
一种电机定子新型灌胶工艺.pdf

岚风****55

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电机定子新型灌胶工艺.pdf
本发明涉及电机定子灌胶技术领域,尤其为一种电机定子新型灌胶工艺,包括电机定子、震动台、电机定子模具、固化炉、真空灌胶机,本发明通过设计巧妙封堵上下两端、胶封定子侧面、封堵定子孔,再从上灌注密封胶,利用密封胶自身向下的流动性,自行充满定子内部,并将定子固定于震动台上进行灌胶,通过震动能加快胶体的渗透,同时也能排出气泡,防止灌胶不均匀,定子的侧面利用涂胶密封的方法,利用液体胶液会随定子流动的性质,定子侧面仅需实现涂胶就能免去复杂的灌胶密封,因此本方案中的灌胶工艺的流程设计更加科学合理,因此在未来会达到广泛的推
一种氢能源电机定子用灌封胶及其灌封工艺.pdf
本发明涉及电机定子灌封领域,更具体涉及一种氢能源定子用灌封胶及其灌封工艺,灌封胶包括A组分和B组分,所述A组分包括环氧树脂、填料以及助剂;所述B组分包括固化剂;所述A组分和B组分的重量比为(3.8~4.2):1;灌封工艺包括准备模具、组装与密封、预加热、灌封胶排泡、真空灌封、固化、脱模。本发明解决了电机定子灌封技术在氢能源电机中存在的防水、抗渗性、耐高低温冲击性能不足的问题,同时通过该工艺也避免了灌封后电机定子的外观质量差、易开裂的问题。

一种电机定子灌胶方法及装置.pdf
本发明涉及电机灌封技术领域,具体公开了一种电机定子灌胶方法及装置,方法包括将机壳套设于定子上,并使机壳与绕组顶端形成第一容胶腔,机壳与定子铁芯形成流胶通道,机壳与绕组底端间形成第二容胶腔;在定子的内缘放置弹性气囊;在绕组顶端与弹性气囊间插入上模工件,使绕组顶端上方留有灌胶口;在定子的绕组底端与弹性气囊间插入下模工件,使绕组底端下方与机壳密封;使弹性气囊紧贴定子内缘;进行灌胶使胶体包覆两绕组;待胶体固化后,进行退模,并排出弹性气囊气体。本发明通过向弹性气囊充气使弹性气囊紧贴定子内缘,且灌胶时配合上下模工件,
空心杯电机定子灌胶、整形机构.pdf
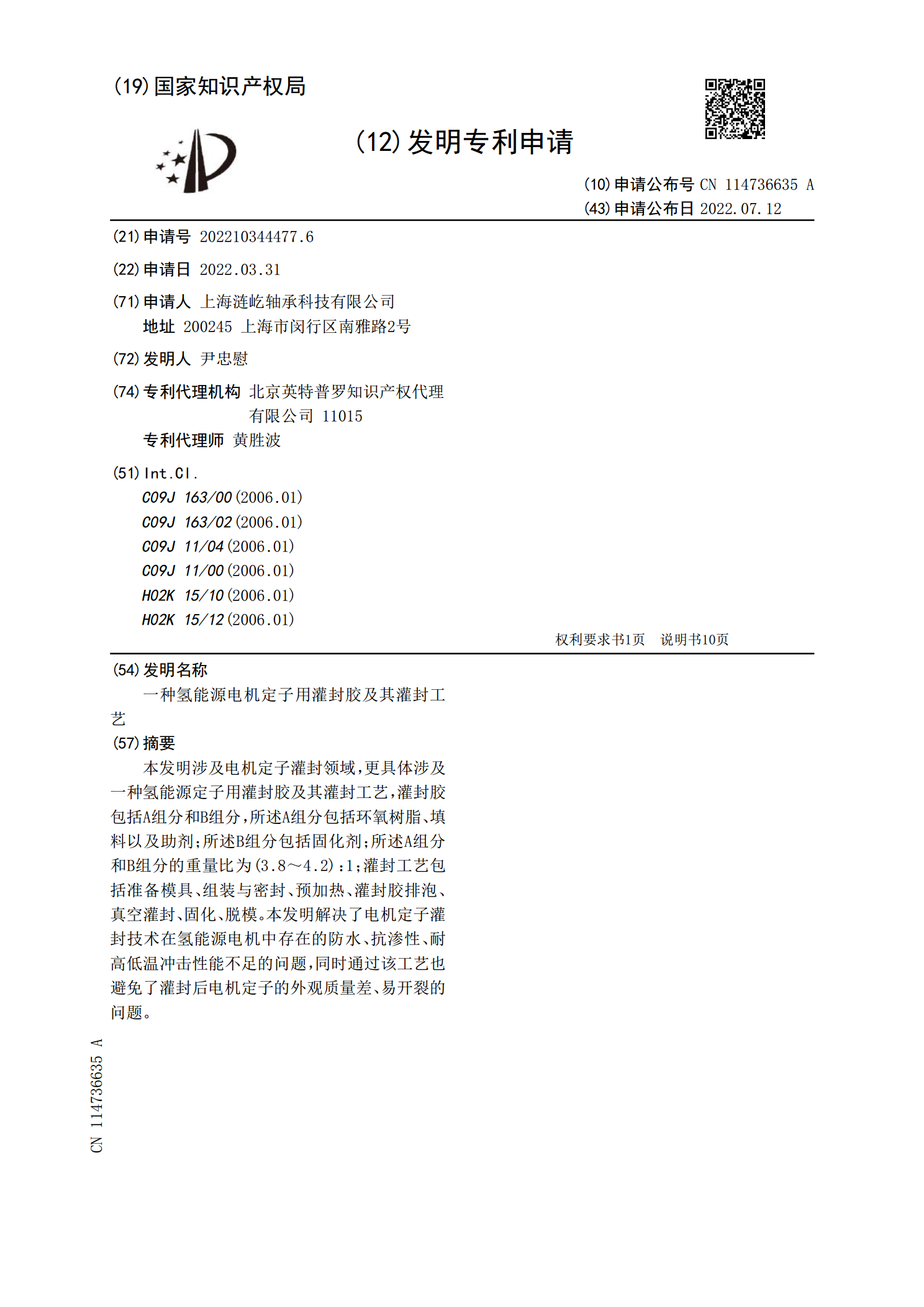
本发明涉及空心杯电机定子灌胶、整形机构,特别涉及一种适用于磁悬浮飞轮用永磁无刷直流电机空心杯定子灌胶、整形机构,属于航天器技术领域。本发明结构紧凑、质量轻,易于操作,可以实现灌胶、整形一次成型;本发明锁紧螺母和底座采用T形螺纹配合,能满足自锁要求,保证整形过程中中线圈不回弹,保证线圈的外形尺寸。

一种定子灌胶方法及包含采用其方法所产定子的电机.pdf
本发明提供了一种定子灌胶方法,包括如下步骤(1)密封胶制备;(2)定子轴向两端部密封,其中一端留有灌胶口;(3)定子轴向外侧面涂密封胶;(4)定子中部同轴插嵌密封堵芯,所述密封堵芯与定子内侧面密封接触;(5)从灌胶口内向定子中灌胶;(6)将定子送入固化炉内高温固化;(7)冷却脱模。本发明还提供了一种包含采用上述方法所产定子的电机,其定子内灌胶。本发明的优点在于,将容易黏连油脂的定子利用密封胶灌封起来,形成光滑的定子表面,在不影响电机性能的前提下,大大降低了电机的清洗难度。