
一种钢车轮热处理系统及方法.pdf

书生****萌哒

1/9
2/9

3/9

4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢车轮热处理系统及方法.pdf
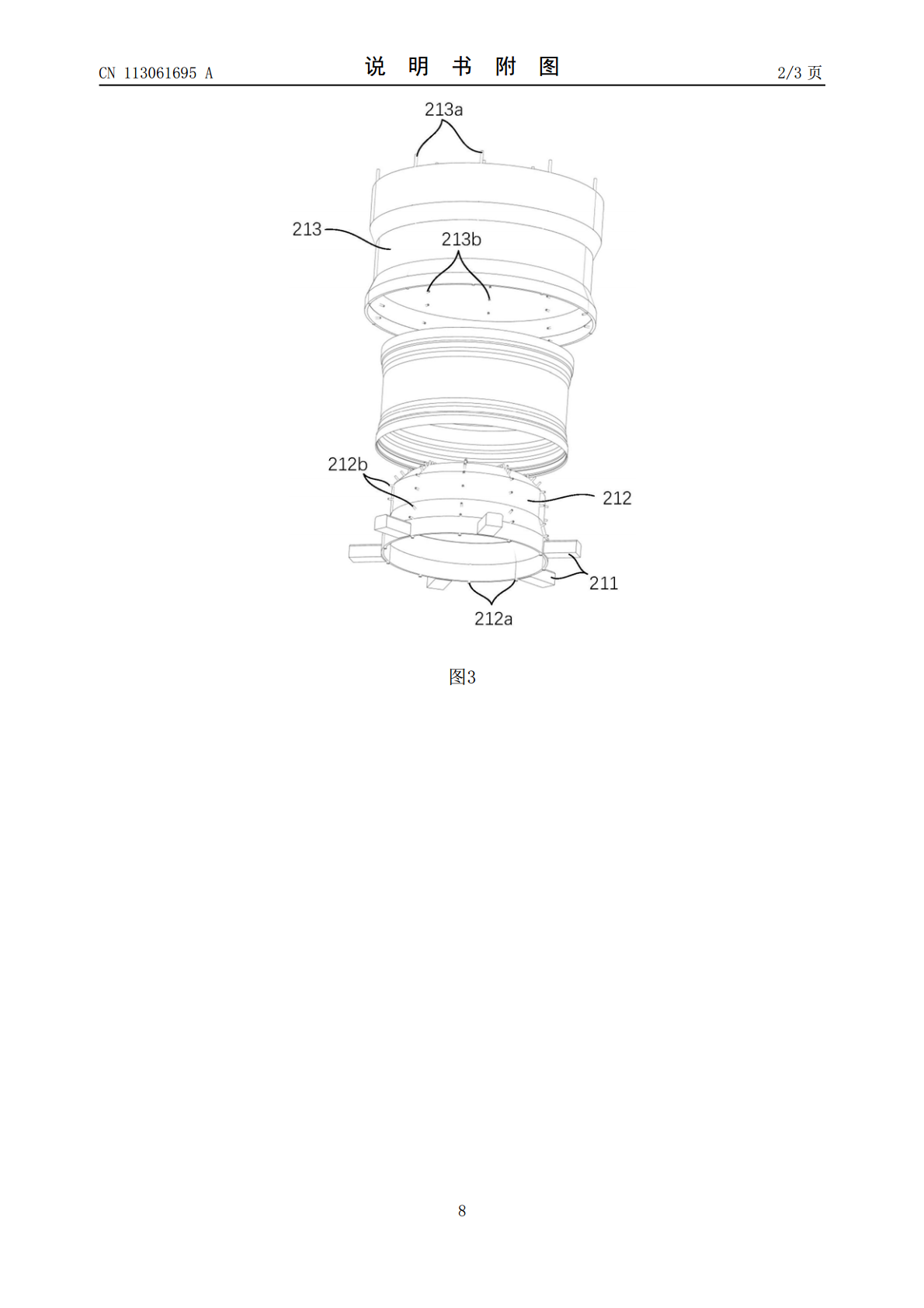
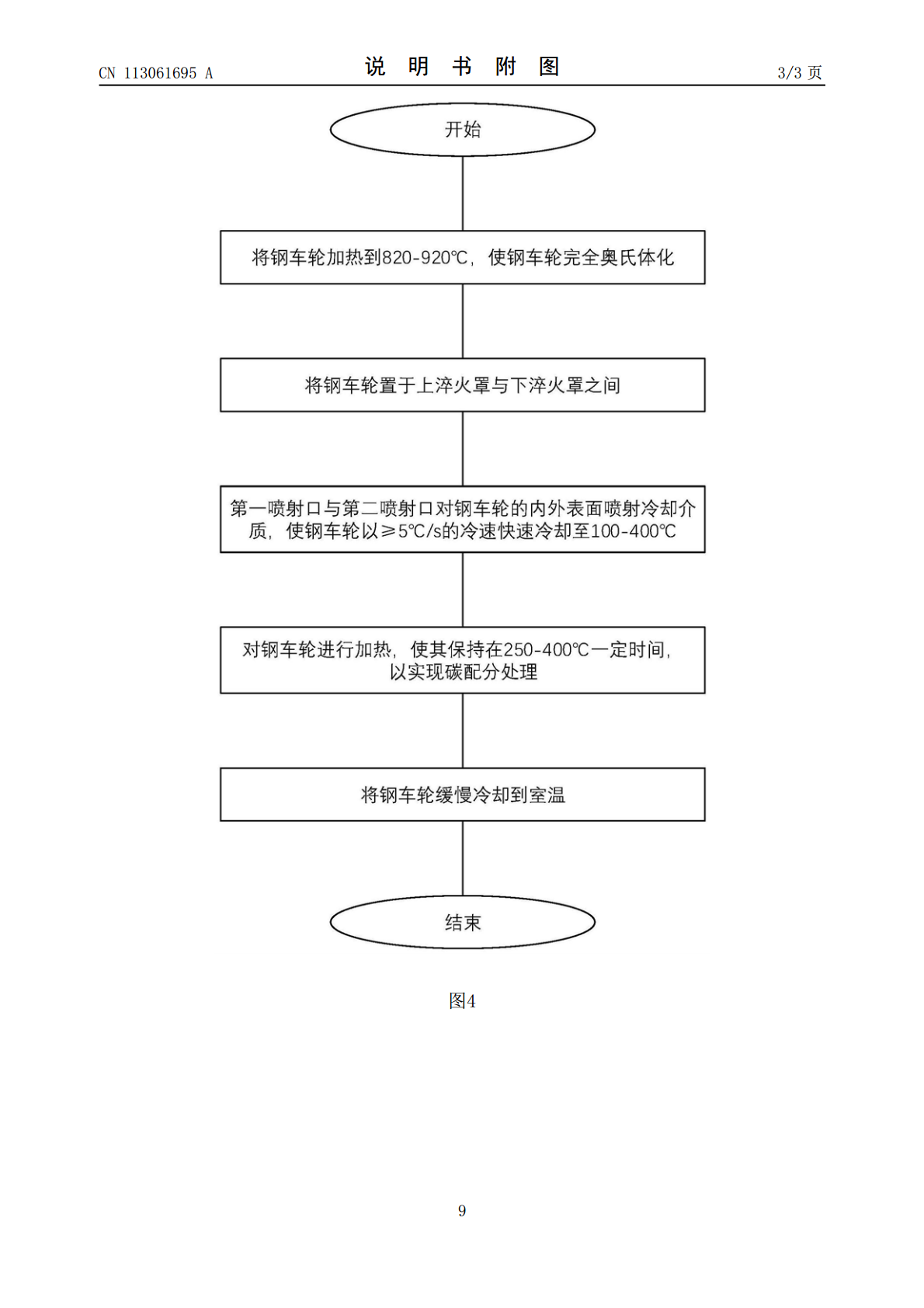
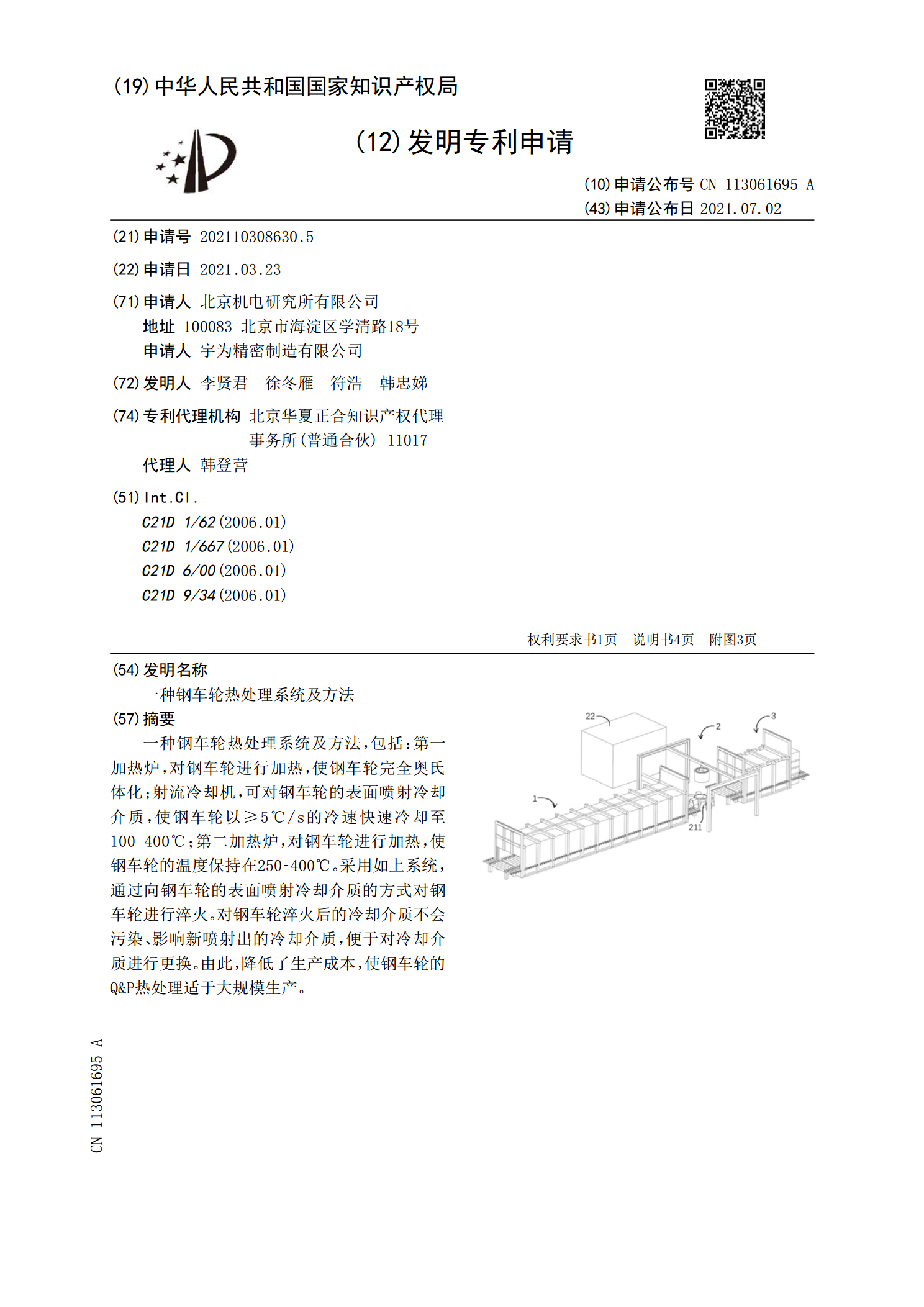
一种钢车轮热处理系统及方法,包括:第一加热炉,对钢车轮进行加热,使钢车轮完全奥氏体化;射流冷却机,可对钢车轮的表面喷射冷却介质,使钢车轮以≥5℃/s的冷速快速冷却至100‑400℃;第二加热炉,对钢车轮进行加热,使钢车轮的温度保持在250‑400℃。采用如上系统,通过向钢车轮的表面喷射冷却介质的方式对钢车轮进行淬火。对钢车轮淬火后的冷却介质不会污染、影响新喷射出的冷却介质,便于对冷却介质进行更换。由此,降低了生产成本,使钢车轮的Q&P热处理适于大规模生产。
一种车轮钢,其用途以及热处理方法.pdf
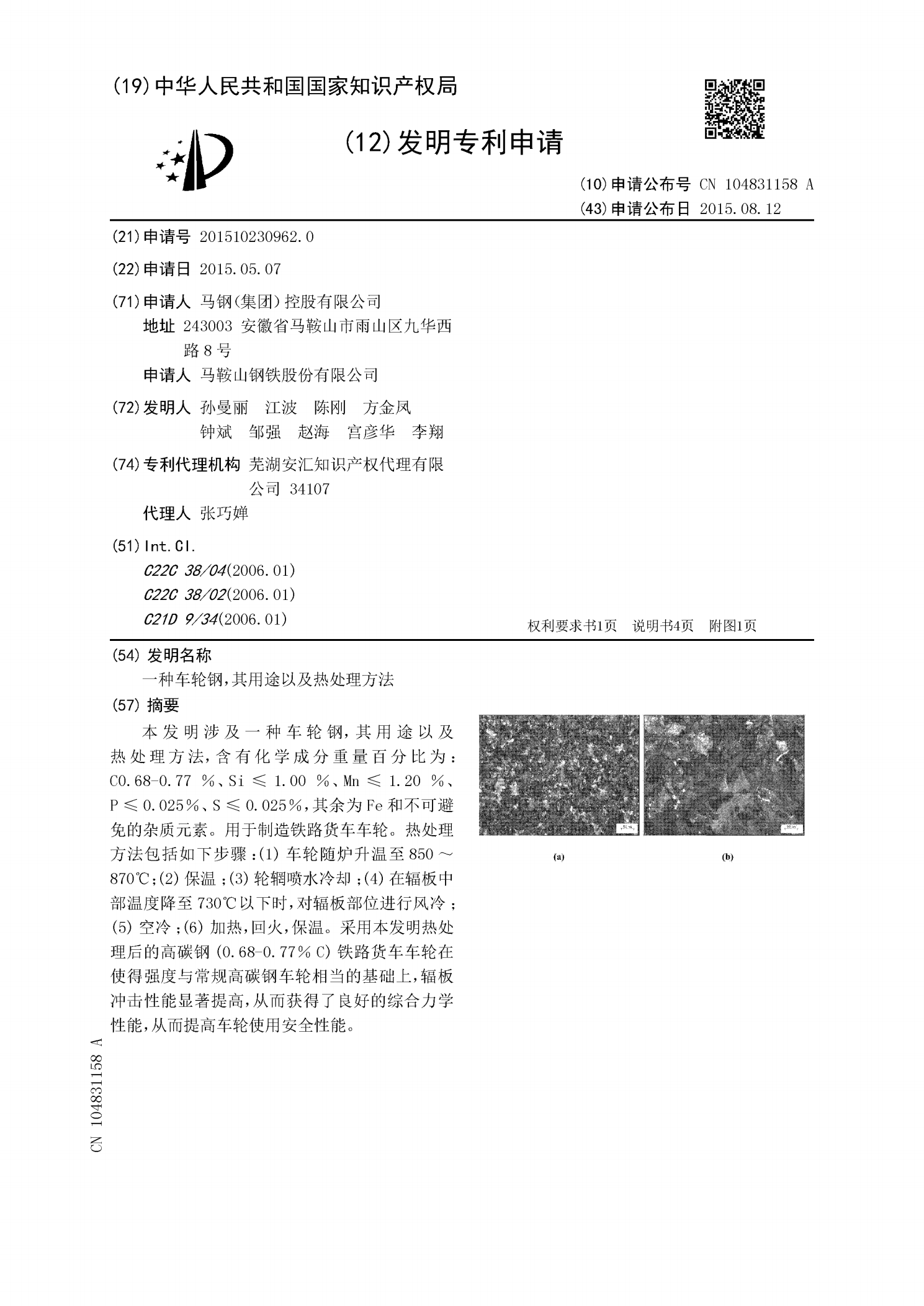
本发明涉及一种车轮钢,其用途以及热处理方法,含有化学成分重量百分比为:C0.68-0.77%、Si≤1.00%、Mn≤1.20%、P≤0.025%、S≤0.025%,其余为Fe和不可避免的杂质元素。用于制造铁路货车车轮。热处理方法包括如下步骤:(1)车轮随炉升温至850~870℃;(2)保温;(3)轮辋喷水冷却;(4)在辐板中部温度降至730℃以下时,对辐板部位进行风冷;(5)空冷;(6)加热,回火,保温。采用本发明热处理后的高碳钢(0.68-0.77%C)铁路货车车轮在使得强度与常规高碳钢车轮相当的基础
一种车轮钢,其热处理方法以及用途.pdf
本发明涉及一种车轮钢,其热处理方法以及用途,车轮钢含有化学成分重量百分比为:C0.57-0.67%、Si≤1.00%、Mn≤1.20%、P≤0.025%、S≤0.025%,其余为Fe和不可避免的杂质元素。用于制造铁路货车车轮。热处理方法包括如下步骤:(1)车轮随炉升温至850~870℃;(2)保温;(3)轮辋喷水冷却;(4)在辐板中部温度降至730~740℃时,对辐板部位进行风冷;(5)空冷;(6)加热,回火,保温。采用本发明热处理后的碳含量为0.57-0.67%的铁路货车车轮在使得强度与常规中、高碳钢
一种中碳车轮钢及其热处理方法及车轮的制备方法.pdf
本发明公开了一种中碳车轮钢及其热处理方法及车轮的制备方法,所述中碳车轮钢包括以下重量百分比的化学成分:C0.48~0.52%、Si0.20~0.40%、Mn0.60~0.80%、P≤0.020%、S≤0.015%、Mo0.09‑0.12%、Cr0.15~0.30%,其余为Fe和不可避免的杂质元素,本发明车轮相比传统ER7车轮钢,在轮辋韧性水平基本相当的前提下,能够显著提高车轮轮辋强度,从而有效提高了抗滚动接触疲劳性能,降低失圆发生的概率,提高车辆运行品质及安全性。

一种中碳高硬度重载车轮钢及其热处理方法及重载车轮的制备方法.pdf
本发明公开了一种中碳高硬度重载车轮钢及其热处理方法及重载车轮的制备方法,所述中碳高硬度重载车轮钢包括以下重量百分比的化学成分:C0.60‑0.67%、Si0.80‑0.95%、Mn0.75‑0.90%、Cr0.25‑0.35%、V0.05‑0.10%、P≤0.015%、S≤0.021%,其余为Fe和不可避免的杂质元素。本发明制备的AAR‑BM车轮与常规AAR‑B相比,可在符合B级钢成分、塑性韧性指标不降低的前提下,硬度、强度大幅度提高,其轮辋踏面下40mm处硬度在332HBW以上,外侧面硬度在34