
一种盘式电机定子的灌封工艺.pdf

康佳****文库

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种盘式电机定子的灌封工艺.pdf
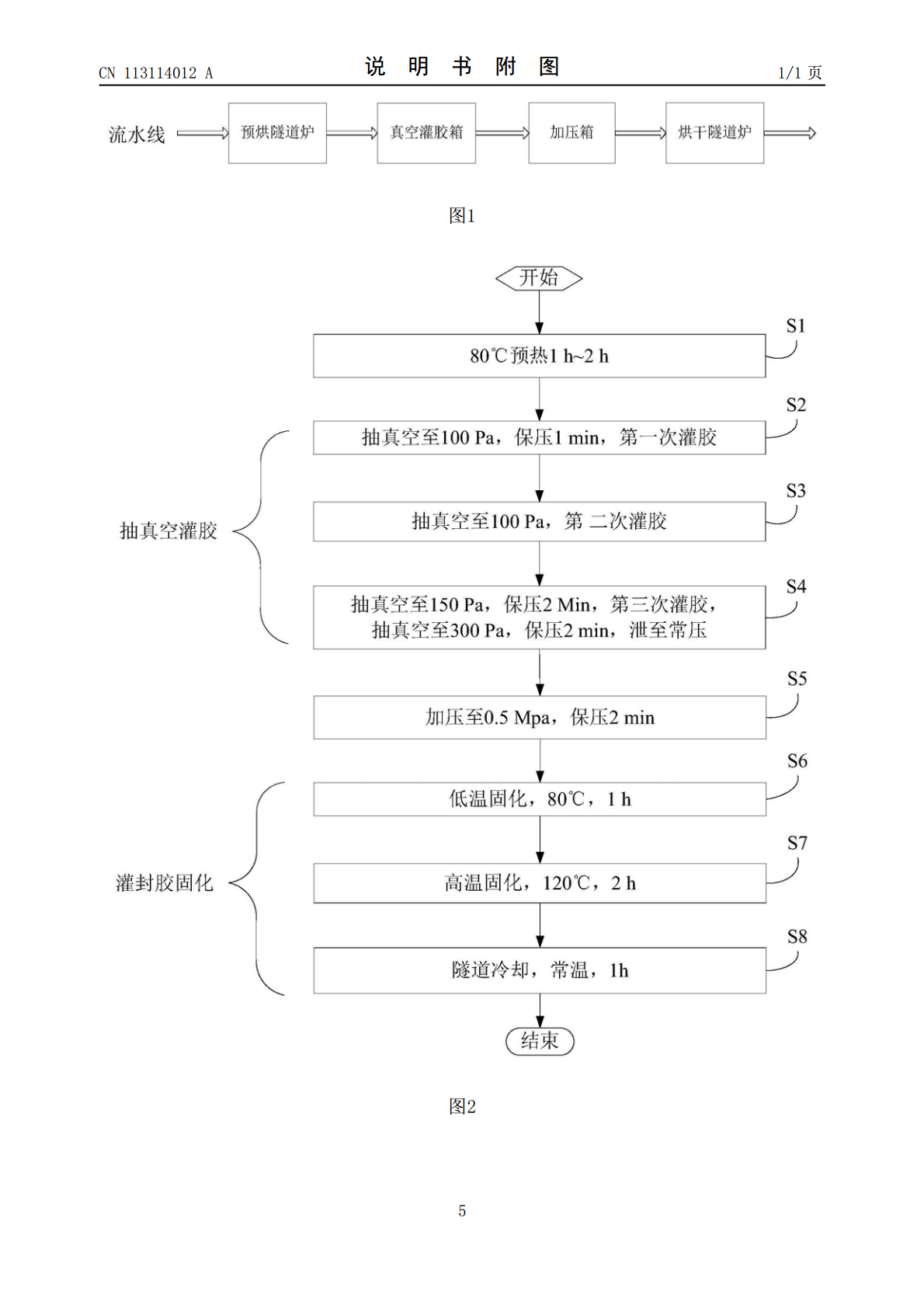
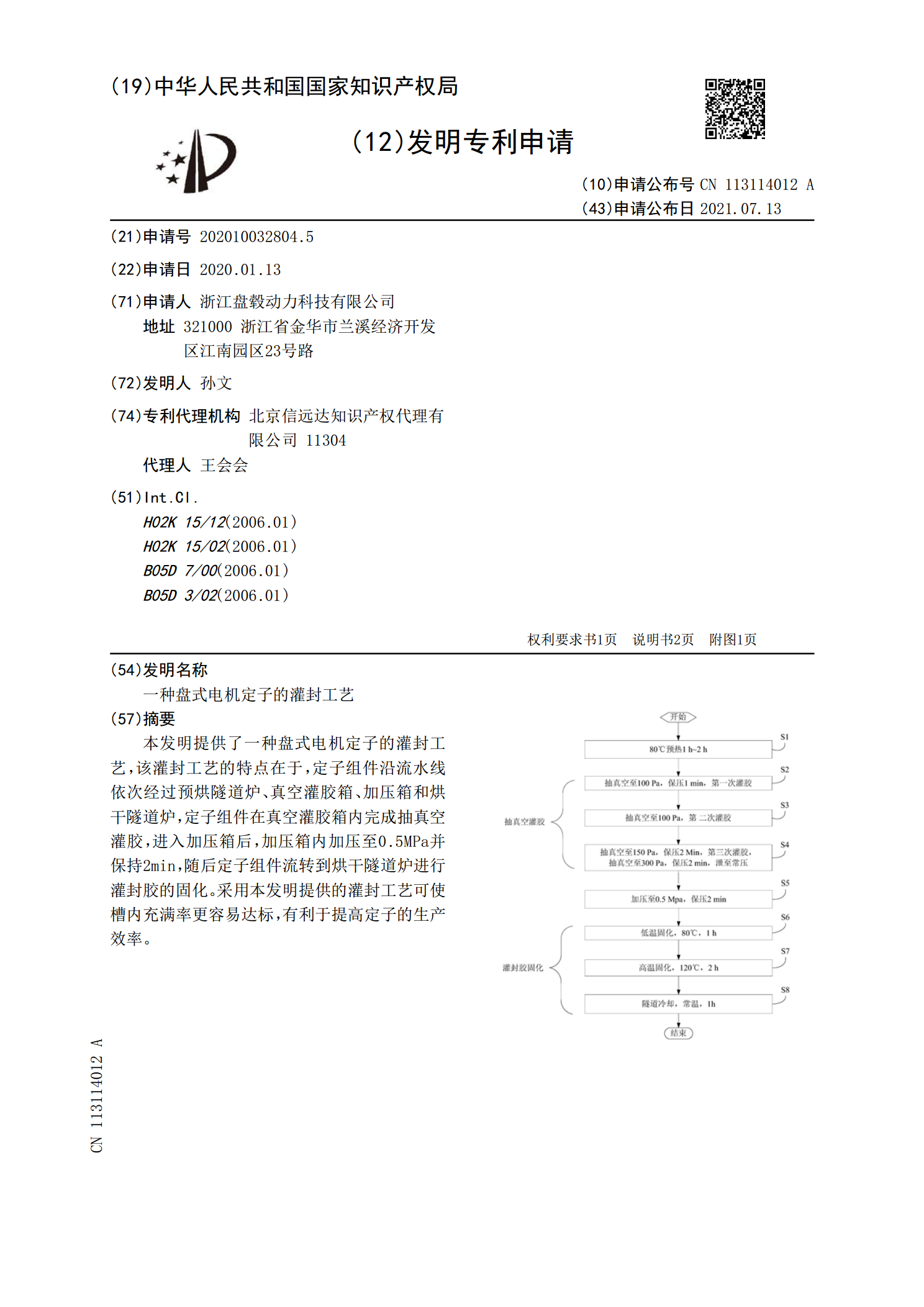
本发明提供了一种盘式电机定子的灌封工艺,该灌封工艺的特点在于,定子组件沿流水线依次经过预烘隧道炉、真空灌胶箱、加压箱和烘干隧道炉,定子组件在真空灌胶箱内完成抽真空灌胶,进入加压箱后,加压箱内加压至0.5MPa并保持2min,随后定子组件流转到烘干隧道炉进行灌封胶的固化。采用本发明提供的灌封工艺可使槽内充满率更容易达标,有利于提高定子的生产效率。
一种氢能源电机定子用灌封胶及其灌封工艺.pdf
本发明涉及电机定子灌封领域,更具体涉及一种氢能源定子用灌封胶及其灌封工艺,灌封胶包括A组分和B组分,所述A组分包括环氧树脂、填料以及助剂;所述B组分包括固化剂;所述A组分和B组分的重量比为(3.8~4.2):1;灌封工艺包括准备模具、组装与密封、预加热、灌封胶排泡、真空灌封、固化、脱模。本发明解决了电机定子灌封技术在氢能源电机中存在的防水、抗渗性、耐高低温冲击性能不足的问题,同时通过该工艺也避免了灌封后电机定子的外观质量差、易开裂的问题。
一种电机定子新型灌胶工艺.pdf
本发明涉及电机定子灌胶技术领域,尤其为一种电机定子新型灌胶工艺,包括电机定子、震动台、电机定子模具、固化炉、真空灌胶机,本发明通过设计巧妙封堵上下两端、胶封定子侧面、封堵定子孔,再从上灌注密封胶,利用密封胶自身向下的流动性,自行充满定子内部,并将定子固定于震动台上进行灌胶,通过震动能加快胶体的渗透,同时也能排出气泡,防止灌胶不均匀,定子的侧面利用涂胶密封的方法,利用液体胶液会随定子流动的性质,定子侧面仅需实现涂胶就能免去复杂的灌胶密封,因此本方案中的灌胶工艺的流程设计更加科学合理,因此在未来会达到广泛的推
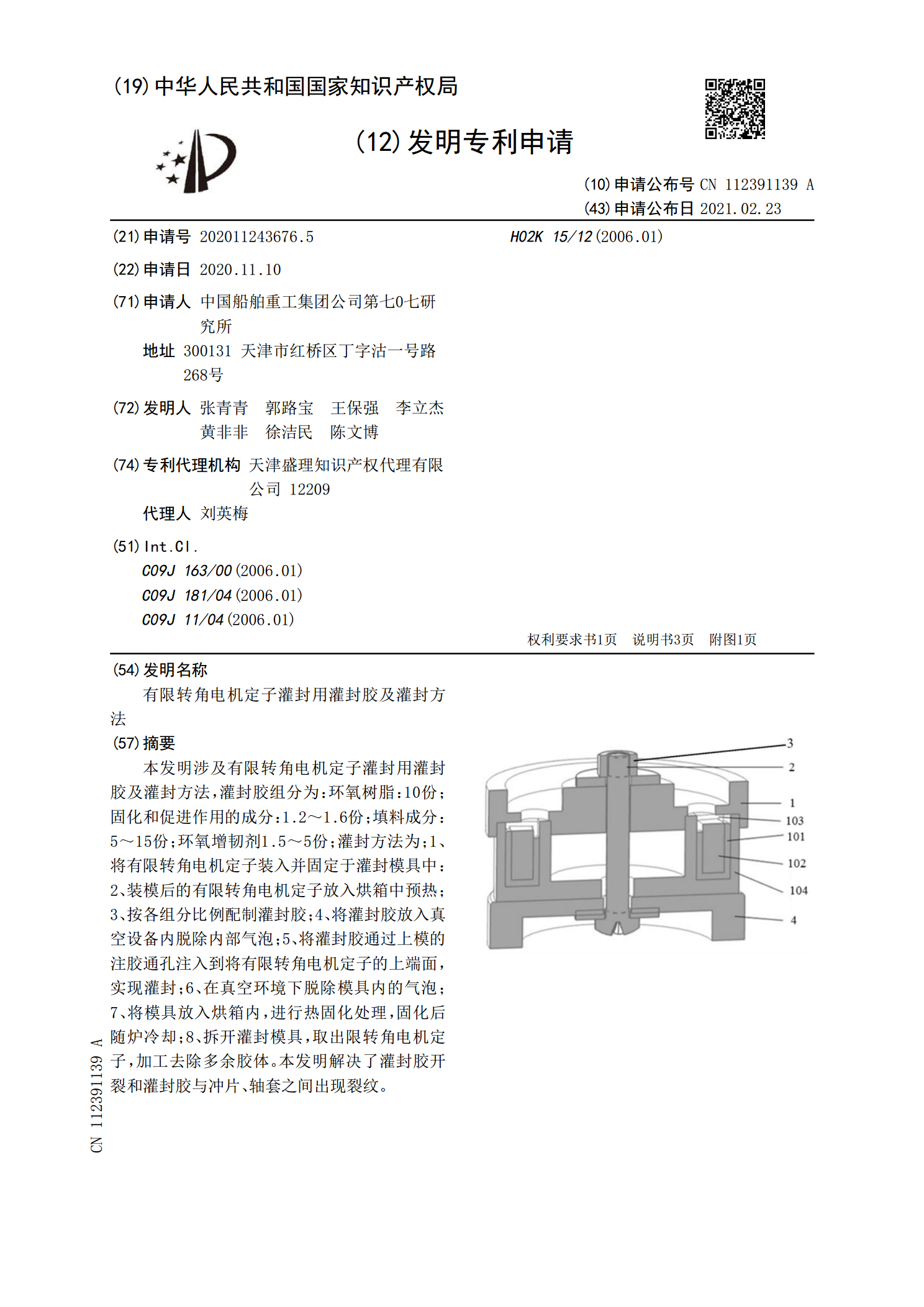
有限转角电机定子灌封用灌封胶及灌封方法.pdf
本发明涉及有限转角电机定子灌封用灌封胶及灌封方法,灌封胶组分为:环氧树脂:10份;固化和促进作用的成分:1.2~1.6份;填料成分:5~15份;环氧增韧剂1.5~5份;灌封方法为;1、将有限转角电机定子装入并固定于灌封模具中:2、装模后的有限转角电机定子放入烘箱中预热;3、按各组分比例配制灌封胶;4、将灌封胶放入真空设备内脱除内部气泡;5、将灌封胶通过上模的注胶通孔注入到将有限转角电机定子的上端面,实现灌封;6、在真空环境下脱除模具内的气泡;7、将模具放入烘箱内,进行热固化处理,固化后随炉冷却;8、拆开灌
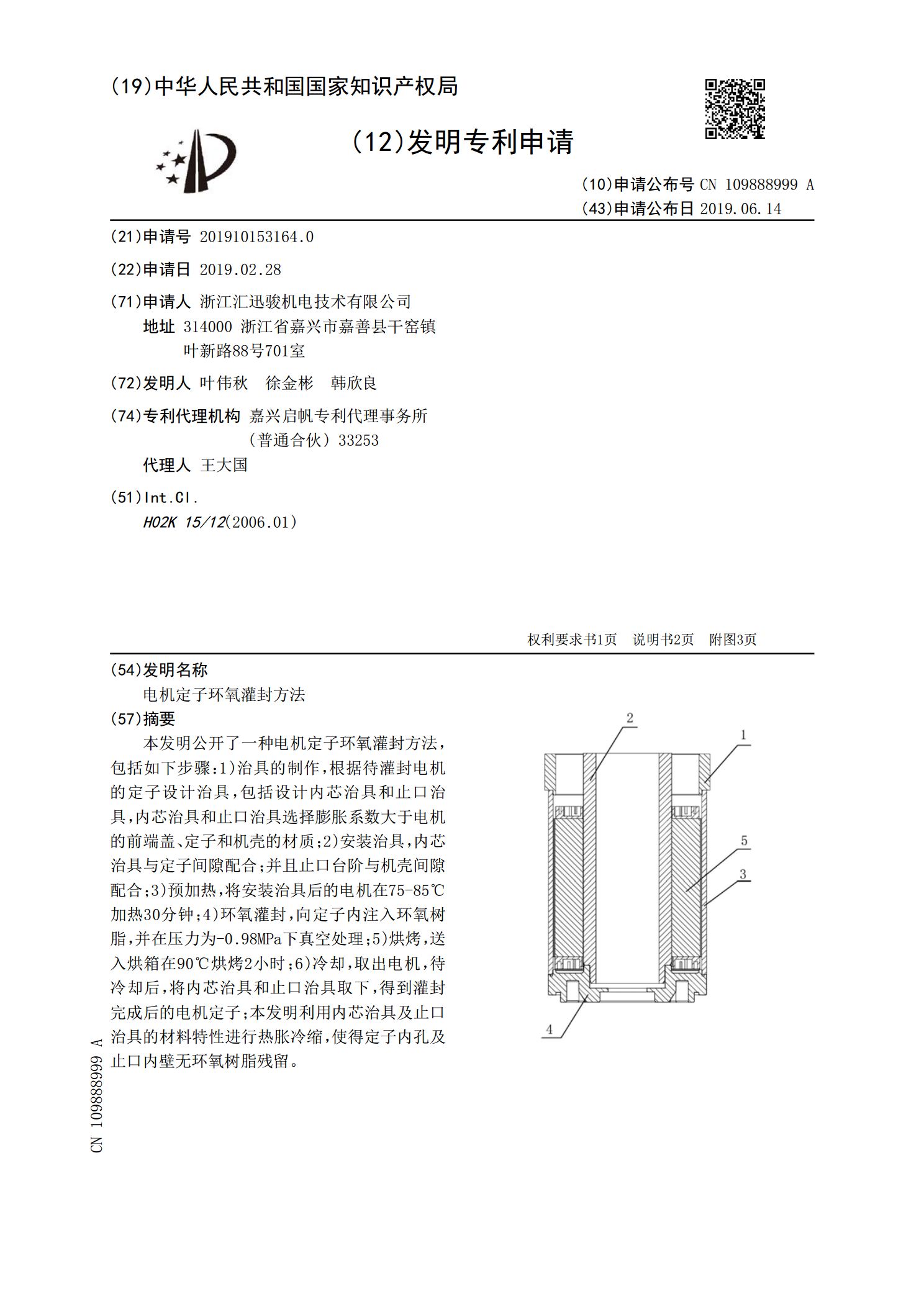
电机定子环氧灌封方法.pdf
本发明公开了一种电机定子环氧灌封方法,包括如下步骤:1)治具的制作,根据待灌封电机的定子设计治具,包括设计内芯治具和止口治具,内芯治具和止口治具选择膨胀系数大于电机的前端盖、定子和机壳的材质;2)安装治具,内芯治具与定子间隙配合;并且止口台阶与机壳间隙配合;3)预加热,将安装治具后的电机在75‑85℃加热30分钟;4)环氧灌封,向定子内注入环氧树脂,并在压力为‑0.98MPa下真空处理;5)烘烤,送入烘箱在90℃烘烤2小时;6)冷却,取出电机,待冷却后,将内芯治具和止口治具取下,得到灌封完成后的电机定子;