
一种采用纤维编制缠绕的电力保护套管生产方法.pdf

Ja****20


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种采用纤维编制缠绕的电力保护套管生产方法.pdf
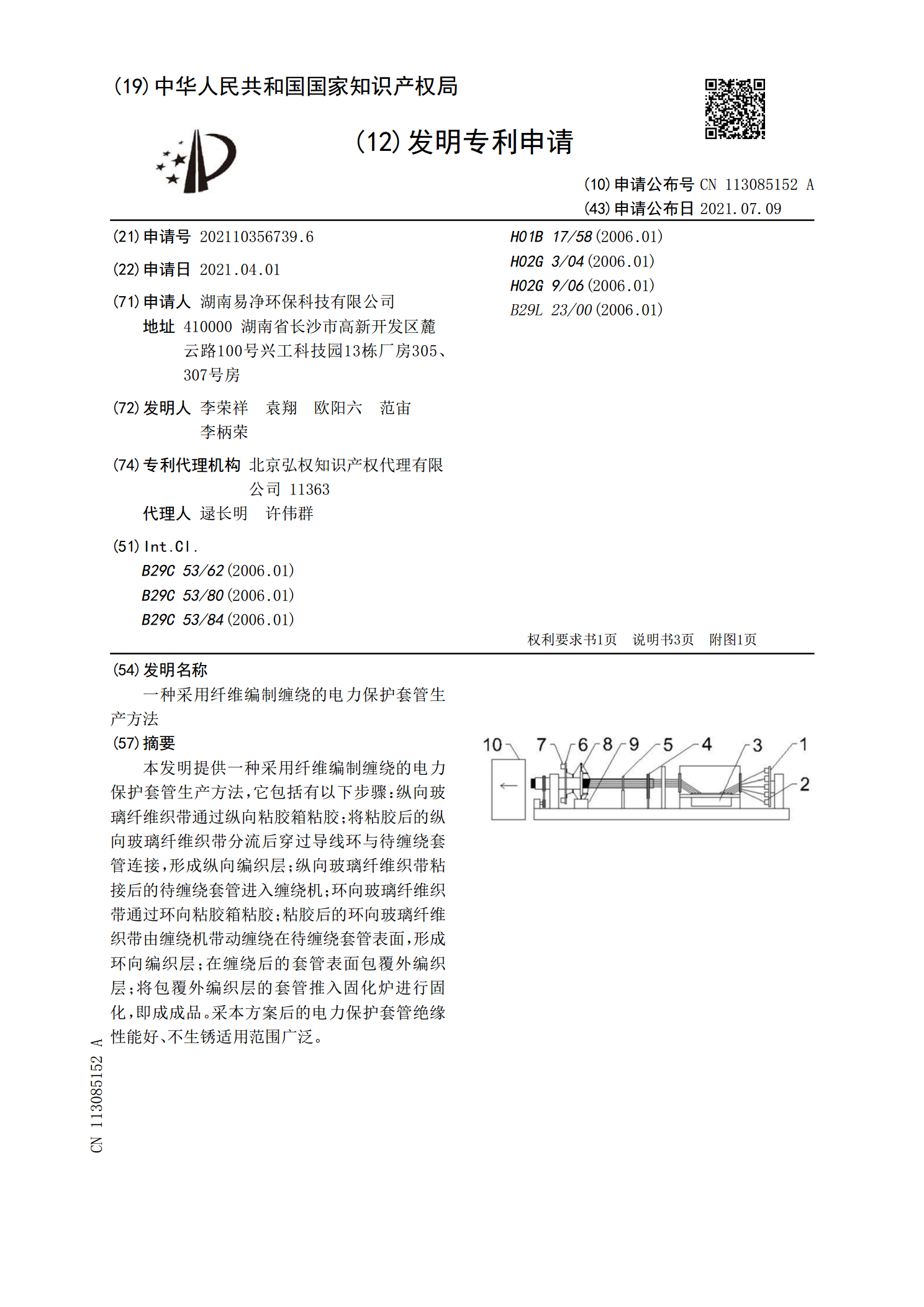
本发明提供一种采用纤维编制缠绕的电力保护套管生产方法,它包括有以下步骤:纵向玻璃纤维织带通过纵向粘胶箱粘胶;将粘胶后的纵向玻璃纤维织带分流后穿过导线环与待缠绕套管连接,形成纵向编织层;纵向玻璃纤维织带粘接后的待缠绕套管进入缠绕机;环向玻璃纤维织带通过环向粘胶箱粘胶;粘胶后的环向玻璃纤维织带由缠绕机带动缠绕在待缠绕套管表面,形成环向编织层;在缠绕后的套管表面包覆外编织层;将包覆外编织层的套管推入固化炉进行固化,即成成品。采本方案后的电力保护套管绝缘性能好、不生锈适用范围广泛。
一种纳米增强PVC纤维缠绕白胶管的生产方法.pdf
本发明涉及一种白胶管,尤其是涉及一种纳米增强PVC纤维缠绕白胶管的生产方法,其特征在于:该方法包括如下步骤:配料→混料→主机高温塑化→牵引→高温二次塑化→牵引→纤维缠绕→牵引→自动收卷→包装成型,其原料为:PVC树脂粉:23-26kg、纳米碳酸钙:4-6kg、美国181稳定剂:0.280-0.320kg、日本SMS增强剂:0.050-0.062kg、杜邦太白粉:1.8-2.2kg、食品二丁酯:18-20kg、食品用二辛酯:1.8-2.2kg、食品用硬脂酸:1.7-1.9kg、纤维丝:10-13卷;本发明方

一种纤维缠绕机械手及其多束丝嘴装置、纤维缠绕方法.pdf
本发明提供一种纤维缠绕机械手及其多束丝嘴装置、纤维缠绕方法,属于机械手的技术领域,多关节机械手具有自由度多、工作空间较大、运动部件惯量小、通用性好和可扩展性强等优点,特别适合外形复杂的高精度自动缠绕成型,为线性轨迹提供了更高的可设计性,有助于纤维缠绕单元的模块化和柔性化,满足大范围小批量的生产任务需求,在纤维缠绕过程中,多束丝嘴装置安装于机械臂的执行端,集纤维放卷、张力控制、纤维导向、纤维浸胶四大功能于一体,可以提高缠绕构件的形状适应性,是实现高效高精度纤维缠绕的重要部件。
一种用于生产玻璃纤维的缠绕设备.pdf
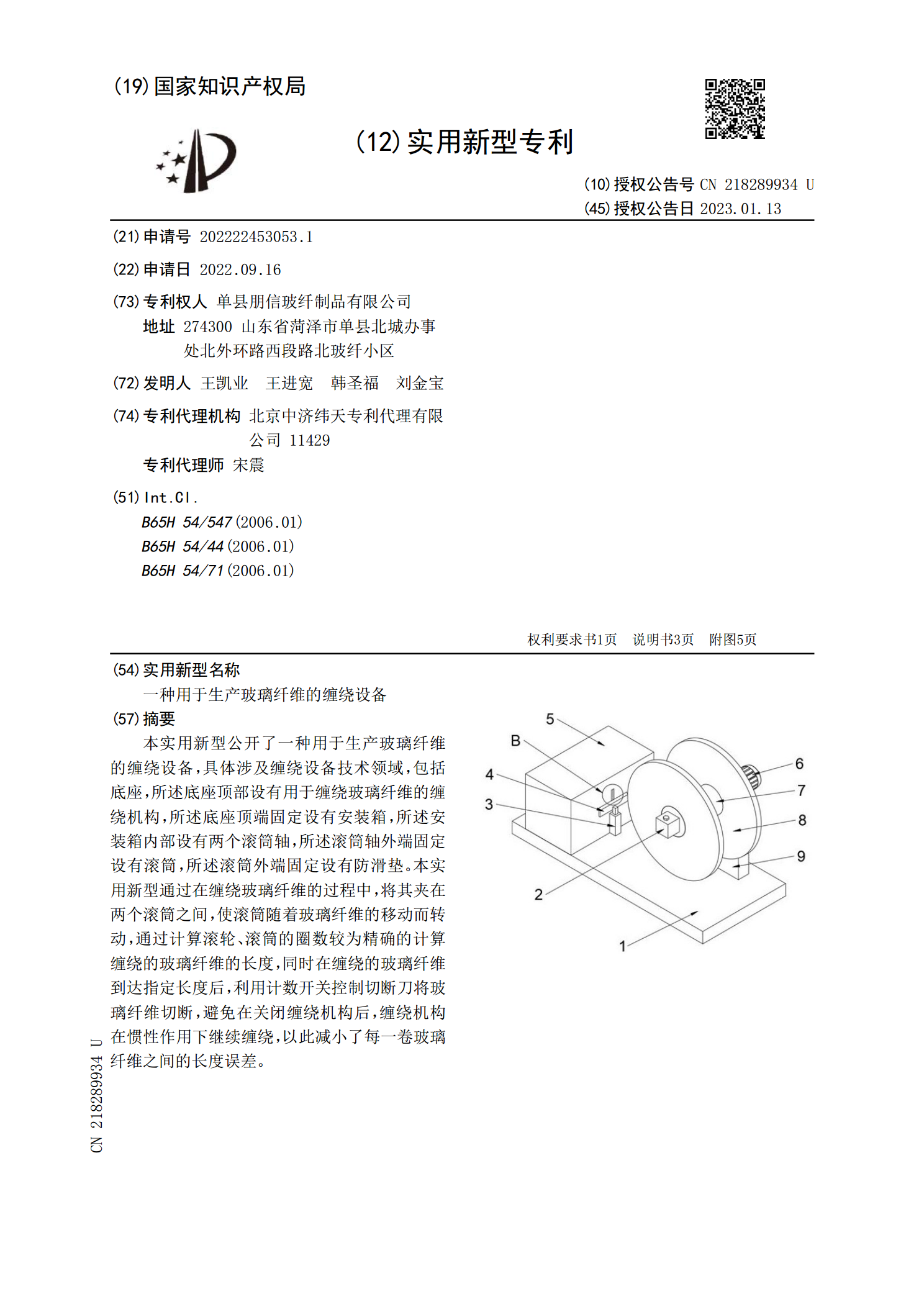
本实用新型公开了一种用于生产玻璃纤维的缠绕设备,具体涉及缠绕设备技术领域,包括底座,所述底座顶部设有用于缠绕玻璃纤维的缠绕机构,所述底座顶端固定设有安装箱,所述安装箱内部设有两个滚筒轴,所述滚筒轴外端固定设有滚筒,所述滚筒外端固定设有防滑垫。本实用新型通过在缠绕玻璃纤维的过程中,将其夹在两个滚筒之间,使滚筒随着玻璃纤维的移动而转动,通过计算滚轮、滚筒的圈数较为精确的计算缠绕的玻璃纤维的长度,同时在缠绕的玻璃纤维到达指定长度后,利用计数开关控制切断刀将玻璃纤维切断,避免在关闭缠绕机构后,缠绕机构在惯性作用下

一种采用金属套管对电子雷管电路进行保护的方法及结构.pdf
本发明属于火工品领域中的电子雷管类别技术领域,具体一种对电子雷管控制模块电路进行保护的结构,通过在电子控制模块的外部增加金属套管实现对电子控制模块提供良好的外界作用力的保护,以及将在爆破过程中所产生的电磁干扰信号分流到金属套管上进行释放,采用此种方式达到保护电子控制模块的目的,杜绝电子雷管爆破过程中产生的盲炮现象。