钎料制备方法.pdf
本申请涉及钎料制备技术领域,尤其是涉及一种药芯钎料制备装置及药芯钎料制备方法,药芯钎料制备装置包括:放料机构,放料机构上缠绕有钎料带;储料装置,储料装置内储存有钎剂;成型模具,储料装置设置有出料口,成型模具设置于出料口;放料机构和储料装置沿钎料带的释放方向顺次排布,钎料带进入储料装置装填钎剂后,在成型模具的作用下,钎料带的两侧边收拢以包覆钎剂形成药芯钎料。本申请提供的药芯钎料制备装置,通过放料机构、储料装置、成型模具之间合理的布局,在保证药芯钎料的质量的情况下,有效缩短生产线的长度,从而减少本药芯钎料制备

镍基钎料粉末的应用与发展.docx
镍基钎料粉末的应用与发展镍基钎料粉末广泛应用于各个领域,其中包括航空航天、汽车、能源和化工等领域。随着科学技术的发展,镍基钎料粉末也在不断的改进和发展,以适应新的应用需求。本文将讨论镍基钎料粉末的应用和发展,并分析其在不同领域的优势与挑战。一、航空航天领域在航空航天领域,镍基钎料粉末作为高温合金材料的一种,具有耐高温、耐腐蚀和高强度等优势。镍基钎料粉末常用于飞机发动机的叶片、燃烧室和涡轮等部件的制造中。利用镍基钎料粉末可以提高部件的使用寿命和工作温度,从而增加飞机的可靠性和性能。另外,镍基钎料粉末还可以用

Al基复合钎料的制备与性能研究.docx
Al基复合钎料的制备与性能研究摘要:近年来,Al基复合钎料因其良好的机械性能和耐高温性能而成为研究的热点。本文以Al基复合钎料的制备与性能研究为研究主题,系统总结了常用的制备方法,包括机械合金化法、湿法合成法及电化学法等。同时,根据其结构特点和性能需求,分析了硬质颗粒增强和纳米颗粒增强的优势与劣势。进一步,对Al基复合钎料的力学性能、热性能、摩擦学性能和耐磨性能等方面进行了详细研究和分析。最后,对Al基复合钎料的应用前景和发展趋势进行了展望。关键词:Al基复合钎料;制备方法;性能研究;应用前景1.引言随着